一种激光加工硬质合金刀具刃口强化的设备
1.本发明涉及激光强化加工技术领域,具体涉及一种激光加工硬质合金刀具刃口强化的设备。
背景技术:
2.近些年,随着科学技术的不断发展,钛合金等轻合金的推广应用,出现了各种新型刀具结构和材料,对切削加工提出了新的挑战和要求。从钛合金加工的经济效益来看,硬质合金仍然是钛合金加工中的主要切削刀具材料。因此,改善刀具与工件之间的摩擦状态,减少摩擦,降低切削力,减少切削热的产生,延长硬质合金刀具的使用寿命具有重要的研究意义。降低切削温度,减少刀具磨损,对钛合金材料的高效切削具有重要意义。
3.在材料的切削加工过程中,普遍存在着刀具磨损现象。刀具的磨损主要发生在切削刀具的前刀面和后刀面上。引起前刀面磨损的主要原因是切屑在前刀面上的滑动摩擦,形成的高温和高压,在前刀面靠近切削刃处产生了月牙洼磨损。而引起后刀面磨损的主要原因是工件新加工的表面与后刀面的摩擦。因此有人提出将表面微织构应用到刀具的表面以提高刀具在切削过程中的切削性能。
4.刀具表面微织构的主要加工方法有:电火花加工技术、光刻技术和激光加工技术。其中,激光加工技术具有功率密度高、加工可控性好、加工速度快、加工精度高等优点,广泛应用于制造业的各个领域。激光加工技术也是目前报道的刀具表面微织构加工中应用最广泛的方法。
5.激光加工技术会对材料的组织性能产生一定的影响,进而影响材料的力学性能。并且,在加工硬质合金微织构时,不同参数的激光在加工硬质合金微织构时,会对硬质合金材料产生不同的热处理影响,进一步影响材料的组织性能。激光加工技术作为新兴的加工手段,应用的领域和范围越来越广,如表面改性、表面强化、表面熔覆等,研究激光加工技术对硬质合金组织性能的影响,将对刀具加工制备技术提供有益的参考。
技术实现要素:
6.本发明为了解决现有激光加工强化实验设备的空缺,导致实验周期长,精度低的问题,进而提出一种激光加工硬质合金刀具刃口强化的设备。
7.本发明为解决上述技术问题采取的技术方案是:
8.一种激光加工硬质合金刀具刃口强化的设备包括水槽、刀具装夹机构、引流器、光学路径箱组件和激光器,水槽设置在底座上,且沿底座的x轴方向移动,刀具装夹机构固接在水槽内,激光器、光学路径箱组件和引流器由上至下依次固接在z轴移动板上,z轴移动板设置在y轴移动板上,且沿y轴移动板的z轴方向移动,y轴移动板设置在y轴固定座上,且沿y轴固定座的y轴方向移动,高速摄影机和红外热像仪分别固接在z轴移动板上,且分别设置在光学路径箱组件的两侧。
9.进一步地,所述激光器、光学路径箱组件和引流器沿竖直方向同轴设置。
10.进一步地,所述水槽的前端面上设有排水口,排水口内设有升降挡板。
11.进一步地,所述刀具装夹机构包括刀具夹簧、转轴和固定支撑座,固定支撑座固接在水槽内,转轴的一端与转轴电机的输出轴连接,转轴电机固接在固定支撑座上,转轴的另一端固接有回转电机,刀具夹簧的底部与回转电机的电机轴连接,刀具夹簧的轴线方向与转轴的轴线方向垂直设置。
12.进一步地,所述光学路径箱组件包括外箱体、调焦镜、偏振片、半波片、svr、分束镜、两个四分之一波片和六个平面镜,第一个平面镜、半波片、第二个平面镜、偏振片、第三个平面镜、第一个四分之一波片、svr、第二个个四分之一波片、分束镜、第四个平面镜、第五个平面镜、第六个平面镜和调焦镜由先至后依次设置在外箱体内,外箱体的入光口和出光口同轴设置。
13.进一步地,所述光学路径箱组件还包括光敏二极管,光敏二极管设置在分束镜的一侧。
14.进一步地,所述高速摄影机的高速摄影机镜头和红外热像仪的红外热像仪镜头均设置在外箱体内,且设置在调焦镜的两侧,高速摄影机镜头和红外热像仪镜头均朝向外箱体的出光口设置。
15.进一步地,所述高速摄影机镜头的一侧设有ccd光电信号传感器,红外热像仪镜头的一侧设有红外信号传感器。
16.本发明与现有技术相比包含的有益效果是:
17.1、本设备采用五轴联动结构,自由度多集中在刀具上,可加工复杂刀具刃口,自由度高。
18.2、通过光学元件得到径向偏振激光,解决一般激光器直接出射的激光偏振性不利于加工的问题。
19.3、激光器,出射激光始终保持竖直,结构稳定,可靠性高,安全性高。
20.4、水槽排水口设有可升降板,可控制储水水位过刀面不同高速,可进行喷水式加工与浸水式加工,即喷水与蓄水结合的设计,适应性强。
21.5、激光功率可调,光敏二极管提供激光参数,高速摄影机与红外热像仪能够实时记录加工状态,提供可靠数据,实验分析价值很高,探索性强。
附图说明
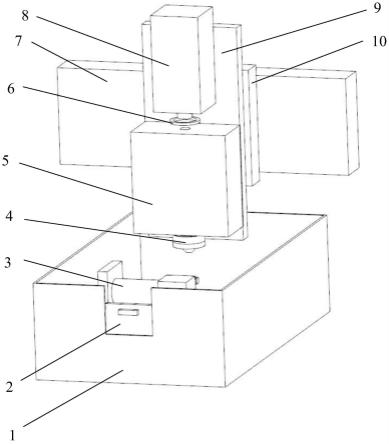
22.图1是本发明的整体结构示意图;
23.图2是本发明中光学路径箱组件5的结构示意图;
24.图3是本发明中刀具装夹机构3的结构示意图;
25.图4是本发明中引流器4的结构示意图。
具体实施方式
26.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对发明进行进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
27.具体实施方式一:结合图1至图4说明本实施方式,本实施方式所述一种激光加工
硬质合金刀具刃口强化的设备包括水槽1、刀具装夹机构3、引流器4、光学路径箱组件5和激光器8,水槽1设置在底座上,且沿底座的x轴方向移动,刀具装夹机构3固接在水槽1内,激光器8、光学路径箱组件5和引流器4由上至下依次固接在z轴移动板9上,z轴移动板9设置在y轴移动板10上,且沿y轴移动板10的z轴方向移动,y轴移动板10设置在y轴固定座7上,且沿y轴固定座7的y轴方向移动,高速摄影机和红外热像仪分别固接在z轴移动板9上,且分别设置在光学路径箱组件5的两侧。
28.本发明主要功能是对硬质合金刀具刃口进行激光强化,同时对过程现象进行记录以便分析。
29.本发明中,为了更好地解释五轴激光加工硬质合金刀具刃口设备的机构和安装关系,对该五轴激光加工设备建立空间坐标系,x轴为水平的x轴方向(也即至图1中水槽1与工作台进给方向),y轴为水平的y轴方向(也即至图1中y轴移动板10平移的方向),z轴为竖直方向(也即图1中z轴移动板移动9的方向)。
30.所述引流器4采用三位对称式入水,使得水流下落竖直稳定。
31.所述引流器4包括下底板31、外套筒32、内套筒33、出水口28、三个分隔板29和三个入水口30,外套筒32和内套筒33同轴固接在下底板31的上端面上,内套筒33设置在外套筒32的内侧,外套筒32与内套筒33之间均布固接有三个分隔板29,每个分隔板29分别沿径向方向设置,三个分隔板29将外套筒32与内套筒33之间分割成三个过渡腔,下底板31的上端面上均布设有三个引流槽34,每个引流槽34分别设置在一个过渡腔与内套筒33的内侧之间,将过渡腔与内套筒33的内侧之间连通,外套筒32的侧壁上均布设有三个入水口30,每个入水口30分别与一个过渡腔连通,下底板31的中部设有出水口28,出水口28设置在内套筒33的内侧。
32.所述刀具装夹机构3放置在水槽1内并做防水处理。
33.具体实施方式二:结合图1至图4说明本实施方式,本实施方式所述激光器8、光学路径箱组件5和引流器4沿竖直方向同轴设置。本实施方式中未公开的技术特征与具体实施方式一相同。
34.具体实施方式三:结合图1至图4说明本实施方式,本实施方式所述水槽1的前端面上设有排水口,排水口内设有升降挡板2。本实施方式中未公开的技术特征与具体实施方式一相同。
35.所述水槽1排水口设有升降挡板2,可控制储水水位过刀面不同高速,即可进行喷水式加工与浸水式加工。升降挡板2可控制储水水位不同高速:水位在刀面以下,开放引流器4水流进行喷水式加工;水位在刀面以上一定高速,关闭引流器4水流即可进行浸水式加工。
36.具体实施方式四:结合图1至图4说明本实施方式,本实施方式所述刀具装夹机构3包括刀具夹簧25、转轴26和固定支撑座27,固定支撑座27固接在水槽1内,转轴26的一端与转轴电机的输出轴连接,转轴电机固接在固定支撑座27上,转轴26的另一端固接有回转电机,刀具夹簧25的底部与回转电机的电机轴连接,刀具夹簧25的轴线方向与转轴26的轴线方向垂直设置。本实施方式中未公开的技术特征与具体实施方式一相同。
37.所述水箱1内设有工作台,刀具装夹机构3设置在工作台上,其中固定支撑座27固接在工作台上。
38.具体实施方式五:结合图1至图4说明本实施方式,本实施方式所述光学路径箱组件5包括外箱体、调焦镜13、偏振片15、半波片16、svr18、分束镜20、两个四分之一波片14和六个平面镜17,第一个平面镜17、半波片16、第二个平面镜17、偏振片15、第三个平面镜17、第一个四分之一波片14、svr18、第二个个四分之一波片14、分束镜20、第四个平面镜17、第五个平面镜17、第六个平面镜17和调焦镜13由先至后依次设置在外箱体内,外箱体的入光口和出光口同轴设置。本实施方式中未公开的技术特征与具体实施方式一相同。
39.所述激光进入光学路径箱后,经过光学元件第一个平面镜17、半波片16、第二个平面镜17、偏振片15、第三个平面镜17、第一个四分之一波片14、svr18、第二个个四分之一波片14、分束镜20、第四个平面镜17、第五个平面镜17、第六个平面镜17和调焦镜13后转化为加工性更好的径向偏振光。
40.所述激光通过半波片16与偏振片15后获得线偏振光,随后经过第一个四分之一波片14、svr18、第二个个四分之一波片14获得径向偏振光。
41.所述激光器8射出的激光束经过平面镜17多次反射,依次经过半波片16、偏振片15、四分之一波片14、svr18、四分之一波片14、分束镜20、调焦镜13,最终在引流器4的水流中作用到刀面。
42.具体实施方式六:结合图1至图4说明本实施方式,本实施方式所述光学路径箱组件5还包括光敏二极管19,光敏二极管19设置在分束镜20的一侧。本实施方式中未公开的技术特征与具体实施方式五相同。
43.所述通过旋转半波片16可调节出射激光能量大小;分束镜20将激光等分,通过光敏二极管19可测得出射激光同步数据。
44.具体实施方式七:结合图1至图4说明本实施方式,本实施方式所述高速摄影机的高速摄影机镜头11和红外热像仪的红外热像仪镜头22均设置在外箱体内,且设置在调焦镜13的两侧,高速摄影机镜头11和红外热像仪镜头22均朝向外箱体的出光口设置。本实施方式中未公开的技术特征与具体实施方式五相同。
45.具体实施方式八:结合图1至图4说明本实施方式,本实施方式所述高速摄影机镜头11的一侧设有ccd光电信号传感器12,红外热像仪镜头22的一侧设有红外信号传感器21。本实施方式中未公开的技术特征与具体实施方式七相同。
46.具体实施方式九:结合图1至图4说明本实施方式,本实施方式所述一种激光加工硬质合金刀具刃口强化的方法包括如下步骤:
47.步骤一:安装刀具:安装刀具到刀具夹簧25内,刀具通过刀具夹簧25和转轴26的旋转调整刀面23为水平位置;
48.步骤二:对准激光:通过水槽1沿x轴移动、y轴移动板10沿y轴移动以及z轴移动板9沿z轴移动来调整激光器8激光头对准刀面23,调整调焦镜13使激光聚焦到刀面23,同时调整高速摄影机和红外热像仪,使高速摄影机镜头11和红外热像仪镜头22对准加工位置;
49.步骤三:激光加工强化:开放引流器4内水流,待水流稳定后发射激光开始强化。
50.所述高速摄影机与红外热像仪经一次性调整后将始终聚焦激光焦点,实时拍摄加工状态。
51.所述激光器8的激光束的中心波长为1064nm,频率为20-80khz,最大功率为50w。
52.所述激光器8的光斑的直径为d=50μm。
53.所述激光作用时间20-40ns。
54.具体实施方式十:结合图1至图4说明本实施方式,本实施方式所述激光器8在加工强化过程中始终保持竖直,在刀具刃口部位打出点阵,形成微织构。
55.本实施方式中未公开的技术特征与具体实施方式九相同。
56.所述激光器8通过五轴联动控制,在刀具刃口部位打出点阵,形成微织构。激光器8始终保持竖直,自由度多集中在刀具上,可加工复杂刀具刃口。
57.实施例一:
58.实施喷水式激光加工硬质合金刀具刃口强化的方法具体步骤为:
59.步骤一:将刀柄24安装到刀具夹簧25内,刀具通过刀具夹簧25和转轴26的旋转调整刀面23为水平位置;
60.步骤二:通过水槽1沿x轴移动、y轴移动板10沿y轴移动以及z轴移动板9沿z轴移动,将激光光路对准刃口初始加工位置,调整调焦镜13使焦点到刀面23上;
61.步骤三:开启高速摄影机与红外热像仪并同步聚焦到激光焦点上;
62.步骤四:开放引流器4内水流;
63.步骤五:待水流稳定后发射激光开始加工,通过五轴联动配合完成阵列加工。
64.实施例二:
65.实施浸水式激光加工硬质合金刀具刃口强化的具体步骤为:
66.步骤一:将刀柄24安装到刀具夹簧25内,刀具通过刀具夹簧25和转轴26的旋转调整刀面23为水平位置;
67.步骤二:通过水槽1沿x轴移动、y轴移动板10沿y轴移动以及z轴移动板9沿z轴移动将激光光路对准刃口初始加工位置,调整调焦镜13使焦点到刀面23上;
68.步骤三:开启高速摄影机与红外热像仪并同步聚焦到激光焦点上;
69.步骤四:开放引流器4内水流,调整升降挡板2使水槽1内水位过刀面一定高速后关闭水流;
70.步骤五:待水面稳定后发射激光开始加工,通过五轴联动配合完成阵列加工。
71.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1