一种集装箱板材生产用焊接装置的制作方法
1.本实用新型涉及集装箱板材生产技术领域,具体为一种集装箱板材生产用焊接装置。
背景技术:
2.集装箱最大的成功在于其产品的标准化以及由此建立的一整套运输体系。能够让一个载重几十吨的庞然大物实现标准化,并且以此为基础逐步实现全球范围内的船舶、港口、航线、公路、中转站、桥梁、隧道、多式联运相配套的物流系统,这的确堪称人类有史以来创造的伟大奇迹之一,集装箱板材生产焊接时需要使用到焊接装置。
3.现有的焊接装置无法均匀压紧板材,板材在焊接过程中,由于热胀冷缩的原因,导致板材部分翘起,不能很好的满足人们的使用需求,针对上述情况,在现有的焊接装置基础上进行技术创新。
技术实现要素:
4.本实用新型的目的在于提供一种集装箱板材生产用焊接装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种集装箱板材生产用焊接装置,包括机座和压爪,所述机座的两侧设置有油缸,且油缸的外部安装有滑块,所述滑块的一侧设置有滑轨,且滑块的另一侧安装有挡尺,所述压爪安装于挡尺的外部,所述机座的上方由内而外依次设置有垫块和用于左右滑动的驱动组件,且驱动组件包括电机、滑套座、滑杆、丝杆、安装座和光轴,所述电机的下方设置有滑套座,且滑套座的内壁安装有滑杆,所述电机的一侧安装有丝杆,且丝杆的外部设置有安装座,所述安装座的内壁设置有光轴,所述驱动组件的一侧设置有轴承座,且驱动组件的下方设置有焊枪,所述焊枪的外部安装有螺栓。
6.进一步的,所述油缸沿机座的中心位置对称设有四个,且机座的形状为矩形。
7.进一步的,所述滑块的中轴线与滑轨的中轴线相重合,且滑轨沿机座的中心位置对称设有四个。
8.进一步的,所述压爪沿挡尺的水平方向等距分布,且挡尺的形状为矩形。
9.进一步的,所述垫块沿机座的水平方向等距分布,且垫块的下表面与机座的上表面相贴合。
10.进一步的,所述滑套座的圆心与滑杆的圆心相重合,且滑杆的形状为圆柱形。
11.进一步的,所述丝杆与安装座为螺纹连接,且丝杆的中轴线与光轴的中轴线相重合。
12.进一步的,所述焊枪通过螺栓与安装座固定连接,且安装座的形状为“t”字形。
13.与现有技术相比,本实用新型的有益效果是:多个压爪对板材进行多点压紧,实现均匀压紧受力,避免焊接时板材翘起,使得该焊接装置具备多点夹持结构,能够均匀压紧板
材的多个点;
14.1.本实用新型通过油缸、滑块、滑轨、挡尺和压爪的设置,油缸推动滑块沿滑轨上下滑动,随之挡尺和压爪上下移动,移动压爪将板材压紧,多个压爪对板材进行多点压紧,实现均匀压紧受力,避免焊接时板材翘起,使得该焊接装置具备多点夹持结构,能够均匀压紧板材的多个点。
附图说明
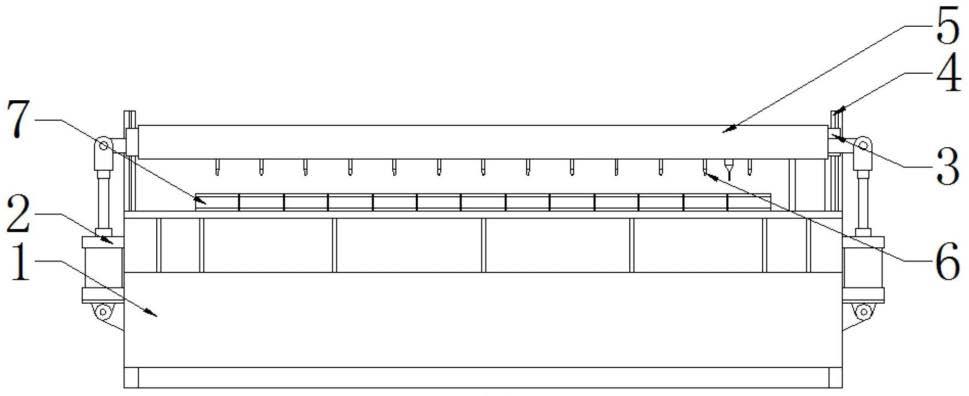
15.图1为本实用新型主视结构示意图;
16.图2为本实用新型俯视结构示意图;
17.图3为本实用新型驱动组件局部结构示意图。
18.图中:1、机座;2、油缸;3、滑块;4、滑轨;5、挡尺;6、压爪;7、垫块;8、驱动组件;801、电机;802、滑套座;803、滑杆;804、丝杆;805、安装座;806、光轴;9、轴承座;10、焊枪;11、螺栓。
具体实施方式
19.如图1所示,一种集装箱板材生产用焊接装置,包括机座1和压爪6,机座1的两侧设置有油缸2,且油缸2的外部安装有滑块3,油缸2沿机座1的中心位置对称设有四个,且机座1的形状为矩形,滑块3的一侧设置有滑轨4,且滑块3的另一侧安装有挡尺5,滑块3的中轴线与滑轨4的中轴线相重合,且滑轨4沿机座1的中心位置对称设有四个,压爪6安装于挡尺5的外部,压爪6沿挡尺5的水平方向等距分布,且挡尺5的形状为矩形,垫块7沿机座1的水平方向等距分布,且垫块7的下表面与机座1的上表面相贴合,油缸2推动滑块3沿滑轨4上下滑动,随之挡尺5和压爪6上下移动,移动压爪6将板材压紧,多个压爪6对板材进行多点压紧,实现均匀压紧受力,避免焊接时板材翘起,使得该焊接装置具备多点夹持结构,能够均匀压紧板材的多个点。
20.如图2-3所示,机座1的上方由内而外依次设置有垫块7和用于左右滑动的驱动组件8,且驱动组件8包括电机801、滑套座802、滑杆803、丝杆804、安装座805和光轴806,电机801的下方设置有滑套座802,且滑套座802的内壁安装有滑杆803,电机801的一侧安装有丝杆804,且丝杆804的外部设置有安装座805,安装座805的内壁设置有光轴806,滑套座802的圆心与滑杆803的圆心相重合,且滑杆803的形状为圆柱形,丝杆804与安装座805为螺纹连接,且丝杆804的中轴线与光轴806的中轴线相重合,驱动组件8的一侧设置有轴承座9,且驱动组件8的下方设置有焊枪10,焊枪10的外部安装有螺栓11,焊枪10通过螺栓11与安装座805固定连接,且安装座805的形状为“t”字形。
21.工作原理:在使用该集装箱板材生产用焊接装置时,首先将两块板材放置在垫块7上,在机座1上对两块板材进行手动拼接,启动油缸2推动滑块3沿滑轨4上下滑动,随之挡尺5和压爪6上下移动,移动压爪6将板材压紧,多个压爪6对板材进行多点压紧,实现均匀压紧受力,避免焊接时板材翘起,使得该焊接装置具备多点夹持结构,能够均匀压紧板材的多个点,板材完成压紧后,松懈滑套座802上的螺丝,滑动滑套座802沿滑杆803滑动,将电机801及丝杆804调整至合适高度,使焊枪10接近板材,启动电机801驱动丝杆804转动,丝杆804辅以光轴806驱动安装座805左右移动,安装座805上的焊枪10启动后将拼接点进行焊接,这就
是该集装箱板材生产用焊接装置的工作原理。
技术特征:
1.一种集装箱板材生产用焊接装置,包括机座(1)和压爪(6),其特征在于,所述机座(1)的两侧设置有油缸(2),且油缸(2)的外部安装有滑块(3),所述滑块(3)的一侧设置有滑轨(4),且滑块(3)的另一侧安装有挡尺(5),所述压爪(6)安装于挡尺(5)的外部,所述机座(1)的上方由内而外依次设置有垫块(7)和用于左右滑动的驱动组件(8),且驱动组件(8)包括电机(801)、滑套座(802)、滑杆(803)、丝杆(804)、安装座(805)和光轴(806),所述电机(801)的下方设置有滑套座(802),且滑套座(802)的内壁安装有滑杆(803),所述电机(801)的一侧安装有丝杆(804),且丝杆(804)的外部设置有安装座(805),所述安装座(805)的内壁设置有光轴(806),所述驱动组件(8)的一侧设置有轴承座(9),且驱动组件(8)的下方设置有焊枪(10),所述焊枪(10)的外部安装有螺栓(11)。2.根据权利要求1所述的一种集装箱板材生产用焊接装置,其特征在于,所述油缸(2)沿机座(1)的中心位置对称设有四个,且机座(1)的形状为矩形。3.根据权利要求1所述的一种集装箱板材生产用焊接装置,其特征在于,所述滑块(3)的中轴线与滑轨(4)的中轴线相重合,且滑轨(4)沿机座(1)的中心位置对称设有四个。4.根据权利要求1所述的一种集装箱板材生产用焊接装置,其特征在于,所述压爪(6)沿挡尺(5)的水平方向等距分布,且挡尺(5)的形状为矩形。5.根据权利要求1所述的一种集装箱板材生产用焊接装置,其特征在于,所述垫块(7)沿机座(1)的水平方向等距分布,且垫块(7)的下表面与机座(1)的上表面相贴合。6.根据权利要求1所述的一种集装箱板材生产用焊接装置,其特征在于,所述滑套座(802)的圆心与滑杆(803)的圆心相重合,且滑杆(803)的形状为圆柱形。7.根据权利要求1所述的一种集装箱板材生产用焊接装置,其特征在于,所述丝杆(804)与安装座(805)为螺纹连接,且丝杆(804)的中轴线与光轴(806)的中轴线相重合。8.根据权利要求1所述的一种集装箱板材生产用焊接装置,其特征在于,所述焊枪(10)通过螺栓(11)与安装座(805)固定连接,且安装座(805)的形状为“t”字形。
技术总结
本实用新型公开了一种集装箱板材生产用焊接装置,包括机座和压爪,所述机座的两侧设置有油缸,且油缸的外部安装有滑块,所述滑块的一侧设置有滑轨,且滑块的另一侧安装有挡尺,所述压爪安装于挡尺的外部,所述机座的上方由内而外依次设置有垫块和用于左右滑动的驱动组件,且驱动组件包括电机、滑套座、滑杆、丝杆、安装座和光轴,所述电机的下方设置有滑套座。该集装箱板材生产用焊接装置,与现有的普通焊接装置相比,油缸推动滑块沿滑轨上下滑动,随之挡尺和压爪上下移动,移动压爪将板材压紧,多个压爪对板材进行多点压紧,实现均匀压紧受力,避免焊接时板材翘起,使得该焊接装置具备多点夹持结构,能够均匀压紧板材的多个点。点。点。
技术研发人员:何汉朝 刘刚 何治富 陈其连
受保护的技术使用者:革神工业智能科技(苏州)有限公司
技术研发日:2021.12.24
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1