集成电路高端制成用电子级溴化氢焊接气瓶的制作方法与流程
1.本发明涉及电力设备检修工具技术领域,尤其是涉及集成电路高端制成用电子级溴化氢焊接气瓶的制作方法。
背景技术:
2.电子特种气体涉及半导体制造多个环节,对最终产品质量和性能影响重大。在半导体制造环节,集成电路制造流程中涉及的工艺和技术较多,每一步均需要多种半导体材料,尤其用于半导体清洗过程的超净高纯试剂和薄膜形成过程的电子特种气体,更是在多种制造环节中都有重要作用。其中,半导体特种气体在半导体薄膜沉积环节发挥不可取代的作用,是形成薄膜的主要原材料。半导体材料是半导体集成电路产业的物质基础属于半导体产业链的上游,是一个半导体集成电路产业的基石。半导体材料的质量和供应能力直接影响下游产业的质量和竞争力。电子特种气体对于半导体集成电路芯片的质量和性能具有重要意义。
3.随着半导体及led行业的迅速发展,高纯度的气体的种类需求不断增加,集成电路高端制成用电子级溴化氢主要应用于蚀刻工艺中。等离子溴化氢蚀刻技术可以精确控制蚀刻深度及垂直度,同时不破坏臭氧层,不产生温室气体,是氟碳类蚀刻气体的良好替代品。目前国际上盛装电子级溴化氢的气瓶主要有两种:一种是钢制无缝气瓶采用内部镀镍的形式,但是镀镍整体成本高,且容易出现镀镍层不均匀的情况;另一种是采用不锈钢焊接气瓶,相比于无缝气瓶,焊接气瓶具有整体成型均匀、产品结构可设计性强、生产成本低等特点,灵活可变的外观,可更加精细化的内部处理也使其受到市场青睐。但是采用不锈钢焊接气瓶容易出现焊缝内部成型不良,焊接位置后期处理困难等问题。而且目前国内的不锈钢焊接气瓶(包括国家标准)仅适用于充装水压试验压力不大于6.0mpa,即公称工作压力不大于4.5mpa的气体介质,而电子级溴化氢的公称工作压力达到5mpa,现有的不锈钢焊接气瓶已无法满足其充装要求。
技术实现要素:
4.本发明为了设计并制造一款新型不锈钢焊接气瓶,满足充装集成电路高端制成用电子级溴化氢的要求。
5.为了实现上述目的,本发明采用以下技术方案:集成电路高端制成用电子级溴化氢焊接气瓶,包括以下步骤:a.原材料选择:气瓶的主体材料需采用奥氏体不锈钢s31603;b.原料抛光:气瓶的部件包括筒体、上封头和下封头,将筒体、上封头、下封头的原材料下料后进行内镜面抛光,抛光后粗糙度≤ra0.10;c.压制成型:将筒体、上封头、下封头的原材料压制成型;d.部件抛光:筒体、上封头和下封头在压制完成后,再次进行机械抛光,抛光后粗糙度≤ra0.10;
焊接成型:将筒体、上封头和下封头拼装在一起,然后对连接位置的环缝进行焊接,焊接时e.先采用自动脉充氩弧焊打底,然后采用自动脉充氩弧焊盖面,焊接过程需使用氩气保护焊接位置,对气瓶内外进行充氩保护,实现单面焊接双面成型;f.内壁研磨:在气瓶焊接完成后,通过高强度钢球冲击对其内壁研磨,研磨后的气瓶内表面的整体粗糙度≤ra0.30;g.内壁清洗:用电阻率大于等于16mω的去离子水进行清洗,最后进行抽真空并使用加热的氮气进行多轮置换;h.性能检测:对气瓶内部水分含量、氧分含量和颗粒度进行测试。
6.通过上述制作方法制作的不锈钢焊接钢瓶,可以满足集成电路高端制成用电子级溴化氢焊接气瓶的要求,且通过对其进行内部光洁处理后,可满足充装超高纯及电子级气体的要求。由于对环缝进行焊接时,采用自动脉充氩弧焊,并对气瓶内外进行充氩保护,可以实现单面焊接双面成型,达到高质量的焊缝,可以满足盛装集成电路高端制成用电子级溴化氢的要求。
7.作为优选,步骤e.焊接成型时,焊接坡口v型60
°
坡口,钝边3mm,自动脉充氩弧焊打底焊接主要参数如下:基值电流i
基值
=65a,基值时间t
基值
=0.15s,峰值电流i
峰值
=125a,峰值时间t
峰值
=0.15s,焊接速度v=150mm/min;自动脉充氩弧焊盖面焊接主要参数如下:基值电流i
基值
=27a,基值时间t
基值
=0.15s,峰值电流i
峰值
=85a,峰值时间t
峰值
=0.25s,焊接速度v=200mm/min。所述焊接可以保证焊缝质量,满足高质量焊缝需求。
8.作为优选,步骤h.性能检测时,采用激光水分仪对气瓶内部水分含量进行测试,要求小于100ppb;采用氧份测试仪对气瓶内部氧分含量进行测试,要求小于300ppb;采用颗粒度测试仪对对气瓶内部颗粒度进行测试,要求0.1um+0.2um颗粒的含量小于等于2000cfm,大于等于0.3um颗粒的含量小于等于200cfm。
9.作为优选,步骤e.焊接成型时,气瓶内进行充氩保护,焊接开始前保证气瓶内氩气浓度≥95%,焊接过程中持续对气瓶内进行充氩,使气瓶内气压大于大气压;焊缝内部和外部均要求一次成型,且无任何裂纹、咬边、气孔、夹杂等焊接缺陷。
10.作为优选,还包括内部充氩结构,内部充氩结构包括与上封头上的颈圈适配的连接头和伸入管,连接头与颈圈固定,伸入管的一端与连接头固定且连通,连接头上设有排气孔。
11.所述内部充氩结构可以对气瓶内进行充氩保护,且伸入管伸入气瓶底部,可以尽可能将内部气体置换出来,保证焊接开始前气瓶内氩气浓度≥95%。在焊接过程中实施进行充气,使气瓶内气压大于大气压,保持空气不会进入瓶内,保证焊接过程中气瓶内氩气浓度≥95%。所述排气孔可以保证在焊接开始前内部空气可以被排出。
12.作为优选,所述连接头上设有至少两个排气孔,其中至少一个排气孔上设置泄压结构,其余排气孔上设置可拆卸的密封塞,泄压结构包括固定块、活塞和伸缩弹簧,固定块内设有滑孔和连通孔,活塞和伸缩弹簧设置在滑孔内,活塞与滑孔滑动连接,伸缩弹簧一端与活塞连接,伸缩弹簧的另一端与固定块连接,滑孔一端与排气孔连通,连通孔的一端与滑孔侧壁连通,连通孔的另一端与外部连通。
13.焊接开始前,需要置换内部气体,此时密封塞打开,可以使内部气体快速置换,充气一定时间后,内部氩气浓度达到要求,此时通过密封塞堵住未设置泄压结构的排气孔,继
续向气瓶内部充气,使内部气压增加,当气压大于设定值后,活塞被推动露出连通孔,内部气体可以通过连通孔排出,如果气压过低,则气体不会排出,使内部气压持续增加,使气瓶内气压始终大于大气压,保持空气不会进入瓶内,保证焊接过程中气瓶内氩气浓度≥95%。
14.作为优选,所述泄压结构还包括调节螺栓,调节螺栓与滑孔螺纹连接,伸缩弹簧的一端通过调节螺栓与固定块连接。通过转动调节螺栓可以调节连通孔打开时需要克服的弹力,从而调节气瓶内外压力差。
15.作为优选,所述连通孔与外部连通的位置设有气哨。所述气哨可以在连通孔排气时发出声音,提醒操作人员气压正常。
16.作为优选,还包括外部压气保护装置,外部压气保护装置套设在气瓶需要焊接的环缝外侧,外部压气保护装置上设有充气孔和排气孔,外部压气保护装置包括转动环和两个固定环,两个固定环设置在转动环两侧且与转动环转动连接,两个固定环分别与气瓶密封固定,转动环上设有便于焊枪穿过的通孔。
17.所述外部压气保护装置可以将焊缝外侧完全罩住,且通过充气孔进行充气,通过排气孔将内部原有的气体排出,使外部压气保护装置内充满氩气,保证在焊接过程中焊缝不与空气接触,保证焊缝质量。在焊接过程中始终保持向压气保护装置7内部充氩。转动环可以与焊枪固定,在环绕焊缝进行焊接使,转动瓶身,转动环和焊枪可以不动。
18.作为优选,所述转动环上设有便于观察焊接情况的玻璃窗口。所述玻璃窗口采用具有防护作用的玻璃,避免灼伤眼睛,玻璃窗口便于操作人员过程焊接情况,即使调整焊接参数。
19.作为优选,所述充气孔设置在转动环上,且充气孔的进气口对准玻璃窗口内壁。焊接过程中会产生少量烟气,长时间使用过程中会使烟气在防护玻璃内壁上堆积,影响观察,通过进气口对准防护玻璃,可以形成一道气帘,减少烟气在防护玻璃内壁上堆积。
20.作为优选,所述通孔位置设有耐高温弹性体材料制成的密封环。所述结构可以增加密封效果,且使焊枪具有一定的移动和转动空间,对焊接位置进行微调。固定环与气瓶接触位置设有耐高温弹性体材料制成的密封环。
21.本发明的有益效果是:(1)通过对其进行内部光洁处理后,可以满足盛装集成电路高端制成用电子级溴化氢焊接气瓶的要求。(2)内部充氩结构6可以对气瓶内进行充氩保护,保证焊接开始前和焊接过程中气瓶内氩气浓度≥95%。(3)外部压气保护装置可以将焊缝外侧完全罩住,且通过充气孔进行充气,使外部压气保护装置充满氩气,保证在焊接过程中焊缝不与空气接触,保证焊缝质量。
附图说明
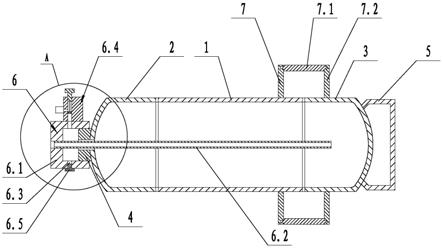
22.图1是本发明的结构示意图;图2是图1中a处的局部放大图。
23.图中:筒体1、上封头2、下封头3、颈圈4、底座5、内部充氩结构6、连接头6.1、伸入管6.2、排气孔6.3、泄压结构6.4、固定块6.4.1、活塞6.4.2、伸缩弹簧6.4.3、滑孔6.4.5、连通孔6.4.6、调节螺栓6.4.7、气哨6.4.8、密封塞6.5、外部压气保护装置7、转动环7.1、固定环7.2。
具体实施方式
24.下面结合附图和具体实施例对本发明做进一步的描述。
25.实施例1:集成电路高端制成用电子级溴化氢焊接气瓶的制作方法,包括以下步骤:a.原材料采购及复验:采购并复验奥氏体不锈钢材料s31603,且材料的ni含量需≥12%;b.原料抛光:气瓶的部件包括筒体1、上封头2和下封头3,将筒体1、上封头2、下封头3的原材料下料后进行内镜面抛光,抛光后粗糙度≤ra0.10;c.压制成型:将筒体1、上封头2、下封头3的原材料压制成型;d.部件抛光:筒体1、上封头2和下封头3在压制完成后,再次进行机械抛光,抛光后粗糙度≤ra0.10;e.焊接成型:将筒体1、上封头2和下封头3拼装在一起,然后对连接位置的环缝进行焊接,焊接时先采用自动脉充氩弧焊打底,然后采用自动脉充氩弧焊盖面,焊接过程需使用氩气保护焊接位置,对气瓶内外进行充氩保护,实现单面焊接双面成型;焊接成型时,气瓶内进行充氩保护,焊接开始前保证气瓶内氩气浓度≥95%,焊接过程中持续对气瓶内进行充氩,使气瓶内气压大于大气压;焊缝内部和外部均要求一次成型,且无任何裂纹、咬边、气孔、夹杂等焊接缺陷;焊接坡口v型60
°
坡口,钝边3mm,自动脉充氩弧焊打底焊接主要参数如下:基值电流i
基值
=65a,基值时间t
基值
=0.15s,峰值电流i
峰值
=125a,峰值时间t
峰值
=0.15s,焊接速度v=150mm/min;自动脉充氩弧焊盖面焊接主要参数如下:基值电流i
基值
=27a,基值时间t
基值
=0.15s,峰值电流i
峰值
=85a,峰值时间t
峰值
=0.25s,焊接速度v=200mm/min;f.内壁研磨:在气瓶焊接完成后,通过高强度钢球冲击对其内壁研磨,研磨后的气瓶内表面的整体粗糙度≤ra0.30;g.内壁清洗:用电阻率大于等于16mω的去离子水进行清洗,最后进行抽真空并使用加热的氮气进行至少三轮置换;h.性能检测:对气瓶内部水分含量、氧分含量和颗粒度进行测试,性能检测时,采用激光水分仪对气瓶内部水分含量进行测试,要求小于100ppb;采用氧份测试仪对气瓶内部氧分含量进行测试,要求小于300ppb;采用颗粒度测试仪对对气瓶内部颗粒度进行测试,要求0.1um+0.2um颗粒的含量小于等于2000cfm,大于等于0.3um颗粒的含量小于等于200cfm。
26.通过上述制作方法制作的不锈钢焊接钢瓶,可以满足试验压力大于6mpa(小于15.0mpa)的要求,且通过对其进行内部光洁处理后,可满足充装超高纯及电子级气体的要求。由于对环缝进行焊接时,采用自动脉充氩弧焊,并对气瓶内外进行充氩保护,可以实现单面焊接双面成型,达到高质量的焊缝,可以满足试验压力大于6mpa(小于15.0mpa)的要求。
27.实施例2:如图1和图2所示,在实施例1的基础上,还包括内部充氩结构6,内部充氩结构6包括与上封头2上的颈圈4适配的连接头6.1和伸入管6.2,连接头6.1与颈圈4螺纹连接,伸入管6.2的一端与连接头6.1固定且连通,所述连接头6.1上设有至少两个排气孔6.3,其中至少一个排气孔6.3上设置泄压结构6.4,其余排气孔6.3上设置可拆卸的密封塞6.5,泄压结
构6.4包括固定块6.4.1、活塞6.4.2、伸缩弹簧6.4.3和调节螺栓6.4.7,固定块6.4.1内设有滑孔6.4.5和连通孔6.4.6,活塞6.4.2和伸缩弹簧6.4.3设置在滑孔6.4.5内,活塞6.4.2与滑孔6.4.5滑动连接,调节螺栓6.4.7与滑孔6.4.5螺纹连接,伸缩弹簧6.4.3一端与活塞6.4.2连接,伸缩弹簧6.4.3的另一端通过调节螺栓6.4.7与固定块6.4.1连接,滑孔6.4.5一端与排气孔6.3连通,连通孔6.4.6的一端与滑孔6.4.5侧壁连通,连通孔6.4.6的另一端与外部连通,连通孔6.4.6与外部连通的位置设有气哨6.4.8。
28.所述内部充氩结构6可以对气瓶内进行充氩保护,且伸入管6.2伸入气瓶底部,可以尽可能将内部气体置换出来。接开始前,需要置换内部气体,此时密封塞6.5打开,可以使内部气体快速置换,充气一定时间后,内部氩气浓度达到要求,此时通过密封塞6.5堵住未设置泄压结构6.4的排气孔6.3,继续向气瓶内部充气,使内部气压增加,当气压大于设定值后,活塞6.4.2被推动露出连通孔6.4.6,内部气体可以通过连通孔6.4.6排出,如果气压过低,则气体不会排出,使内部气压持续增加,使气瓶内气压始终大于大气压,保持空气不会进入瓶内,保证焊接过程中气瓶内氩气浓度≥95%。
29.实施例3:如图1所示,在实施例1的基础上,还包括外部压气保护装置7,外部压气保护装置7套设在气瓶需要焊接的环缝外侧,外部压气保护装置7上设有充气孔和排气孔6.3,外部压气保护装置7包括转动环7.1和两个固定环7.2,两个固定环7.2设置在转动环7.1两侧且与转动环7.1转动连接,两个固定环7.2分别与气瓶密封固定,固定环7.2与气瓶接触位置设有耐高温弹性体材料制成的密封环。转动环7.1上设有便于焊枪穿过的通孔和便于观察焊接情况的玻璃窗口。充气孔设置在转动环7.1上,且充气孔的进气口对准防护玻璃内壁。通孔位置设有耐高温弹性体材料制成的密封环。
30.所述外部压气保护装置7可以将焊缝外侧完全罩住,且通过充气孔进行充气,通过排气孔6.3将内部原有的气体排出,使外部压气保护装置7内充满氩气,保证在焊接过程中焊缝不与空气接触,保证焊缝质量。在焊接过程中始终保持向压气保护装置7内部充氩。转动环7.1可以与焊枪固定,在环绕焊缝进行焊接使,转动瓶身,转动环7.1和焊枪可以不动。
31.本发明的有益效果是:(1)可以满足盛装集成电路高端制成用电子级溴化氢焊接气瓶的要求。(2)内部充氩结构6可以对气瓶内进行充氩保护,保证焊接开始前和焊接过程中气瓶内氩气浓度≥95%。(3)外部压气保护装置7可以将焊缝外侧完全罩住,且通过充气孔进行充气,使外部压气保护装置7充满氩气,保证在焊接过程中焊缝不与空气接触,保证焊缝质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1