一种金属切削加工方式的工艺优化装置及方法
1.本发明属于金属切削加工技术领域,具体涉及一种金属切削工艺优化装置及方法。
背景技术:
2.随着航空发动机推重比和服役寿命的不断提高,发动机部件正向着高温、高压比、高可靠性发展。为了满足高温、高压、高转速、高负载的使用条件导致发动机压气机盘等关键转动构件制造过程不仅需要满足极高的精度要求,同时还必须进行严格的加工表面完整性控制,从而提高加工表面质量、抑制加工表面缺陷和损伤、保障关键零部件的疲劳性能和服役寿命。
3.文献“钛合金铣削加工技术研究现状及发展”表明钛合金在工程中的应用越来越广泛。钛合金具有优异的高温性能、比强度高等优点,是制造高温环境下工作零件的理想高轻质材料,因此被广泛应用于航空领域。但是这些优点也导致钛合金的高效、高质量切削加工还存在诸多技术难题。研究表明,切削钛合金材料时,由于钛合金弹性模量小,在切削过程中工件受到切削力的作用容易产生变形,这使得零件的几何精度难以保证;此外,已加工表面的回弹导致刀具后刀面切削力的增大,容易引起切削振动,降低表面加工质量。而目前为止,没有好的辅助加工方法可以显著降低钛合金切削加工过程的切削力,提高其表面加工质量。
技术实现要素:
4.为了克服现有技术的不足,本发明提供了一种金属切削加工方式的工艺优化装置及方法,工艺优化装置包括支撑水槽和回收系统,回收系统包括阀门、水泵、第一水管、第二水管、第三水管、回收箱和滤网;工艺优化方法的过程包括:水泵向支撑水槽添加粘性液体;确定粘性液体高度满足加工要求;机床实现刀具切削刃浸在粘性液体中进行切削加工;加工完成后打开阀门进行粘性液体的回收。本发明降低了热力耦合作用,减小了加工过程中的切削力,实现了加工表面质量的提高,提高了加工效率。
5.本发明解决其技术问题所采用的技术方案如下:
6.一种金属切削加工方式的工艺优化装置,包括支撑水槽和回收系统;所述回收系统包括阀门、水泵、第一水管、第二水管、第三水管、回收箱和滤网;
7.所述支撑水槽水平安装于机床工作台上;所述支撑水槽与机床工作台通过螺栓固定连接;所述支撑水槽内安装专用夹具,用于固定工件;所述支撑水槽内盛装粘性液体,工件置于粘性液体内;所述支撑水槽侧壁设有粘性液体回收口,所述阀门安装在支撑水槽外侧粘性液体回收口处;所述支撑水槽侧壁高于粘性液体回收口的地方设有粘性液体入口;
8.所述第一水管的一端安装宝塔头,通过宝塔头连接到粘性液体回收口;所述阀门处于关闭状态时,粘性液体无法排出,当阀门被打开时,粘性液体因重力作用通过第一水管流至回收箱;所述回收箱水平安装于固定面上,所述第一水管另一端固定在回收箱上;所述
第二水管一端固定在回收箱上,第二水管另一端连接水泵的输入接口,所述滤网设置在水泵的输入接口处,用于过滤工件切屑和杂质;所述第三水管一端连接水泵的输出接口,第三水管另一端与粘性液体入口固定连接;
9.当支撑水槽内的粘性液体高度大于预设高阈值时,开启阀门排放粘性液体,直至粘性液体高度降低到预设低阈值关闭阀门;当支撑水槽的粘性液体高度低于预设低阈值时,打开水泵向支撑水槽内添加粘性液体,直至支撑水槽内粘性液体高度值到达预设高阈值。
10.优选地,所述阀门内设置有弹簧,用于控制所述阀门的开启与关闭。
11.优选地,所述支撑水槽的材料为亚克力板。
12.优选地,所述粘性液体为中性液体,粘度大于500mm2/s。
13.优选地,所述滤网通过锁扣固定水泵的输入接口处。
14.一种金属切削加工方式的工艺优化方法,包括如下步骤:
15.步骤1:设置支撑水槽;
16.根据机床规格设计支撑水槽,支撑水槽材料选用亚克力板;支撑水槽的高度高于机床刀柄的高度,支撑水槽内盛装粘性液体;支撑水槽旁边配有水泵和回收箱,水泵用于将粘性液体抽到支撑水槽内;支撑水槽底部设置通孔,通孔用于安装螺栓连接工作台和工件;支撑水槽侧面设置粘性液体回收孔,通过粘性液体回收孔回收粘性液体;
17.步骤2:确定刀具原点;
18.将工件打平找正之后进行刀具安装,调整刀具位置,确认刀具原点,将刀具原点记录到走刀程序中;
19.步骤3:粘性液体的选择和加入;
20.所述粘性液体是中性液体,粘度大于500mm2/s;粘性液体在支撑水槽内的高度要没过刀具-工件接触面,所述粘性液体的高度要没过加工刀具的整个切削刃,但不能没过机床夹持刀柄的部分;
21.步骤4:金属切削加工;
22.金属切削加工的加工过程在粘性液体中进行,切削加工过程产生的切屑漂浮在粘性液体中;
23.步骤5:粘性液体的回收及再利用;
24.切削加工完成之后,将加工完之后的零件拆卸;首先将粘性液体排出,开启阀门,粘性液体因重力作用流入回收箱,粘性液体完全流入回收箱后即将零件拆卸;
25.在下一次加工时,通过滤网将切屑和杂质过滤在回收箱里,通过水泵将过滤后的粘性液体输入支撑水槽用于下一次加工。
26.本发明的有益效果如下:
27.1、本发明在粘性液体中进行金属切削加工,通过粘性液体的润滑和减振作用,提高了加工材料的表面质量;通过理论分析和实验验证,在粘性液体中加工可以减小加工时的切削力,来提高加工平稳性,从而提高工件的加工表面质量;通过粘性液体的冷却作用,降低了加工过程中产生的切削热,在另一方面从源头上保证了加工零件的表面质量;此外,通过在粘性液体中进行加工,利用粘性液体的减振和吸取能量的特点,可以实现加工噪声的减弱。
28.2、本发明方法易于掌握,适合不同种类的工件,不依赖于机床结构和数控系统,具有很强的实用性。
29.3、本发明方法中,考虑了切削热和切削力之间的耦合效应,通过改变加工环境,加入粘性液体,利用粘性液体润滑、冷却、减振、吸能等优点,降低了热力耦合作用,减小了加工过程中的切削力,实现了加工表面质量的提高,提高了加工效率。
30.4、本发明方法考虑了多种粘性液体,进行了多次实验,把加工表面质量和切削力大小作为改变各种粘性液体的反馈变量,然后进行多次迭代得到最优解,使加工切削力更小和加工质量更加优良。
附图说明
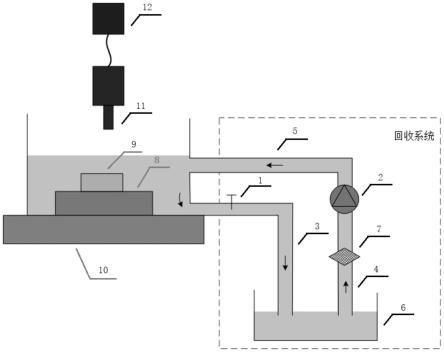
31.图1为本发明工艺优化装置的结构示意图。
32.图2为本发明工艺优化装置加工工件时的结构示意图。
33.图3为本发明实施例一个周期内的铣削力对比图,其中(a)x方向铣削力,(b)y方向铣削力,(c)z方向铣削力。
34.图中,1-阀门、2-水泵、3-第一水管、4-第二水管、5-第三水管、6-回收箱,7-滤网,8-专用夹具,9-工件,10-工作台,11-铣刀,12-机床主轴系统。
具体实施方式
35.下面结合附图和实施例对本发明进一步说明。
36.本发明针对现有辅助加工方法难以提高难加工材料切削加工质量的问题,通过在金属切削加工过程中增加一种适用范围更广的通用容器,并在其中添加粘性液体,通过粘性液体减小切触界面摩擦系数的特性达到润滑、冷却的作用;通过减小切削加工过程中的切削力和降低切削热,提高加工表面质量,同时还可以减小刀具磨损和降低加工噪声污染。加工结束后可以有效回收粘性液体,降低生产加工成本,保护环境。由于在不同的辅助加工方法布局下,加工材料的表面加工质量结果不同,为使得加工质量最优化,本发明提出了一种基于改善金属切削加工环境的新型加工方式,为金属切削加工过程中减小切削力和提高加工质量提供一定理论指导意义。
37.如图1和图2所示,一种金属切削加工方式的工艺优化装置,包括支撑水槽和回收系统;所述回收系统包括阀门1、水泵2、第一水管3、第二水管4、第三水管5、回收箱6和滤网7;
38.所述支撑水槽水平安装于机床工作台上;所述支撑水槽与机床工作台通过螺栓固定连接;所述支撑水槽内安装专用夹具8,用于固定工件9;所述支撑水槽内盛装粘性液体,工件9置于粘性液体内;所述支撑水槽侧壁设有粘性液体回收口,所述阀门1安装在支撑水槽外侧粘性液体回收口处;所述支撑水槽侧壁高于粘性液体回收口的地方设有粘性液体入口;
39.所述第一水管3的一端安装宝塔头,通过宝塔头连接到粘性液体回收口;所述阀门1处于关闭状态时,粘性液体无法排出,当阀门1被打开时,粘性液体因重力作用通过第一水管3流至回收箱6;所述回收箱6水平安装于固定面上,所述第一水管3另一端固定在回收箱6上;所述第二水管4一端固定在回收箱6上,第二水管4另一端连接水泵2的输入接口,所述滤
网7设置在水泵2的输入接口处,并采用锁扣将其固定,可以适时更换,以保证在粘性液体重复利用过程中完全将切屑及其他杂质分离,无法进入水泵2电动机损伤齿轮;所述第三水管5一端连接水泵2的输出接口,第三水管5另一端与粘性液体入口固定连接;
40.当支撑水槽内的粘性液体高度大于预设高阈值时,开启阀门1排放粘性液体,直至粘性液体高度降低到预设低阈值关闭阀门1;当支撑水槽的粘性液体高度低于预设低阈值时,打开水泵2向支撑水槽内添加粘性液体,直至支撑水槽内粘性液体高度值到达预设高阈值。
41.优选地,所述阀门1内设置有弹簧,用于控制所述阀门1的开启与关闭。
42.优选地,所述支撑水槽的材料为亚克力板。
43.优选地,所述粘性液体为中性液体,粘度大于500mm2/s。
44.优选地,所述滤网7通过锁扣固定水泵2的输入接口处。
45.一种金属切削加工方式的工艺优化方法,包括如下步骤:
46.步骤1:设置支撑水槽;
47.根据机床规格设计支撑水槽,支撑水槽材料选用亚克力板;支撑水槽的高度高于机床刀柄的高度,支撑水槽内盛装粘性液体;支撑水槽旁边配有水泵2和回收箱6,水泵2用于将粘性液体抽到支撑水槽内;支撑水槽底部设置通孔,通孔用于安装螺栓连接工作台和工件9;支撑水槽侧面设置粘性液体回收孔,通过粘性液体回收孔回收粘性液体;
48.步骤2:确定刀具原点;
49.将工件9打平找正之后进行刀具安装,调整刀具位置,确认刀具原点,将刀具原点记录到走刀程序中;
50.步骤3:粘性液体的选择和加入;
51.所述粘性液体是中性液体,粘度大于500mm2/s;粘性液体在支撑水槽内的高度要没过刀具-工件接触面,所述粘性液体的高度要没过加工刀具的整个切削刃,但不能没过机床夹持刀柄的部分;
52.步骤4:金属切削加工;
53.金属切削加工的加工过程在粘性液体中进行,切削加工过程产生的切屑漂浮在粘性液体中;
54.步骤5:粘性液体的回收及再利用;
55.切削加工完成之后,将加工完之后的零件拆卸;首先将粘性液体排出,开启阀门1,粘性液体因重力作用流入回收箱6,粘性液体完全流入回收箱6后即将零件拆卸;
56.在下一次加工时,通过滤网7将切屑和杂质过滤在回收箱6里,通过水泵2将过滤后的粘性液体输入支撑水槽用于下一次加工。
57.具体实施例:
58.1、设置加工水槽的规格。
59.首先根据机床规格设计一款水槽,水槽材料选用亚克力板,一方面可以满足硬度要求,价格成本低;另一方面透明材质可以保证我们实时观测到粘性液体的添加高度以及加工进行的实时加工状态,保证加工过程的顺利进行。水槽的高度可以高于机床刀柄的高度,水槽旁边配有相应的水泵和回收箱,水泵的作用是将粘性液体抽到水槽里面,方便加工,另一方面是在加工结束后将粘性液体再抽回回收箱里,以达到回收再利用的功能。不仅
可以降低成本,还节约了资源,符合国家提出的绿色发展观念。水槽底部设置通孔,通孔用于安装螺栓来连接工作台和工件;侧面设置回收孔,通过回收孔回收粘性液体。
60.2、数控加工前刀具原点的确定。
61.将工件打平找正之后进行刀具安装,然后进行刀具原点的确认。通过调整刀具位置,利用对刀块或对刀片确定刀具原点,将刀具原点记录到走刀程序中。
62.3、粘性液体的选择和加入。
63.首先选择的是中性无危害的粘性液体,当粘性液体的粘度较小时,在金属切削加工时会存在因刀具转速过高而导致液体飞溅的情况。而添加的粘性液体较少时,起不到润滑冷却作用,也就无法降低切削热和减小切削力。所以在粘性液体的选择上需要选择粘度大于500mm2/s的,来避免加工过程中液体飞溅;粘性液体的添加高度要没过刀具-工件接触面,其次粘性液体的高度要没过加工刀具的整个切削刃,但不可没过机床夹持刀柄的部分,以减小刀具本身在转动时受到的阻力,避免增加切削过程中不必要的阻力。
64.4、金属切削加工的进行。
65.前序工作准备完成之后,开始进行加工。整个加工过程在粘性液体中进行,由于粘性液体替换了切削液,而且粘性液体可以选择中性的,在加工过程中对工人没有危害。由于整个加工环境浸在了粘性液体之中,所以切削加工过程产生的切屑也都漂浮在粘性液体中。
66.5、粘性液体的回收及再利用。
67.切削加工完成之后,需要将加工完之后的零件拆卸。首先我们将粘性液体排出,在水槽的侧面设置一个通孔,通孔上方安装有阀门,开启阀门后,粘性液体因重力作用流入回收箱。粘性液体完全流入回收箱后即可将零件拆卸。
68.在下一次加工时,通过滤网将切屑等杂质过滤在回收箱里,通过水泵将过滤后的粘性液体用于下一次加工。
69.进一步地,在实施例中还可以包括:
70.1、控制金属加工过程以当前模式进行加工,其中,金属加工过程的工作模式包括:检测模式、定位模式、回收模式;所述金属加工过程经过一个周期后完成一次完整的加工。
71.检测所述水槽的安装是否影响走刀;
72.确定刀具的原点;
73.基于刀具原点和水槽安装位置进行走刀程序的设计;
74.其中,走刀程序具体要求包括:
75.不与水槽发生干涉;
76.不与安装螺栓发生干涉;
77.基于走刀程序,对金属切削加工工艺优化方法进行调整,具体包括:
78.根据走刀程序确定刀具切削刃走刀最高高度,粘性液体的添加高度应刚好没过此高度,不可高度过高影响加工。
79.2、工作模式具体包括:
80.检测模式,在所述检测工作模式用于检测所述水槽是否影响切削加工进程;
81.定位模式,在所述定位模式用于确定所述刀具工作的圆心点;
82.回收模式,在所述回收模式用于加工完成之后回收所述粘性液体。
83.3.工艺优化装置还可以包括一种电子设备,具体包括:
84.控制单元,控制水泵的运行;
85.调整单元,用于基于刀具刀柄高度的值,对粘性液体添加高度进行调整;其中,刀具刀柄高度的值,具体包括:
86.走刀程序里刀具切削刃走过的所有高度。
87.粘性液体添加高度的值大于系统当前的工作模式对应的预设高阈值时,开启阀门排放粘性液体,直至粘性液体高度降低到预设低阈值关闭阀门;当粘性液体添加高度的值低于系统当前的工作模式对应的预设低阈值时,继续控制水泵添加粘性液体,直至粘性液体高度值到达预设高低阈值。如图3所示,为加工刀具时一个周期内的铣削力对比图,其中(a)x方向铣削力,(b)y方向铣削力,(c)z方向铣削力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1