一种异型支架的单次冲压成型设备的制作方法
本发明涉及异形支架单次冲压,具体是涉及一种异型支架的单次冲压成型设备。
背景技术:
1、冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法,冲压的坯料主要是热轧和冷轧的钢板和钢带,全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品,在涉及异形支架领域中,异形支架可通过单次冲压或者多次冲压进行塑形,其中,传统的异形支架的单次冲压多为手工向冲压机台内传递钢材原料,并且在出料时,经过冲压后产生的废料和冲压件也是手动进行收集,这不仅降低了生产的效率,同时也存在较大的安全隐患,所以有必要提供一种异型支架的单次冲压成型设备来解决上述的问题。
技术实现思路
1、基于此,有必要针对现有技术问题,提供一种异型支架的单次冲压成型设备。
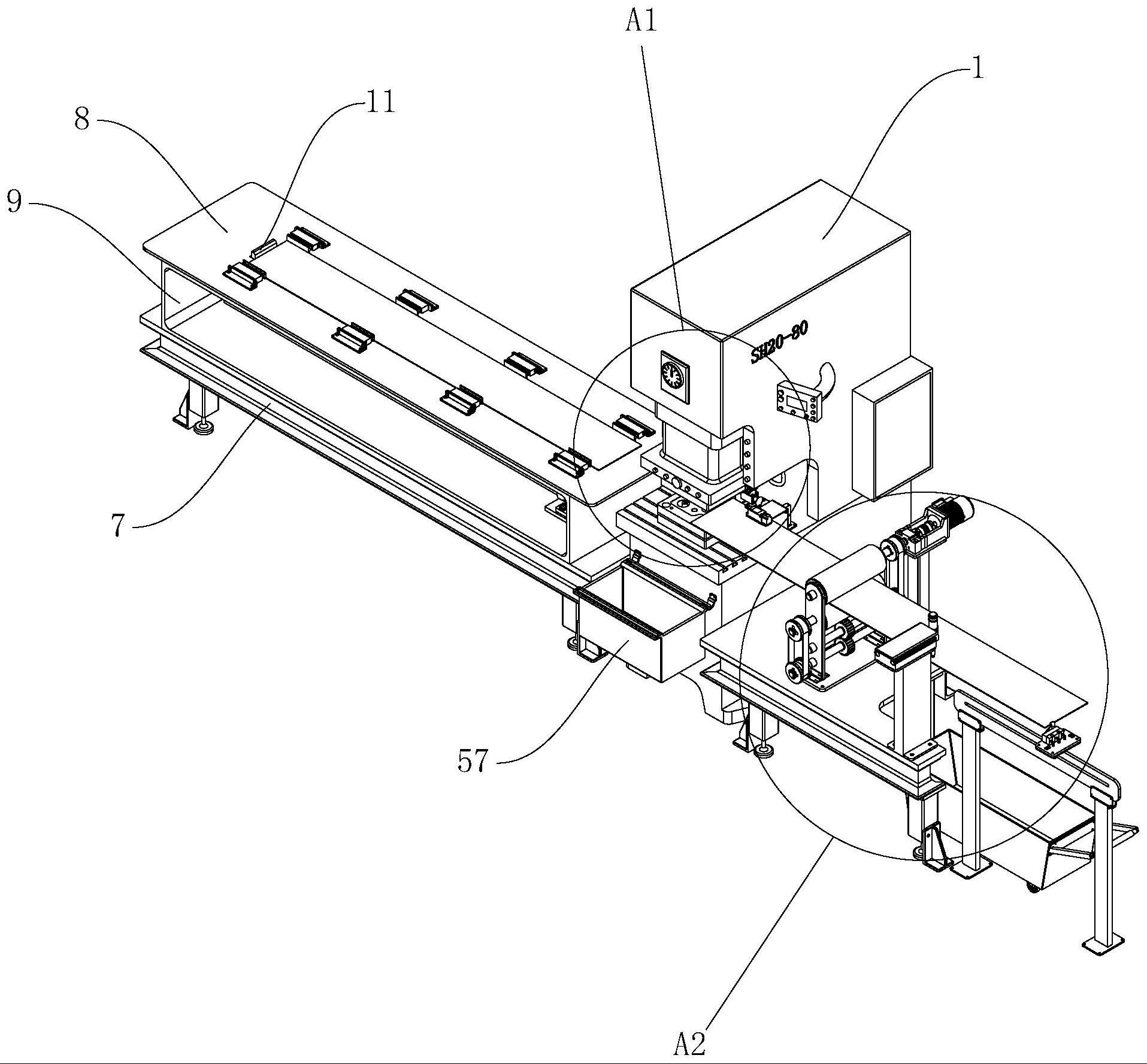
2、为解决现有技术问题,本发明采用的技术方案为:一种异型支架的单次冲压成型设备,包括由冲压臂和冲压机床组成的冲压机台和分别固定设置于冲压臂与冲压机床上的动模和定模,还包括移料组件、成品收集组件和废料收集组件,移料组件、冲压机台和废料收集组件沿水平方向依次分布,成品收集组件设置于冲压机台上,冲压机台上设有一个用于实时检测冲压臂上下移动的激光传感器,移料组件具有一个用于带动钢材原料沿直线方向朝冲压机台水平位移的移动端,成品收集组件包括吹气机构和角度微调机构,吹气机构包括一个用于向定模吹气的高压喷气嘴,角度微调机构用于对高压喷气嘴进行吹气角度的微调,废料收集机构包括沿水平方向依次分布的滚轮机构、激光切割机构和触碰感应机构,滚轮机构包括两个能够相向旋转驱动钢材废料水平位移的旋转轮,激光切割机构具有一个能够横向位移向下切割钢材废料的激光切割端,触碰感应机构用于通过滚轮机构运输来的钢材废料的触碰启动激光切割机构。
3、进一步的,所述移料组件包括:
4、呈水平设置的一号工作台,所述一号工作台上设有一个支撑座,所述支撑座由沿竖直方向上下分布的支撑平台和矩形容纳壳组成,所述矩形容纳壳的两侧为开口结构,矩形容纳壳固定设置于一号工作台的顶部,支撑平台固定设置于矩形容纳壳的顶部,所述冲压机台设置于一号工作台的末端,所述支撑平台的上表面与定模的上表面位于同一水平线上。
5、丝杆滑台,呈水平状态固定设置于矩形容纳壳内,所述丝杆滑台移动端的移动方向水平朝向冲压机台;
6、移动挡板,呈竖直状态固定设置于丝杆滑台的移动端上,所述矩形容纳壳的顶部与支撑平台沿移动挡板的水平移动方向分别开设有一号条形通槽和二号条形通槽,所述移动挡板的上端竖直向上依次穿过一号条形通槽和二号条形通槽并延伸至支撑平台外,所述移动挡板即为上述移料组件的移动端。
7、进一步的,所述角度微调机构包括:
8、两个呈对称状态且间隔分布的竖直支撑板,两个所述竖直支撑板固定设置于冲压机床靠近定模的一侧,其中一个竖直支撑板一侧的侧壁上固定设置有一个刻度盘,所述刻度盘上的每个指针之间的夹角为10°;
9、转轴,呈水平状态设置于两个竖直支撑板之间,所述转轴的一端水平穿过其中一个竖直支撑板,并延伸至竖直支撑板外,所述转轴穿过竖直支撑板的一端同轴固连一个圆形旋钮,所述圆形旋钮远离刻度盘的一端上设置有一个指示针,所述指示针的指尖方向与刻度盘上的指针朝向相向设置,所述转轴的另一端同轴套设一个圆柱套,所述圆柱套靠近圆形旋钮的一端同轴成型有一圈一号齿环,所述一号齿环上每个齿之间夹角为10°,所述高压喷气嘴固定设置于转轴上的中部;
10、圆柱壳,呈水平状态同轴套设于圆柱套上,所述圆柱壳远离圆形旋钮的一端与其中一个竖直支撑板固连,所述圆柱壳的内壁中同轴成型有一圈二号齿环,所述二号齿环与一号齿环相啮合;
11、一号弹簧,呈水平状态设置于圆柱壳内,所述一号弹簧的一端与圆柱壳的底壁相抵触,另一端与圆柱套未成型齿环的一端的相抵触。
12、进一步的,所述滚轮机构还包括:
13、呈水平设置的二号工作台,所述二号工作台位于冲压机台的一侧,并且一号工作台、冲压机台和二号工作台沿移动挡板的水平移动方向依次分布;
14、固定支架,由两个呈对称状态且间隔分布的立板组成,每个所述立板的下端均与二号工作台的顶部固连,两个所述旋转轮沿竖直方向上下间隔分布于两个立板之间,两个旋转轮的轴向与移动挡板的水平位移方向相垂直,两个旋转轮之间间隔的距离为一个钢材原料的厚度,并且位于下方的旋转轮的径向高度的顶点与定模高度的顶点处于同一水平线上,所述位于上方的旋转轮的一端与其中一个立板轴接,另一端同轴固连一个一号传动轴,所述一号传动轴水平穿过另一个立板并延伸至立板外,位于下方的旋转轮的一端与一号传动轴穿过的立板相轴接,另一端同轴固连一个二号传动轴,所述二号传动轴水平穿过与位于上方的传动轴相轴接的立板,并延伸至立板外;
15、两个呈水平状态且沿竖直方向上下间隔分布于两个立板之间的旋转棍,两个所述旋转棍位于两个旋转轮的正下方,其中位于上方的旋转棍靠近一号传动轴的一端水平穿过对应的立板,并延伸至立板外与一号传动轴相平行,另一端与对应的立板相轴接,位于下方的旋转棍靠近二号传动轴的一端水平穿过对应的立板,并延伸至立板外与二号传动轴相平行,另一端与对应的立板相轴接;
16、两个相啮合的一号齿轮和二号齿轮,所述一号齿轮同轴固定设置于位于上方的旋转棍的中部,所述二号齿轮同轴固定设置于位于下方的旋转棍的中部;
17、同步轮组,由两个一号同步轮与两个二号同步轮组成,两个所述一号同步轮沿竖直方向上下分布于一号传动轴的一侧,并且位于上方的一号同步轮与一号传动轴的延伸端的中部同轴固连,位于下方的一号同步轮与位于上方的旋转棍的延伸端同轴固连,两个一号同步轮之间通过一个一号同步带传动相连,两个所述二号同步轮沿竖直方向上下分布于二号传动轴的一侧,并且位于上方的二号同步轮与二号传动轴的延伸端同轴固连,位于下方的二号同步轮与位于下方的旋转棍的延伸端同轴固连,两个二号同步轮之间通过一个二号同步带传动相连;
18、驱动电机,呈水平状态通过一个竖直支撑柱固定设置于二号工作台上,所述驱动电机的输出轴与一号传动轴的延伸端同轴固连。
19、进一步的,所述触碰感应机构包括:
20、两个呈竖直状态且沿钢材原料的水平位移方向间隔分布的立架,两个所述立架设置于二号工作台的末端;
21、条形板,呈竖直状态固定设置于两个立架上,所述条形板的长度方向与钢材原料的水平位移方向一致,并且条形板沿其长度方向开设有一个三号条形通槽;
22、调节板,呈竖直状态设置于条形板的一侧,所述调节板的顶部固定设置有一个接近开关,所述接近开关的触片朝向冲压机台设置并与定模的上表面处于同一水平线上;
23、螺栓,呈水平状态,所述螺栓的尾端依次穿过调节板与三号条形通槽,并延伸至条形板外,所述螺栓的尾部同轴套设一个与自身螺纹配合的螺母。
24、进一步的,所述激光切割机构包括呈水平状态的滑台气缸和呈竖直状态的激光切割头,所述滑台气缸位于条形板与旋转轮之间,并且通过一个立柱固定设置于二号工作台上,所述激光切割头固定设置于滑台气缸的移动端上,并且激光切割头的激光发射方向竖直向下朝向钢材废料,所述二号工作台靠近激光切割头的一端成型有一个让料缺口,所述激光切割头的正下方设置有一个呈水平状态的落料推车,所述激光切割头即为上述激光切割机构的激光切割端。
25、进一步的,所述一号工作台上设置有若干个侧向限位机构,若干个所述侧向限位机构两两成对的分别设置于移动挡板的两侧,每对侧向限位机构均沿移动挡板的水平位移方向间隔分布,每个侧向限位机构均包括:
26、矩形壳体,呈水平状态固定设置于一号工作台上,所述矩形壳体朝向移动挡板的一侧为开口结构;
27、侧向挡板,由呈竖直状态的导滑板和呈水平状态的连接板组成,所述导滑板位于矩形壳体的开口侧,所述连接板的一端与导滑板固连,另一端水平穿过矩形壳体的开口侧并延伸至矩形壳体内,所述连接板延伸至矩形壳体内的一端固连有一个竖直限位板,所述竖直限位板完全覆盖于矩形壳体开口结构的内侧,所述导滑板的上端为圆头结构;
28、若干个二号弹簧,每个所述二号弹簧均呈水平状态设置于矩形壳体内,并且每个二号弹簧的一端均与竖直限位板相抵触,另一端均与矩形壳体的底壁相抵触。
29、进一步的,所述圆柱壳由柱状尾壳与柱状头壳组成,所述柱状头壳同轴套设于转轴上,并位于一号齿环的一侧,所述二号齿环成型于柱状头壳靠近一号齿环的一端,所述柱状尾壳同轴套设于圆柱套上,并且柱状尾壳的一端与对应的竖直支撑板固连,另一端与柱状头壳同轴固连。
30、进一步的,所述冲压机台正对高压喷气嘴的一侧固定设置有一个呈水平状态的收集箱。
31、进一步的,所述冲压机台上靠近冲压机床的位置固定设置一个l型支架,所述l型支架的竖直端固定设置于冲压机床上,l型支架的水平端朝向冲压臂,所述激光传感器固定设置于l型支架的水平端上,并且激光传感器的激光射线方向水平朝向冲压臂。
32、本发明与现有技术相比具有的有益效果是:相比传统的单次冲压工序而言,本装置增加了移料组件、成品收集组件和废料收集组件,其中移料组件采用纯机械的方式对钢材原料进行水平运输,代替了传统的手动向冲压机台内放置钢材原料,提高了钢材原料的运输效率,成品收集组件使用高压喷气嘴的方式对机床上的冲压件进行吹气,使冲压件脱离模具,从而完成对冲压件的收集,不仅降低了安全隐患,同时也会对冲压后产生的废料碎屑进行吹气清理,保证冲压机床处于清洁的状态,废料收集组件使用激光切割来将冲压后的钢材进行切断,方便于对钢材废料的收集。
- 还没有人留言评论。精彩留言会获得点赞!