高韧性中厚板及其板型控制方法和控制装置与流程
1.本技术涉及钢铁热轧技术领域,尤其涉及一种高韧性中厚板及其板型控制方法和控制装置。
背景技术:
2.高品质的高韧性中厚板广泛应用于海洋平台、船舶、桥梁等大型钢结构。传统高强韧性中厚板采用调质工艺生产,生产流程较长,同时为了保证钢板的淬透性需要添加大量的碳、铬、镍、钼和硼元素,此类元素的加入使得钢板的冷裂纹敏感系数增加,不仅恶化钢板的焊接性能,合金成本高。而tmcp(热机械轧制技术)将控制轧制与控制冷却相结合,通过细晶强化、析出强化及组织强化等手段保障钢板的强韧匹配,与调质工艺相比,可降低合金元素添加,从而改善钢板的焊接性,因此tmcp技术成为中厚板生产领域的关键技术之一。
3.但目前的高韧性中厚板的tmcp轧制工艺存在板型控制困难的问题,体现在中厚板在轧制过程中容易发生翘曲,严重影响后续轧制的咬入过程,很容易导致生产过程中废板,导致生产成本增加,生产效率降低。
技术实现要素:
4.本发明提供了一种高韧性中厚板及其板型控制方法和控制装置,以解决或者部分解决目前的高韧性中厚板的tmcp轧制工艺,存在板型控制不佳,影响生产效率的技术问题。
5.为解决上述技术问题,根据本发明一个可选的实施例,提供了一种高韧性中厚板的板型控制方法,包括:
6.获得待轧制的高韧性中厚板对应的再结晶温度t
nr
和冷却过程中奥氏体向铁素体的开始相变温度ar3;
7.根据第一开轧温度,控制所述高韧性中厚板的粗轧中间坯进行第一阶段精轧,获得长度不低于4.5米的精轧中间坯;所述第一开轧温度的取值范围为t
nr-40℃至t
nr-10℃;
8.根据第二开轧温度,控制所述精轧中间坯进行第二阶段精轧,获得具有目标厚度的高韧性中厚板;所述第二开轧温度的取值范围为ar3+20℃至ar3+70℃。
9.可选的,在所述根据第一开轧温度,控制所述高韧性中厚板的粗轧中间坯进行第一阶段精轧之前,所述板型控制方法还包括:
10.对所述高韧性中厚板的加热板坯进行粗轧,获得所述粗轧中间坯。
11.进一步的,所述对所述高韧性中厚板的加热板坯进行粗轧,获得所述粗轧中间坯,包括:
12.粗轧开轧温度为1080℃~1130℃;
13.控制所述加热板坯在纵轧后的最大道次压下率在15%以上;
14.控制所述粗轧中间坯的成型道次展宽至w+10mm~w+50mm;w为所述高韧性中厚板的成品宽度;
15.控制所述粗轧中间坯的厚度与所述目标厚度之间的比值不低于2.0。
16.进一步的,在所述对所述高韧性中厚板的加热板坯进行粗轧,获得所述粗轧中间坯之前,所述板型控制方法还包括:
17.对所述高韧性中厚板的连铸板坯进行加热,获得所述加热板坯;在加热过程中控制所述加热板坯的出钢温度为1130~1180℃,并根据所述连铸板坯的厚度,确定所述连铸板坯的在炉时间。
18.进一步的,所述在炉时间t与所述连铸板坯的厚度d之间满足:0.9
×
d≤t≤1.3
×
d;其中,在炉时间t的单位为分钟,厚度d的单位为毫米。
19.可选的,在所述获得具有目标厚度的高韧性中厚板之后,所述板型控制方法还包括:
20.对所述高韧性中厚板进行预矫直;
21.对预矫直后的所述高韧性中厚板进行水冷;
22.对水冷后的所述高韧性中厚板进行下线堆冷。
23.进一步的,所述对预矫直后的所述高韧性中厚板进行水冷,包括:
24.控制所述高韧性中厚板的开冷温度为750℃~790℃,冷却速度为5℃/s~25℃/s,终冷温度为350℃~540℃。
25.进一步的,所述对水冷后的所述高韧性中厚板进行下线堆冷,包括:
26.控制堆冷温度在300℃以上;
27.控制堆冷时间不低于t
×
4小时;t为所述目标厚度,单位为厘米。
28.根据本发明另一个可选的实施例,提供了一种高韧性中厚板的板型控制装置,包括:
29.获取模块,用于获得待轧制的高韧性中厚板对应的再结晶温度tnr和冷却过程中奥氏体向铁素体的开始相变温度ar3;
30.第一精轧模块,用于根据第一开轧温度,控制所述高韧性中厚板的粗轧中间坯进行第一阶段精轧,获得长度不低于4.5米的精轧中间坯;所述第一开轧温度的取值范围为t
nr-40℃至t
nr-10℃;
31.第二精轧模块,用于根据第二开轧温度,控制所述精轧中间坯进行第二阶段精轧,获得具有目标厚度的高韧性中厚板;所述第二开轧温度的取值范围为ar3+20℃至ar3+70℃。
32.根据本发明另一个可选的实施例,提供了一种高韧性中厚板,所述高韧性中厚板在热轧时采用前述任一项板型控制方法进行控制。
33.通过本发明的一个或者多个技术方案,本发明具有以下有益效果或者优点:
34.本发明提供了一种高韧性中厚板的板型控制方法,通过在精轧阶段的未再结晶轧制区增加一个高温区轧制阶段,控制第一阶段的未再结晶区高温轧制的开轧温度在t
nr-(10~40)℃的范围内,且第一阶段轧制完成后的精轧中间坯长度在4.5米以上,以增加中间坯长度;然后在第二阶段的未再结晶区低温轧制将开轧温度控制在ar3+(20~70)℃的范围内,保证中厚板的低温韧性;通过上述方案解决了由于精轧温度低和中间坯长度短引起轧制不稳定的问题,进而提高了高韧性中厚板的板型质量,避免了轧制翘曲问题的产生。
35.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
36.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
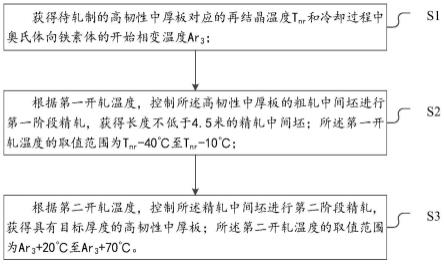
37.图1示出了根据本发明一个实施例的板型控制方法的流程示意图;
38.图2示出了根据本发明一个实施例的板型控制装置的示意图。
具体实施方式
39.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。除非另有特别说明,本发明中用到的各种设备等,均可通过市场购买得到或者可通过现有方法制备得到。
40.研究表明,基于tmcp工艺的高韧性中厚板的板型控制,其重要参数包括粗轧中间坯的待温厚度和开轧温度,目前高韧性中厚板通常采用较大的中间坯待温厚度和较低的开轧温度,随着待温厚度的增加以及开轧温度降低,厚规格钢板的低温韧性明显改善。然而,在相同的连铸坯的坯型设计下,随着待温厚度的增加,粗轧中间坯的长度缩短,在精轧时较短的中间坯轧制非常不稳定;同时,随着轧制温度的降低,钢板的变形抗力增加,在中间坯出轧机口时容易发生不均匀性变形而导致翘钢。因此,短的中间坯长度和低的轧制温度容易发生翘曲,严重影响后续轧制的咬入过程,导致废板。这一现象在厚规格、高强韧性钢板的轧制阶段尤为显著。
41.基于上述研究结论,为了解决厚规格、高强韧性钢板的由于中间坯短和再轧温度低导致的板型无法控制的问题,本发明提供了一种高韧性中厚板的板型控制方法,如图1所示,其整体思路如下:
42.s1:获得待轧制的高韧性中厚板对应的再结晶温度t
nr
和冷却过程中奥氏体向铁素体的开始相变温度ar3;
43.s2:根据第一开轧温度,控制所述高韧性中厚板的粗轧中间坯进行第一阶段精轧,获得长度不低于4.5米的精轧中间坯;所述第一开轧温度的取值范围为t
nr-40℃至t
nr-10℃;
44.s3:根据第二开轧温度,控制所述精轧中间坯进行第二阶段精轧,获得具有目标厚度的高韧性中厚板;所述第二开轧温度的取值范围为ar3+20℃至ar3+70℃。
45.具体的,钢板的再结晶温度t
nr
和ar3温度可以根据化学成分测算,根据冶炼阶段测得的每一块板坯的化学成分,根据实验测定或结合教科书或文献提供的再结晶温度计算公式和ar3温度计算公式,可以得出每一块待轧板坯的再结晶温度t
nr
和ar3温度。在工业生产中,热轧制造执行系统中记录有每一块待轧板坯的化学成分。
46.传统的中厚板轧制采用再结晶区轧制和未再结晶区轧制,其中,粗轧阶段为再结晶区轧制;精轧阶段为非再结晶区轧制,精轧开轧温度低。而本发明提供的板型控制方法,将轧制工序调整为三阶段轧制:粗轧阶段的再结晶区轧制,精轧第一阶段的未再结晶区高
温区轧制和精轧第二阶段的未再结晶区低温区轧制。其中,将精轧第一阶段的开轧温度控制在[t
nr-40℃,t
nr-10℃],将粗轧中间坯轧制成长度不低于4.5米,优选5.0米以上的精轧中间坯后待温,此阶段为未再结晶区高温区轧制;待到温度降至满足[ar3+20℃,ar3+70℃]的开轧温度范围后,开始第二阶段的精轧,将精轧中间坯轧制到成品钢板的目标厚度,此阶段为为未再结晶区低温区轧制。
[0047]
例如,根据某中厚板板坯的成分,确定其再结晶温度t
nr
为920℃,ar3温度为720℃,则精轧第一阶段的第一开轧温度范围为880℃~910℃,精轧第二阶段的第二开轧温度范围为740℃~790℃,
[0048]
上述板型控制方法能够改善高韧性中厚板的板型的原理为:通过在精轧阶段的未再结晶轧制区增加一个高温区轧制阶段,控制第一阶段的未再结晶区高温轧制的开轧温度在t
nr-(10~40)℃的范围内,且第一阶段轧制完成后的精轧中间坯长度在4.5米以上,以增加中间坯长度;然后在第二阶段的未再结晶区低温轧制将开轧温度控制在ar3+(20~70)℃的范围内,保证中厚板的低温韧性;通过上述方案解决了由于精轧温度低和中间坯长度短引起轧制不稳定的问题,进而提高了高韧性中厚板的板型质量,避免了轧制翘曲问题的产生。
[0049]
本发明提及的高韧性中厚板,是指-40℃冲击功在200j以上,目标厚度在80mm以上的中厚钢板。
[0050]
可选的,在未再结晶区轧制之前,所述板型控制方法还包括:
[0051]
对所述高韧性中厚板的连铸板坯进行加热,获得所述加热板坯;
[0052]
对所述加热板坯进行粗轧,获得所述粗轧中间坯。
[0053]
其中,板坯加热段的加热制度可以是:
[0054]
控制所述加热板坯的出钢温度为1130~1180℃,并根据所述连铸板坯的厚度,确定所述连铸板坯的在炉时间。进一步的,所述在炉时间t与所述连铸板坯的厚度d之间满足:0.9
×
d≤t≤1.3
×
d;其中,t的单位为分钟(min),d的单位为毫米(mm)。
[0055]
板坯出钢后的粗轧工艺制度可以是:
[0056]
采用低速大压下的粗轧工艺,控制粗轧开轧温度为1080℃~1130℃;
[0057]
加热板坯在纵轧后的最大道次压下率控制在15%以上;
[0058]
控制所述粗轧中间坯的成型道次展宽至w+10mm~w+50mm,其中w为所述高韧性中厚板的成品宽度;其中,成型道次是将中间坯宽度轧制至切边前宽度的道次,该宽度为在成品宽度的基础上,增加10mm~50mm的切边量。
[0059]
控制所述粗轧中间坯的待温厚度与所述目标厚度之间的比值不低于2.0。待温厚度即为粗轧完成后的中间坯厚度,目标厚度为中厚板的热轧完成厚度或成品厚度。通过控制粗轧中间坯的待温厚度与目标厚度之间的比值≥2.0,能够保证钢板在精轧阶段的未再结晶区轧制具有足够的累计压下量,保证了未再结晶区的奥氏体的加工硬化,为后续相变提供足够的驱动力,进而细化其目标组织,保证钢板具有良好的低温韧性。
[0060]
在一些可选的实施例中,在完成第二阶段精轧后,所述板型控制方法还包括:
[0061]
对所述高韧性中厚板进行预矫直;预矫直可采用7辊矫直机,辊缝设计为目标厚度+1.0mm;
[0062]
对预矫直后的所述高韧性中厚板进行水冷;可采用acc(accelerated cooling)水
冷工艺或者ufc(ultra fast cooling,超快冷)+acc的联动水冷工艺,控制所述高韧性中厚板的开冷温度为750℃~790℃,冷却速度为5℃/s~25℃/s,终冷温度为350℃~540℃;
[0063]
对水冷后的所述高韧性中厚板进行快速下线堆冷,堆冷温度≥300℃,堆冷时间不低于:t
×
4h/cm,其中,t为所述目标厚度,单位为厘米;h为小时。
[0064]
为了更直观的说明上述方案及其对应的技术效果,接下来结合具体实施数据进行说明。其中,以下的实施例和三个对比例的四块板坯a、b、c、d来自同一炉钢,其化学成分为:
[0065]
c:0.060%,si:0.25%,mn:1.50%,p:0.012%,s:0.005%,ni:0.25%,cr:0.15%,mo:0.17%,nb:0.025%,ti:0.015%,余量为fe及其它杂质。
[0066]
经测定该成分体系下钢板的再结晶温度t
nr
为927℃,开始相变温度ar3为728℃。
[0067]
实施例1
[0068]
板坯a的生产工艺如下:
[0069]
冶炼:采用转炉冶炼,顶吹或顶底复合吹炼,lf炉和vd炉真空处理,降低o、h等有害气体以及s的含量;
[0070]
坯型设计:连铸坯厚度为400mm,压缩比为4.0,连铸坯宽度2400mm,钢坯长度2500mm,钢板目标宽度3000mm,展宽比1.25,目标厚度100mm,总压缩比4.0,目标长度7400mm;
[0071]
加热制度:将钢坯加热至1180℃,总在炉时间为390min,出钢温度为1176℃;
[0072]
粗轧阶段:采用低速大压下工艺,开轧温度为1120℃,累计压下率50.0%,最大单道次压下率15.2%,待温厚度为200mm,中间坯宽度3100mm,粗轧中间坯长度3870mm;
[0073]
精轧阶段未再结晶区高温区轧制:采用低速大压下工艺,开轧温度为905℃,累计压下率为25.0%,每道次压下25mm,二次待温厚度为150mm,中间坯宽度3100mm,中间坯长度为5160mm;
[0074]
精轧阶段未再结晶区低温区轧制:钢板开轧温度为770℃,终轧温度747℃,轧制目标厚度100mm,轧后机后放钢;
[0075]
矫直工艺:入7辊矫直机,辊缝设计为100.50mm;
[0076]
水冷工艺:开冷温度为738℃,终冷温度354℃,水冷采用ufc+acc联动水冷工艺,平均冷却速度5.0℃/s;
[0077]
轧后钢板快速下线堆冷,堆冷时间72h。
[0078]
生产完成后进行取样,拉伸性能按照gb/t 228.1进行检验,冲击性能按照gb/t 229进行检验。
[0079]
对比例1
[0080]
板坯b的生产工艺如下:
[0081]
冶炼:采用转炉冶炼,顶吹或顶底复合吹炼,lf炉和vd炉真空处理,降低o、h等有害气体以及s的含量;
[0082]
坯型设计:连铸坯厚度为400mm,压缩比为4.0,连铸坯宽度2400mm,钢坯长度2500mm,钢板目标宽度3000mm,展宽比1.25,目标厚度100mm,总压缩比4.0,目标长度7400mm;
[0083]
加热制度:将钢坯加热至1180℃,总在炉时间为378min,出钢温度为1178℃;
[0084]
粗轧阶段:采用低速大压下工艺,开轧温度为1123℃,累计压下率50.0%,最大单
道次压下率15.1%,待温厚度为200mm,中间坯宽度3100mm,中间坯长度3870mm;
[0085]
未再结晶区轧制:钢板开轧温度为780℃,轧制过程钢板翘曲严重,轧机无法咬入,导致废板,没有取样进行性能测试。
[0086]
对比例2:
[0087]
板坯c的生产工艺如下:
[0088]
冶炼:采用转炉冶炼,顶吹或顶底复合吹炼,lf炉和vd炉真空处理,降低o、h等有害气体以及s的含量;
[0089]
坯型设计:连铸坯厚度为400mm,压缩比为4.0,连铸坯宽度2400mm,钢坯长度2500mm,钢板目标宽度3000mm,展宽比1.25,目标厚度100mm,总压缩比4.0,目标长度7400mm;
[0090]
加热制度:将钢坯加热至1180℃,总在炉时间为385min,出钢温度为1179℃;
[0091]
粗轧阶段:采用低速大压下工艺,开轧温度为1120℃,累计压下率62.5%,最大单道次压下率19.3%,待温厚度为150mm,中间坯宽度3100mm,中间坯长度5160mm;
[0092]
未再结晶区低温区轧制:钢板开轧温度为775℃,终轧温度751℃,轧制目标厚度100mm,轧后机后放钢;
[0093]
矫直工艺:入7辊矫直机,辊缝设计为100.50mm;
[0094]
水冷工艺:开冷温度为735℃,终冷温度363℃,水冷采用ufc+acc联动水冷工艺,平均冷却速度5.2℃/s;
[0095]
轧后钢板快速下线堆冷,堆冷时间72h。
[0096]
生产完成后取样测试机械性能,测试和评估方法与实施例1保持一致。
[0097]
对比例3:
[0098]
板坯d的生产工艺如下:
[0099]
冶炼:采用转炉冶炼,顶吹或顶底复合吹炼,lf炉和vd炉真空处理,降低o、h等有害气体以及s的含量;
[0100]
坯型设计:连铸坯厚度为400mm,压缩比为4.0,连铸坯宽度2400mm,钢坯长度3400mm,钢板目标宽度3000mm,展宽比1.25,目标厚度100mm,总压缩比4.0,目标长度7400mm;
[0101]
加热制度:将钢坯加热至1180℃,总在炉时间为385min,出钢温度为1179℃;
[0102]
粗轧阶段:采用低速大压下工艺,开轧温度为1120℃,累计压下率62.5%,最大单道次压下率19.3%,待温厚度为200mm,中间坯宽度3100mm,中间坯长度5260mm;
[0103]
未再结晶区低温区轧制:钢板开轧温度为770℃,终轧温度747℃,轧制目标厚度100mm,轧后机后放钢;
[0104]
矫直工艺:入7辊矫直机,辊缝设计为100.50mm;
[0105]
水冷工艺:开冷温度为734℃,终冷温度369℃,水冷采用ufc+acc联动水冷工艺,平均冷却速度5.1℃/s;
[0106]
轧后钢板快速下线堆冷,堆冷时间72h。
[0107]
生产完成后取样测试机械性能,测试和评估方法与实施例1保持一致。
[0108]
实施例1和对比例1~3的性能结果和板型质量如表1所示:
[0109]
表1:实施例与对比例1~3对应的性能结果
[0110] rp
0.2
/mparm/mpaa/%-40℃冲击功/j板型成材率/%实施例146757919.5278/298/298良好92.5对比例1
‑‑‑‑
较差-对比例245657418.078/198/176良好92.5对比例346758719.0267/265/251良好68.0
[0111]
可以看出,采用本发明提供的未再结晶区高温区轧制结合未再结晶区低温区轧制的实施例一,在提高板型质量和成材率的基础上,具有更优的低温韧性。而对比例1~3只采用了未再结晶区低温区轧制,其中的对比例1因为粗轧中间坯长度不足,加之精轧开轧温度低导致钢板翘曲严重,无法进一步轧制而废钢;对比例2将中间坯长度控制在5米以上,但粗轧中间坯的待温厚度与目标厚度之间的比值仅为1.5,虽然板型良好、成材率高,但低温韧性较差;对比例3粗轧中间坯的待温厚度与精轧后的目标厚度之间的比值达到2.0,且中间坯长度>5m,保证了轧制过程的顺利进行,且低温韧性良好,但成材率较低,生产成本高。
[0112]
基于前述实施例相同的发明构思,在另一个可选的实施例中,如图2所示,提供了一种高韧性中厚板的板型控制装置,包括:
[0113]
获取模块10,用于获得待轧制的高韧性中厚板对应的再结晶温度t
nr
和冷却过程中奥氏体向铁素体的开始相变温度ar3;
[0114]
第一精轧模块20,用于根据第一开轧温度,控制所述高韧性中厚板的粗轧中间坯进行第一阶段精轧,获得长度不低于4.5米的精轧中间坯;所述第一开轧温度的取值范围为t
nr-40℃至t
nr-10℃;
[0115]
第二精轧模块30,用于根据第二开轧温度,控制所述精轧中间坯进行第二阶段精轧,获得具有目标厚度的高韧性中厚板;所述第二开轧温度的取值范围为ar3+20℃至ar3+70℃。
[0116]
可选的,所述板型控制装置还包括:
[0117]
加热控制模块,用于对所述高韧性中厚板的连铸板坯进行加热,获得所述加热板坯;
[0118]
粗轧控制模块,用于控制所述高韧性中厚板的加热板坯进行粗轧,获得所述粗轧中间坯。
[0119]
可选的,所述粗轧控制模块用于:
[0120]
控制粗轧开轧温度为1080℃~1130℃;
[0121]
控制所述加热板坯在纵轧后的最大道次压下率在15%以上;
[0122]
控制所述粗轧中间坯的成型道次展宽至w+10mm~w+50mm;w为所述高韧性中厚板的成品宽度;
[0123]
控制所述粗轧中间坯的厚度与所述目标厚度之间的比值不低于2.0。
[0124]
所述加热控制模块用于:
[0125]
在加热过程中控制所述加热板坯的出钢温度为1130~1180℃,并根据所述连铸板坯的厚度,确定所述连铸板坯的在炉时间。进一步的,所述在炉时间t与所述连铸板坯的厚度d之间满足:0.9
×
d≤t≤1.3
×
d;其中,在炉时间t的单位为分钟,厚度d的单位为毫米。
[0126]
可选的,所述板型控制装置还包括:
[0127]
预矫直模块,用于控制所述高韧性中厚板进行预矫直;
[0128]
水冷模块,用于控制预矫直后的所述高韧性中厚板进行水冷;
[0129]
堆冷模块,用于控制水冷后的所述高韧性中厚板进行下线堆冷。
[0130]
进一步的,所述水冷模块用于:
[0131]
控制所述高韧性中厚板的开冷温度为750℃~790℃,冷却速度为5℃/s~25℃/s,终冷温度为350℃~540℃。
[0132]
进一步的,所述堆冷模块用于:
[0133]
控制堆冷温度在300℃以上;
[0134]
控制堆冷时间不低于t
×
4h;t为所述目标厚度,单位为厘米;h为小时。
[0135]
基于前述实施例相同的发明构思,在另一些可选的实施例中,提供了一种高韧性中厚板,所述高韧性中厚板在热轧时采用前述实施例中的任一项板型控制方法进行控制。
[0136]
通过本发明的一个或者多个实施例,本发明具有以下有益效果或者优点:
[0137]
本发明提供了一种高韧性中厚板的板型控制方法,通过在精轧阶段的未再结晶轧制区增加一个高温区轧制阶段,控制第一阶段的未再结晶区高温轧制的开轧温度在t
nr-(10~40)℃的范围内,且第一阶段轧制完成后的精轧中间坯长度在4.5米以上,以增加中间坯长度;然后在第二阶段的未再结晶区低温轧制将开轧温度控制在ar3+(20~70)℃的范围内,保证中厚板的低温韧性;通过上述方案解决了由于精轧温度低和中间坯长度短引起轧制不稳定的问题,进而提高了高韧性中厚板的板型质量,避免了轧制翘曲问题的产生。
[0138]
尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。
[0139]
显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1