一种全自动轧花机的制作方法
1.本技术涉及轧花网机的领域,尤其是涉及一种全自动轧花机。
背景技术:
2.目前,钢丝轧花网是采用先预弯后成型的编织方法,其中钢丝的预弯是由轧花机实现的;轧花机将将钢丝滚压以使其呈现不同程度的圆弧形弯曲或径向扭曲,以便钢丝轧花网的编织。
3.现有的轧花机一般包括机架、轧花轮、驱动件及校直件,其中轧花轮、驱动件及校直件均设于机架上,轧花轮设有两个,且两轧花轮相互配合;驱动件一般包括两个电机,且两电机输出轴分别与两轧花轮的中心轴固定;轧花机一般与送丝机配合使用,送丝机用于将钢丝送至轧花机,钢丝首先被校直件进行校直,后控制两电机使其带动对应轧花轮转动,以实现对钢丝的预弯。
4.针对上述中的相关技术,发明人认为存在以下缺陷:易因两电机控制不便导致两轧花轮转速不一致,从而导致轧花机轧花预弯效果不佳。
技术实现要素:
5.为了改善轧花机轧花预弯精度低的问题,本技术提供一种全自动轧花机。
6.本技术提供的一种全自动轧花机采用如下的技术方案:一种全自动轧花机,包括机架、轧花件、校直件、控制系统及电源vcc,其中轧花件及校直件均设于机架上,轧花件包括两相互配合的轧花轮;控制系统包括速度检测模块、控制模块及速度执行模块,速度检测模块连接于电源vcc,用于对轧花轮转速进行检测,并输出速度检测信号;控制模块连接于速度检测模块输出端以获取速度检测信号,将速度检测信号与第一预设基准信号做比较,并在速度检测信号与第一预设基准信号不匹配时输出调节信号;速度执行模块连接于控制模块输出端以获取调节信号,并响应调节信号对两轧花轮转速进行同步调节。
7.通过采用上述技术方案,在对钢丝进行预弯前,首先将钢丝一端送至两轧花轮间;轧花轮将根据控制模块预设的第一预设基准信号对应的转速运转,运转过程中,若因外部原因导致轧花轮转速发生变化,则此时速度检测模块输出的速度检测信号与第一预设基准信号不匹配,此时速度执行模块响应调节信号对轧花轮的转速进行调整,从而实现控制系统对两轧花轮的转速进行同步调节,进而使两轧花轮可同步恢复至需求转速;控制系统的设置便于提高钢丝被轧花预弯的精准度。
8.可选的,速度检测模块包括转速传感器,转速传感器用于对两轧花轮转速进行检测,并输出速度检测信号;控制模块包括控制器,控制器信号输入端连接于转速传感器输出端;速度执行模块包括转动电机,转动电机连接于控制器输出端以获取调节信号;转动电机设于机架上,机架上设有传动件,转动电机通过传动件同时带动两轧花轮转动。
9.通过采用上述技术方案,转速传感器将检测到的轧花轮的速度检测信号输送至控
制器,控制器将速度检测信号与第一预设基准信号做比较,并在速度检测信号与第一预设基准信号不匹配时,输出调节信号至转动电机,转动电机控制传动件最终同时带动两轧花轮转动,以实现轧花轮转速的自动调节;通过转动电机同时带动两个轧花轮的转动,一方面便于提高轧花轮转动同步性,另一方面有效节省了成本。
10.可选的,传动件包括第一锥齿轮组、转动齿轮组及驱动轴,其中驱动轴设有两个,且分别与两轧花轮的中心轴相对固定;第一锥齿轮组的其中一个齿轮与转动电机同轴固定,第一锥齿轮组中另一个齿轮的中心轴长度方向平行于两驱动轴长度方向;转动齿轮组包括两相互啮合的齿轮,且两齿轮中心轴的长度方向平行于两驱动轴的长度方向,且其中一齿轮与第一锥齿轮组中平行于驱动轴长度方向的齿轮同轴固定。
11.通过采用上述技术方案,转动电机在转动时,带动第一锥齿轮组工作,第一锥齿轮组的工作带动转动齿轮组中的两齿轮转动,以实现两驱动轴的转动,从而最终实现两轧花轮的转动;第一锥齿轮及转动齿轮组的设置,便于提高转动电机最终驱动轧花轮转动过程中的稳定性。
12.可选的,机架上设有保护壳,第一锥齿轮组及转动齿轮组均位于保护壳内;驱动轴靠近轧花轮的一端穿出机架且与机架转动配合,轧花轮位于保护壳外。
13.通过采用上述技术方案,保护壳可对第一锥齿轮组及转动齿轮组做有效保护,减小因尘土的吸附导致对应齿轮配合不佳,进而导致传动不精准的可能性。
14.可选的,其中一轧花轮通过螺母等与对应驱动轴相对固定,另一轧花轮与对应驱动轴间设有拆卸件,轧花轮通过拆卸件与对应驱动轴相对固定,且拆卸件可用于对轧花轮进行姿态调整。
15.通过采用上述技术方案,轧花轮与对应驱动轴的可拆卸连接,为不同花型的轧花轮的更换提供了便利;将未设置拆卸件的轧花轮与对应驱动轴相对固定后,通过拆卸件对另一轧花轮及对应驱动轴相对位置进行调整,以便使两轧花轮的配合更加准确,便于提高钢丝被轧花的效果。
16.可选的,校直件包括校直板及转动连接在校直板上的两列校直辊,校直板上对应各校直辊的位置均设有调整件,调整件用于调整两列校直辊的间距;校直板可拆卸连接在机架上。
17.通过采用上述技术方案,在对钢丝进行预弯前,首先根据钢丝的直径大小,借助调整件将两列校直辊间距调整至适宜,以使校直件对钢丝进行精准校直;校直板与机架的可拆卸连接,便于提高校直辊及校直板的安装便利性。
18.可选的,校直板远离轧花件的一侧设有定位板,定位板上正对两列校直辊间距的位置开设有定位孔,钢丝由定位孔通过;定位板与校直板可拆卸连接。
19.通过采用上述技术方案,将钢丝由定位孔穿过进入两列校直辊间,定位孔可对钢丝做有效限制,以便提高校直件对钢丝的校直效果;定位板与校直板的可拆卸连接,便于对具有不同大小的定位孔的定位板进行更换,即便于使定位孔对钢丝进行更好的定位。
20.可选的,机架上设有断丝件,控制系统还包括长度检测模块及长度执行模块,长度检测模块连接于电源vcc,用于对通过断丝件的钢丝长度进行检测,并输出长度检测信号;控制模块连接于长度检测模块输出端以获取长度检测信号,将长度检测信号与第二预设基准信号做比较,并在长度检测信号与第二预设基准信号一致时,输出执行信号;长度执行模
块连接于控制模块输出端以获取执行信号,并响应执行信号控制断丝件进行断丝。
21.通过采用上述技术方案,根据需求提前设置第二预设基准信号,长度检测模块对经过断丝件的钢丝长度进行实时检测,并输出检测信号至控制模块;当检测信号与预设基准信号匹配时,控制模块还可输出控制信号至长度执行模块,长度执行模块响应控制信号控制断丝机对钢丝进行切断,以实现钢丝的自动断丝。
22.可选的,断丝件包括动刀及定刀,其中定刀固设于机架上,长度执行模块可带动动刀向定刀滑移,直至动刀与定刀咬合。
23.通过采用上述技术方案,长度执行模块可精准控制动刀与定刀咬合,从而便于提高断丝精准度。
24.可选的,机架上设有限位板,限位板背离机架的一侧开设有限位槽,限位槽长度方向平行于钢丝的送丝方向,限位槽两端与限位板两端平齐;限位槽为收口设置,且限位槽以其靠近断丝件的一侧口径最小。
25.通过采用上述技术方案,轧花轮在对钢丝进行轧花时,若轧花轮附近的钢丝在轧花轮的带动下发生小幅度的晃动,则限位槽的设置可对钢丝做有效限制,同时,限位槽的形状设置又不易对钢丝造成磨损;限位槽靠近断丝件的一侧为收口设置,便于提高断丝机的断丝精准度。
26.综上所述,本技术包括以下至少一种有益技术效果:控制系统的设置,便于实现两轧花轮转速的自动控制;同时,通过一个转动电机控制两个轧花轮转动,便于使两轧花轮转速尽可能始终保持一致,从而提高钢丝在被轧花预弯时的稳定性及精准度;同时,一个转动电机的设置,有效节省了成本;将其中一轧花轮与对应驱动轴相对固定后,通过拆卸件对另一轧花轮进行调整并固定,以尽可能提高两轧花轮的配合准确度,从而便于提高钢丝被轧花预弯的效果;在机架上设置断丝件,并通过控制系统对钢丝进行自动切断,一方面节省人力,另一方面可有效提高断丝精准度。
附图说明
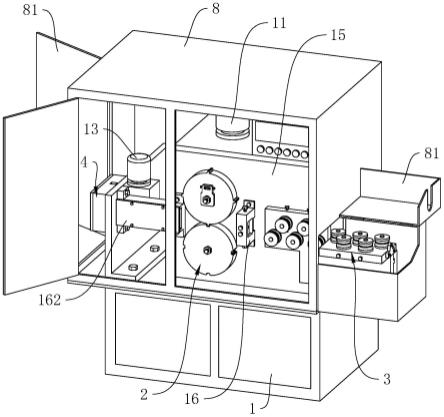
27.图1是本技术实施例的整体结构示意图;图2是为显示控制系统的原理图;图3是为显示校直件与机架安装方式的状态示意图;图4是为显示轧花轮与驱动轴安装方式的局部示意图;图5是为显示燕尾槽的局部示意图;图6是为显示调整件的局部剖视图;图7是为显示断丝件的局部示意图;图8是为显示驱动件的局部示意图;图9是为显示限位架的局部剖视图。
28.附图标记说明:1、机架;11、转动电机;12、传动件;121、第一锥齿轮组;122、转动齿轮组;123、驱动轴;1231、固定部;1232、调整部;1233、锁紧部;13、断丝电机;14、驱动件;141、第二锥齿轮组;142、齿条齿轮组;15、保护壳;16、限位板;161、限位槽;162、保护板;17、限位架;171、方形孔;1711、限位环槽;172、限位块;1721、限位孔;173、限位螺栓;18、燕尾
块;2、轧花件;21、轧花轮;211、调整柱;3、校直件;31、校直板;311、竖直板;3111、调整槽;312、水平板;3121、定位板;3122、定位孔;32、校直辊;4、断丝件;41、动刀;42、定刀;5、控制系统;51、速度检测模块;52、长度检测模块;53、控制模块;54、速度执行模块;55、长度执行模块;6、拆卸件;61、拆卸板;611、拆卸孔;612、调整孔;613、调整螺杆;62、拆卸螺母;7、调整件;71、调整螺栓;72、调整块;73、调整弹簧;8、保护箱;81、箱门;9、安装板;91、燕尾槽;92、固定板;921、安装条;93、安装槽。
具体实施方式
29.以下结合附图1-9对本技术作进一步详细说明。
30.本技术实施例公开一种全自动轧花机。
31.参照图1和图2,一种全自动轧花机包括机架1、轧花件2、校直件3、断丝件4、控制系统5及电源vcc,其中轧花件2、校直件3、断丝件4及控制系统5均设于机架1上;轧花件2包括两相互配合的轧花轮21,轧花轮21均转动连接在机架1上,两轧花轮21的中心轴相互平行,且两轧花轮21的中心位于同一竖直线上;控制系统5可控制轧花轮21转动以对钢丝进行轧花预弯,控制系统5还可控制断丝件4将钢丝切断成需求长度,电源vcc用于对控制系统5供电;校直件3可拆卸连接在机架1上,校直件3用于对钢丝进行校直;机架1上设有保护箱8,保护箱8为下开口设置,且保护箱8底部与机架1固定;轧花件2、校直件3、断丝件4及控制系统5均位于保护箱8内部,保护箱8上设有多个箱门81,箱门81可使保护箱8处于封闭或打开状态。
32.在需要对钢丝进行轧花预弯时,可首先将钢丝一端依次穿过校直件3、轧花件2及断丝件4,后通过控制系统5控制轧花件2对钢丝进行轧花;提前预设需要断丝的长度,控制系统5可控制断丝件4对钢丝进行自动断丝;校直件3、轧花件2及断丝件4依次设置,使得钢丝均通过校直件3的校直后再进行预弯,便于提高预弯效果;保护箱8的设置,可对轧花机整体做有效保护;箱门81的设置,便于使轧花机对钢丝进行轧花预弯。
33.参照图2和图3,控制系统5包括速度检测模块51、控制模块53及速度执行模块54,其中速度检测模块51连接于电源vcc,速度检测模块51用于对轧花轮21转速做实时检测,并输出速度检测信号;控制模块53连接于速度检测模块51输出端以获取速度检测信号,控制模块53将速度检测信号与预设基准信号做比较,并在速度检测信号与预设基准信号不一致时输出调节信号;速度执行模块54连接于控制模块53输出端以获取调节信号,并响应调节信号对轧花轮21速度进行调节。
34.速度检测模块51包括转速传感器,转速传感器对轧花轮21转速进行检测,检测后输出速度检测信号至控制模块53;控制模块53包括控制器,控制器内预设第一基准信号,第一基准信号对应需求速度值;控制器在接收到速度检测信号时,将速度检测信号与预设基准信号做比较,并在速度检测信号与预设基准信号不匹配时输出调节信号;速度执行模块54包括转动电机11,转动电机11设于机架1上,机架1上还设置有传动件12,转动电机11通过传动件12带动轧花轮21转动,转动电机11接收到调节信号时对自身转速进行调节,直至最终使轧花轮21转速恢复至需求速度值;速度检测模块51、控制模块53及速度执行模块54形成稳定闭环,从而便于对轧花轮21速度进行精准控制,进而便于提高钢丝的轧花预弯效果。
35.参照图3和图4,机架1上设置有保护壳15,传动件12位于保护壳15内;传动件12包
括第一锥齿轮组121、转动齿轮组122及驱动轴123,第一锥齿轮组121的两齿轮中心轴相互垂直,且其中一个齿轮与转动电机11同轴固定,另一齿轮中心轴长度方向平行于轧花轮21的中心轴的长度方向,且该齿轮与转动齿轮组122中的其中一个齿轮同轴固定;转动齿轮组122中的两齿轮相互啮合,且两齿轮中心轴长度方向均平行于轧花轮21的中心轴的长度方向。
36.其中驱动轴123设有两个,其中一驱动轴123包括固定部1231、调整部1232及锁紧部1233,其中固定部1231一端与转动齿轮组122中对应齿轮同轴固定,另一端穿出保护壳15并与保护壳15转动配合;锁紧部1233位于固定部1231远离转动齿轮组122的一侧,锁紧部1233周向侧壁上开设有螺纹,调整部1232位于锁紧部1233与固定部1231间,且固定部1231、调整部1232及锁紧部1233的竖直截面依次减小,轧花轮21正对保护壳15的一侧与固定部1231远离传动齿轮组的端侧对应位置抵紧;其中一个驱动轴123在调整部1232处设有拆卸件6,此驱动轴123上的轧花轮21通过拆卸件6与其相对固定;另一驱动轴123上的轧花轮21通过螺母及垫片与该驱动轴123相对固定;转动电机11设于保护壳15顶部,且转动电机11输出轴竖直设置。
37.控制系统5控制转动电机11转动,转动电机11的转动首先带动第一锥齿轮组121中的两齿轮转动,从而带动锥齿轮组中的两齿轮转动,以最终使两驱动轴123分别同时带动两轧花轮21转动,完成钢丝的轧花预弯;同时,通过驱动电机带动两轧花轮21工作,一方面代替了原有的两个电机的设置方法,有效节省了成本,降低了造价;另一方面经过第一锥齿轮组121及转动齿轮组122的传动,便于提高转动电机11驱动轧花轮21工作时的安全性;固定部1231、调整部1232及锁紧部1233的竖直截面逐渐减小的设置,便于轧花轮21的拆装,轧花轮21的拆装,便于对轧花轮21的位置进行调整。
38.参照图3和图4,拆卸件6包括拆卸板61及拆卸螺母62,其中拆卸板61上开设有拆卸孔611,拆卸孔611两端呈弧形设置,且拆卸孔611弧形段对应圆的半径与轧花轮21内圆孔半径一致,调整部1232穿入拆卸孔611,且调整部1232周向侧壁与拆卸孔611周向内壁抵接;拆卸螺母62与锁紧部1233螺纹配合,锁紧部1233未完全穿出拆卸孔611,拆卸螺母62通过将拆卸板61及轧花轮21抵紧在固定部1231端侧,以实现轧花轮21与驱动轴123的相对固定。
39.在需要对对应轧花轮21进行固定时,可首先使锁紧部1233穿出保护壳15的一端穿入轧花轮21的圆孔,直至轧花轮21正对固定部1231的一侧与固定部1231端侧对应位置抵接;其次使锁紧部1233穿出保护壳15的一端穿入拆卸孔611,后拧动拆卸螺母62,直至拆卸板61将轧花轮21抵紧在固定部1231远离转动齿轮组122的端侧,从而完成轧花轮21与对应驱动轴123的相对固定。
40.参照图3和图4,拆卸板61上开设有调整孔612,调整孔612为长条孔;对应轧花轮21背离保护壳15的一侧固设有调整柱211,调整柱211呈圆柱形,且调整柱211穿入调整孔612;拆卸板61上设有两相互正对的调整螺杆613,调整螺杆613一端穿入拆卸板61并与拆卸板61螺纹连接,且调整螺杆613穿入拆卸板61的一端均穿入拆卸孔611并与调整柱211周向侧壁对应位置抵紧。
41.若需要对两轧花轮21位置进行调整,则可在将轧花轮21与驱动轴123相对固定前,拧动两调整螺杆613,使调整柱211在两调整螺杆613的带动下相对驱动轴123发生转动,即使轧花轮21相对驱动轴123发生转动并转动至适宜位置,以完成轧花轮21为位置校正,便于
提高钢丝的轧花预弯效果;通过两调整螺杆613实现轧花轮21的位置调整,为整个操作过程提供了便利。
42.参照图1和图5,校直件3包括校直板31及校直辊32,其中校直板31包括水平板312和竖直板311,校直辊32设置有多个,且其中一部分位于水平板312上,另一部分位于竖直板311上;水平板312及竖直板311上的校直辊32均呈两列排布,排布方向平行于钢丝的长度方向,位于水平板312上的两列校直辊32空隙与位于竖直板311上的两列校直辊32空隙正对,且位于水平板312上的校直辊32的转动轴垂直于位于竖直板311上的校直辊32的转动轴;竖直板311通过螺栓相对固定在保护壳15设置轧花件2的侧壁上;保护壳15一侧设有安装件,水平板312通过安装件与保护壳15相对固定;钢丝在移动过程中仅发生平行于其自身长度方向的位移变化,竖直板311及水平板312上的校直辊32可尽可能多与钢丝的周向侧壁接触,从而便于提高校直效果。
43.参照图1和图5,安装件包括安装板9及固定板92,固定板92与竖直板311固定连接;机架1正对安装板9的一侧固设有燕尾块18,安装板9正对燕尾块18的位置开设有燕尾槽91,燕尾槽91及燕尾块18均以其背离机架1的一侧宽度最大;燕尾块18竖直截面易呈燕尾形,且以其底部宽度最大;固定板92固设于竖直板311底部,且其正对保护壳15的位置通过螺栓相对固定在保护壳15上;固定板92正对安装板9的一侧固设有多个安装条921,安装板9正对安装条921的位置均设有安装槽93,安装条921及安装槽93垂直于其长度方向的截面均呈燕尾形,且均以远离固定板92的一侧宽度最大;安装条921及安装槽93的均为倾斜设置,且以靠近竖直板311的一侧为底端。
44.在对校直件3进行安装时,首先使燕尾块18对准燕尾槽91底部,下压安装板9以完成安装板9与机架1的稳定连接;其次使安装条921对准对应安装槽93,并使安装条921沿对应安装槽93滑移,直至安装条921完全进入对应安装槽93内;后通过螺栓将竖直板311相对固定在保护壳15上,以完成校直件3的安装;燕尾条与燕尾槽91的配合,为安装板9的安装提供了便利;安装条921与安装槽93的滑移配合,便于固定板92的安装;安装条921及安装槽93的倾斜设置,可使固定板92更加顺畅的装至安装板9上,且可使钢丝的移动过程更加稳定,便于提高校直效果。
45.参照图5和图6,水平板312及竖直板311上对应其中一列校直辊32的位置均设有调整件7,且水平板312及竖直板311上均开设有调整槽3111;调整件7包括调整螺栓71、调整块72及调整弹簧73,调整螺栓71一端由水平板312或竖直板311周向侧壁穿入调整槽3111内,并与水平板312或竖直板311对应位置螺纹连接;调整螺栓71穿入调整槽3111的一端与调整块72一竖直侧壁抵接,调整块72在调整螺栓71的作用下沿调整槽3111靠近或远离调整螺栓71;调整弹簧73固设于调整块72背离调整螺栓71的一侧与调整槽3111之间,且调整弹簧73伸缩方向与调整螺栓71长度方向一致;校直辊32的中心轴与对应调整块72固定连接,调整弹簧73处于压缩状态,且调整螺栓71及调整弹簧73将调整块72相对固定在对应调整槽3111内。
46.在需要对两列校直辊32位置进行微调时,可首先控制各调整螺栓71带动对应调整块72向靠近或远离对应调整弹簧73的方向滑移,以实现两列校直辊32间距的校准;调整弹簧73的设置,一方面提高了调整块72与对应水平板312或竖直板311的连接稳定性,另一方面,在对钢丝进行校直时,若因前序或后续工序导致钢丝偏离正常移动直线时,则调整弹簧
73受到进一步压缩,两列校直辊32的间距变大,从而减小校直辊32对钢丝造成磨损的可能性。
47.参照图5,水平板312远离竖直板311的一侧设有定位板3121,定位板3121正对两列校直辊32空隙处开设有定位孔3122,定位板3121通过螺栓相对固定在水平板312上;钢丝穿过定位孔3122后再被校直件3进行校直,定位孔3122有效限制了钢丝的活动范围,从而便于使校直件3的校直效果更佳;定位板3121的可拆卸设置,一方面为定位板3121的安装提供了便利,另一方面便于使定位孔3122适用于不同粗细的钢丝,提高此轧花机的适用性。
48.参照图2和图7,控制系统5还包括长度检测模块52及长度执行模块55,其中长度检测模块52连接于电源vcc,用于对经过定刀42的钢丝长度进行检测,并输出长度检测信号至控制模块53;控制模块53连接于长度检测模块52输出端以获取长度检测信号,控制模块53可将长度检测信号与第二预设基准值信号做比较,并在长度检测信号与第二预设基准信号匹配时输出执行信号;长度执行模块55连接于控制模块53输出端以获取执行信号,并响应执行信号控制断丝电机13工作。
49.长度检测模块52包括长度检测传感器,长度检测传感器置于,长度检测传感器对经过断丝件4的钢丝长度进行检测,并输出长度检测信号至控制器;控制器内预设有第二预设基准信号,第二预设基准信号对应需求切断长度,当长度检测信号与第二预设基准信号匹配时,控制器输出执行信号至长度执行模块55;长度执行模块55包括断丝电机13,断丝电机13设于机架1上,断丝电机13接收到执行信号时,控制断丝件4将钢丝切断;机架1上还设置有驱动件14,断丝电机13通过驱动件14调动断丝件4工作。
50.参照图7和图8,断丝件4包括动刀41及定刀42,断丝件4位于保护壳15内部,定刀42固设于保护壳15内部,断丝电机13控制驱动件14带动动刀41与定刀42咬合;驱动件14包括第二锥齿轮组141及齿条齿轮组142,第二锥齿轮组141中的其中一个齿轮与断丝电机13同轴固定,另一齿轮与齿条齿轮组142中的齿轮同轴固定,齿条齿轮组142中的齿条与对应齿轮啮合,且齿条竖直设置,动刀41与齿条固定连接;断丝电机13通过第一锥齿轮组121带动齿条齿轮组142中的齿轮转动,从而带动齿条齿轮组142中的齿条沿竖直方向移动,以便动刀41与定刀42的咬合,完成钢丝的切断。
51.参照图1,机架1上设有限位板16,限位板16通过螺栓相对固定在断丝件4与轧花件2间;限位板16背离机架1的一侧开设有限位槽161,限位槽161靠近轧花轮21的一侧为敞口设置;限位板16上设有保护板162,保护板162通过螺栓相对固定在限位板16上;钢丝经过限位槽161后再进入定刀42与动刀41间,便于使断丝件4的断丝效果更佳;限位槽161靠近轧花轮21一侧为敞口的设置,可减小钢丝与限位槽161周向侧壁间的磨损,从而便于对钢丝做有效保护。
52.参照图1和图9,机架1上设有限位架17,限位架17正对轧花轮21的一侧开设有方形孔171,方形孔171周向侧壁开设有限位环槽1711,限位环槽1711内部设有限位块172,限位块172正对轧花轮21的一侧开设有限位孔1721;限位架17上设有多个限位螺栓173,各限位螺栓173穿过限位架17并与限位架17螺纹连接,且各限位螺栓173正对限位块172的一端与限位块172抵紧;各限位螺栓173分布在限位块172为开设限位孔1721的侧壁上,各限位螺栓173带动限位块172在限位环槽1711内移动。
53.拧动各限位螺栓173,以带动限位块172在限位环槽1711内部移动至适宜位置,从
而尽可能减小限位孔1721周向侧壁与钢丝间的磨损,以对钢丝做有效保护;限位环槽1711的设置,有效限制了限位块172的活动范围,从而为限位块172的位置调节提供了便利。
54.本技术实施例一种全自动轧花机的实施原理为:在对钢丝进行轧花前,首先将适宜花型的轧花轮21分别套设在两驱动轴123上适宜位置,通过两调节螺杆对轧花轮21进行调节,以使两轧花轮21配合效果更佳,后通过螺母将其相对固定在对应驱动轴123上;其次根据钢丝直径等更换适宜的定位板3121,并将限位块172位置调整至适宜,后通过调整件7对两列校直辊32间距调节至适宜;根据需求设置第一预设基准信号及第二预设基准信号;将钢丝依次穿过定位孔3122、校直件3、限位孔1721,后控制转动电机11通过传动件12带动轧花轮21转动,以实现钢丝的轧花预弯。
55.控制系统5可实时检测轧花轮21的转速,并在轧花轮21转速与需求速度值不一致时,及时对其进行调节,从而便于使钢丝被轧花预弯的效果更佳,且通过一个转动电机11带动两轧花轮21同步转动,便于进一步提高轧花精准度,同时可减少资源浪费;长度传感器可对经过定刀42的钢丝长度进行实时检测,并在经过定刀42的钢丝长度达到需求长度值时,控制断丝电机13通过带动动刀41向定刀42移动,实现精准断丝。
56.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1