一种圆柱形锂离子电池负极底焊的激光焊接工艺的制作方法
1.本发明涉及锂离子电池技术领域,具体为一种圆柱形锂离子电池负极底焊的激光焊接工艺。
背景技术:
2.锂离子电池具有能量密度高、寿命长、充放电倍率高和环境适用性能好等优点,被广泛用于数码产品、乘用车、商用车和特种电源等领域。锂离子电池按照外形可分为圆柱形锂离子电池、方形锂离子电池、异型锂离子电池。而由于圆柱形锂离子电池具有非常高的自动化水平、成熟的工艺和较高的安全性,其市场占有量也在不断提高。锂离子电池在生产制造的过程中,装配段的工艺对于产品的质量和安全至关重要。其中,负极耳焊接工序对于圆柱锂离子电池的充放电性能以及安全性更是非常关键生产步骤;
3.1、目前,大多数圆柱锂离子电池生产企业的负极耳与电池金属壳焊接采用的是电阻焊工艺。然而其缺点也是非常明显的:(1)焊接过程中的炸火,导致金属焊渣颗粒的残留,严重时,易引起锂离子电池的极端安全问题;(2) 性能的要求越来越多的工艺要求多个负极耳,而且材质也从好焊接的镍转化为难以焊接的镍铜复合或者铜;(3)电阻焊的焊接原理局限了金属外壳的选择,只能是钢壳,原因在于电阻焊只能将镍或铜镍复合的极耳与钢壳焊接在一起,同时钢壳的特殊拉伸加工工艺导致了其成本的居高不下。
4.因此,为改善目前圆柱形锂离子电池负极耳焊接工艺现状,本发明提供了一种圆柱形锂离子电池负极底焊的激光焊接工艺。
技术实现要素:
5.本发明的目的在于提供一种圆柱形锂离子电池负极底焊的激光焊接工艺,以便解决上述中所提出的现今市场上的焊接过程中的炸火,导致金属焊渣颗粒的残留,严重时,易引起锂离子电池的极端安全问题;性能的要求越来越多的工艺要求多个负极耳,而且材质也从好焊接的镍转化为难以焊接的镍铜复合或者铜;电阻焊的焊接原理局限了金属外壳的选择,只能是钢壳,原因在于电阻焊只能将镍或铜镍复合的极耳与钢壳焊接在一起,同时钢壳的特殊拉伸加工工艺导致了其成本的居高不下的问题。
6.为实现上述目的,本发明提供如下技术方案:一种圆柱形锂离子电池负极底焊的激光焊接装置,包括激光焊接主机,所述激光焊接主机的顶端连接有激光焊接镜头,所述电池金属壳外壁一侧安装有电池固定架,且电池金属壳的上部安装有固定块,所述固定块的中间设置有不锈钢管,且不锈钢管的上部左右两端分别安装有气管1和气管2,所述卷芯的底部设置有负极耳,且负极耳的下方设置有激光焊接底座。
7.优选的,所述激光焊接镜头能发出并调节高能激光,所述激光焊接主机通过激光焊接镜头通过中空的不锈钢管作用于负极耳与激光焊接底座,且通过激光能量将负极耳与电池金属壳底部焊接在一起。
8.优选的,所述电池金属壳可以为钢壳、铝壳、铝合金壳等中的任意一种,且卷芯具
有中空的结构,并且卷芯中的中空的结构用来插入不锈钢管。
9.优选的,所述负极耳为多个时,负极耳要依次整齐水平叠放,确保负极耳叠层与电池金属壳的紧密结合。
10.优选的,所述气管1来接入氮气、氩气、氦气等惰性气体。
11.优选的,所述气管2用来抽真空。
12.本发明提供另一种技术方案,是一种圆柱形锂离子电池负极底焊的激光焊接装置的焊接工艺,其包括如下步骤:
13.s1:将卷芯底部的负极耳朝下装入不锈钢管的内部;
14.s2:将不锈钢管上的固定块固定在电池金属壳上;
15.s3:将带有气管1和气管2的中空不锈钢管通过固定块固定块插入电池卷芯的中空部分,不锈钢管的一头与负极耳紧密接触,使不锈钢管垂直于电池金属壳底部;
16.s4:将不锈钢管上的气管1接入外部的惰性气体管道,通入惰性气体;
17.s5:将不锈钢管上的气管2接入外部的真空管道,进行抽真空工作;
18.s6:将装填好的卷芯,不锈钢管,固定块底部的电池金属壳固定在外界的电池固定架上;
19.s7:将外界电池固定架上的电池金属壳,卷芯,不锈钢管,固定块整体下落,与激光焊接底座紧密接触;
20.s8:激光焊接主机底部的激光焊接镜头下落,与电池固定架电池固定架上的电池金属壳上卷芯内的不锈钢管紧密结合,激光焊接镜头前端激光发射器伸入中空的不锈钢管,并处于同一直线上;
21.s9:向气管1中通入惰性气体,赶走不锈钢管内空气;
22.s10:开启并调节激光焊接机;
23.s11:焊接操作开始进行,负极耳和电池金属壳局部熔化成为一体;
24.s12:关闭惰性气体管阀,开启真空管阀,抽走激光焊接产生的焊渣;
25.s13:关闭真空管阀,升起激光焊接机,将不锈钢管,固定块与电池金属壳底部分离,完成负极耳与电池金属壳的焊接操作。
26.与现有技术相比,本发明的有益效果是:该一种圆柱形锂离子电池负极底焊的激光焊接工艺实现了圆柱型锂离子电池负极耳焊接工序激光焊接;
27.(1)由于激光镜头发出的能量稳定,而且有输出能量监控,优化了电阻焊焊接过程频繁出现的炸火问题,提高了产品焊接的一致性,而且锂离子电池成品的一致性也得到了大大的提高,该工序将几乎不再产生不良品,进一步降低了生产制造成本。由于本发明焊接完成的工序有抽真空的工序,能将焊接过程中可能产生的金属焊渣抽离,解决了金属焊渣异物引起的电池短路热失控问题,电池的安全性能进一步提升;
28.(2)区别于传统的电阻焊工艺,彻底实现了单个甚至多个负极耳的工艺方案,这样可以使得电池的内阻更低;
29.(3)激光焊接的应用,使得电池金属壳的选择不再局限于钢壳一种,使得成本更低的全铝壳、铝合金外壳能应用于圆柱型锂离子电池,圆柱型锂离子电池的成本进一步降低。
附图说明
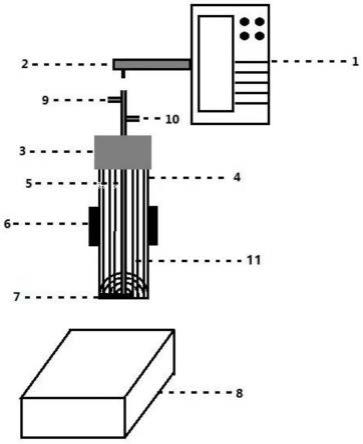
30.图1为本发明整体结构示意图;
31.图2为本发明对比实施例整体结构示意图;
32.图3为本发明电阻焊接负极耳与电池金属壳底部焊接拉力值。
33.附图标记:
34.实施例:1、激光焊接主机;2、激光焊接镜头;3、固定块;4、电池金属壳;5、不锈钢管;6、电池固定架;7、负极耳;8、激光焊接底座;9、气管1;10、气管2;11、卷芯。
35.对比实施例:1、电阻焊接机主机;2、电阻焊接机上模头;3、铜针;4、卷芯;5、电池金属壳;6、电池固定架;7、负极耳;8、电阻焊接机底座。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.实施例一:
38.一种圆柱形锂离子电池负极底焊的激光焊接装置,包括激光焊接主机1,激光焊接主机1的顶端连接有激光焊接镜头2,电池金属壳4外壁一侧安装有电池固定架6,且电池金属壳4的上部安装有固定块3,固定块3的中间设置有不锈钢管5,且不锈钢管5的上部左右两端分别安装有气管19和气管210,卷芯11的底部设置有负极耳7,且负极耳7的下方设置有激光焊接底座8。
39.激光焊接镜头2能发出并调节高能激光,激光焊接主机1通过激光焊接镜头2通过中空的不锈钢管5作用于负极耳7与激光焊接底座8,且通过激光能量将负极耳7与电池金属壳4底部焊接在一起。
40.电池金属壳4为钢壳,且卷芯11具有中空的结构,并且卷芯11中的中空的结构用来插入不锈钢管。
41.负极耳7为多个时,负极耳7要依次整齐水平叠放,确保负极耳7叠层与电池金属壳4的紧密结合。
42.气管19来接入氮气、氩气、氦气等惰性气体。
43.气管210用来抽真空。
44.本技术提供另一种技术方案是一种圆柱形锂离子电池负极底焊的激光焊接装置的焊接工艺,包括如下步骤:
45.s1:将卷芯11底部的负极耳7朝下装入不锈钢管5的内部;
46.s2:将不锈钢管5上的固定块3固定在电池金属壳4上;
47.s3:将带有气管19和气管210的中空不锈钢管5通过固定块固定块3插入电池卷芯11的中空部分,不锈钢管5的一头与负极耳7紧密接触,使不锈钢管5垂直于电池金属壳4底部;
48.s4:将不锈钢管5上的气管19接入外部的惰性气体管道,通入惰性气体;
49.s5:将不锈钢管5上的气管210接入外部的真空管道,进行抽真空工作;
50.s6:将装填好的卷芯11,不锈钢管5,固定块3底部的电池金属壳4固定在外界的电池固定架6上;
51.s7:将外界电池固定架6上的电池金属壳4,卷芯11,不锈钢管5,固定块3整体下落,与激光焊接底座8紧密接触;
52.s8:激光焊接主机1底部的激光焊接镜头2下落,与电池固定架电池固定架6上的电池金属壳4上卷芯11内的不锈钢管5紧密结合,激光焊接镜头 2前端激光发射器伸入中空的不锈钢管5,并处于同一直线上;
53.s9:向气管19中通入惰性气体,赶走不锈钢管内空气;
54.s10:开启并调节激光焊接机1;
55.s11:焊接操作开始进行,负极耳7和电池金属壳4局部熔化成为一体;
56.s12:关闭惰性气体管阀,开启真空管阀,抽走激光焊接产生的焊渣;
57.s13:关闭真空管阀,升起激光焊接机1,将不锈钢管5,固定块3与电池金属壳4底部分离,完成负极耳7与电池金属壳4的焊接操作。
58.激光焊接的原理为:激光能量作用于待加工表面,通过控制激光的参数,使工件熔化,形成特定的熔化物,在本发明中,不锈钢管通过固定块,使得负极耳与电池钢壳的紧密结合,目的是为了更好的进行焊接,惰性气体的接入很好的形成惰性气体保护氛围,有利于焊接的牢固度,由于负极耳的材料厚度比电池钢壳小,且负极耳材料的熔点一般接近或者比电池钢壳的小,所以当激光辐射作用到负极耳与电池钢壳的接触面时,通过激光的高能光波能量,紧贴在电池钢壳上的负极耳层以及电池钢壳表层均被熔化,负极耳与电池钢壳熔成为一体,完美的焊接在一起,即完成了负极耳与电池钢壳的激光焊接。真空的接入抽走了焊接过程中可能产生的金属残渣,使得电池的安全性进一步提升。
59.激光焊接负极耳与电池钢壳底部焊接拉力值见附图3
60.实施例二:
61.一种圆柱形锂离子电池负极底焊的激光焊接装置,包括激光焊接主机1,激光焊接主机1的顶端连接有激光焊接镜头2,电池金属壳4外壁一侧安装有电池固定架6,且电池金属壳4的上部安装有固定块3,固定块3的中间设置有不锈钢管5,且不锈钢管5的上部左右两端分别安装有气管19和气管210,卷芯11的底部设置有负极耳7,且负极耳7的下方设置有激光焊接底座8。
62.激光焊接镜头2能发出并调节高能激光,激光焊接主机1通过激光焊接镜头2通过中空的不锈钢管5作用于负极耳7与激光焊接底座8,且通过激光能量将负极耳7与电池金属壳4底部焊接在一起。
63.电池金属壳4为铝合金壳,且卷芯11具有中空的结构,并且卷芯11中的中空的结构用来插入不锈钢管。
64.负极耳7为多个时,负极耳7要依次整齐水平叠放,确保负极耳7叠层与电池金属壳4的紧密结合。
65.气管19来接入氮气、氩气、氦气等惰性气体。
66.气管210用来抽真空。
67.本技术提供另一种技术方案是一种圆柱形锂离子电池负极底焊的激光焊接装置的焊接工艺,包括如下步骤:
68.s1:将卷芯11底部的负极耳7朝下装入不锈钢管5的内部;
69.s2:将不锈钢管5上的固定块3固定在电池金属壳4上;
70.s3:将带有气管19和气管210的中空不锈钢管5通过固定块固定块3插入电池卷芯11的中空部分,不锈钢管5的一头与负极耳7紧密接触,使不锈钢管5垂直于电池金属壳4底部;
71.s4:将不锈钢管5上的气管19接入外部的惰性气体管道,通入惰性气体;
72.s5:将不锈钢管5上的气管210接入外部的真空管道,进行抽真空工作;
73.s6:将装填好的卷芯11,不锈钢管5,固定块3底部的电池金属壳4固定在外界的电池固定架6上;
74.s7:将外界电池固定架6上的电池金属壳4,卷芯11,不锈钢管5,固定块3整体下落,与激光焊接底座8紧密接触;
75.s8:激光焊接主机1底部的激光焊接镜头2下落,与电池固定架电池固定架6上的电池金属壳4上卷芯11内的不锈钢管5紧密结合,激光焊接镜头 2前端激光发射器伸入中空的不锈钢管5,并处于同一直线上;
76.s9:向气管19中通入惰性气体,赶走不锈钢管内空气;
77.s10:开启并调节激光焊接机1;
78.s11:焊接操作开始进行,负极耳7和电池金属壳4局部熔化成为一体;
79.s12:关闭惰性气体管阀,开启真空管阀,抽走激光焊接产生的焊渣;
80.s13:关闭真空管阀,升起激光焊接机1,将不锈钢管5,固定块3与电池金属壳4底部分离,完成负极耳7与电池金属壳4的焊接操作。
81.激光焊接的原理为:激光能量作用于待加工表面,通过控制激光的参数,使工件熔化,形成特定的熔化物,在本发明中,不锈钢管通过固定块,使得负极耳与电池钢壳的紧密结合,目的是为了更好的进行焊接,惰性气体的接入很好的形成惰性气体保护氛围,有利于焊接的牢固度,由于负极耳的材料厚度比电池钢壳小,且负极耳材料的熔点一般接近或者比电池钢壳的小,所以当激光辐射作用到负极耳与电池钢壳的接触面时,通过激光的高能光波能量,紧贴在电池钢壳上的负极耳层以及电池钢壳表层均被熔化,负极耳与电池钢壳熔成为一体,完美的焊接在一起,即完成了负极耳与电池钢壳的激光焊接。真空的接入抽走了焊接过程中可能产生的金属残渣,使得电池的安全性进一步提升。
82.激光焊接负极耳与电池钢壳底部焊接拉力值见附表1
83.对比实施例一:
84.一种圆柱形锂离子电池负极底焊的激光焊接装置,包括电池金属壳5,电池金属壳5顶部为电阻焊接机上模头2,上模头5与电阻焊接机1相连,的电池金属壳5外壁安装有电池固定架6,电池金属壳5内腔安装有卷芯4,卷芯 4底部一侧安装有负极耳7,的卷芯4中心中空部分安装有铜针3,电池金属壳5底部一侧安装有电阻焊接底座8,电阻焊接机1输出焊接能量。
85.本技术提供另一种技术方案是一种圆柱形锂离子电池负极底焊的激光焊接装置的焊接工艺,其特征在于:包括如下步骤
86.s1:将卷芯4的负极耳7朝下,装入电池金属壳5;
87.s2:将铜针3插入卷芯4中间的中空部位;
88.s3:将装填好卷芯4的电池金属壳5固定在电池固定架6上;
89.s4:电池金属壳5以及装填好的卷芯4,铜针3一起下落,与电阻焊底座 8紧密接触;
90.s5:电阻焊接机上模头2下落,压合铜针3,使电阻焊接机上模头2与铜针3,铜针3与负极耳7,负极耳7与电池金属壳5紧密接触;
91.s6:开启电阻焊接机1;
92.s7:焊接操作开始进行,电池金属壳5局部熔化与负极耳7成为一体;
93.s8:升起电阻焊接机上模头2,将铜针3与电阻焊接机上模头2分离,拔出铜针3,将铜针3与负极耳7分离,完成负极耳7与电池金属壳5的焊接操作。
94.具体的,负极耳7为多个时,负极耳7要依次水平整齐叠放,确保负极耳7叠层与电池金属壳5紧密结合。
95.根据上述试验可以看出,根据本发明的方法焊接后的焊接拉力值明显高于对比实施例一种的焊接拉力值。
96.还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、商品或者设备中还存在另外的相同要素。
97.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1