一种超细金刚线母线制备方法与流程
1.本发明涉及金刚线制备技术领域,具体涉及一种超细金刚线母线制备方法。
背景技术:
2.金刚线随着线材市场的不断发展,产品的推陈出新和迭代速度不断加快。最近5年中,金刚线用母线的线径每年降低5-10um。
3.目前金刚线母线主要规格为40-45um母线,经过新车台30道次塔轮拉拔,申请号为201910322397.9的专利公开了一种金刚线母线及其制备方法,该方法制得的金刚线母线不需要在现行的电镀黄铜的母线钢丝上再进行化学镀镍,更环保。但是由于金刚线母线结构和制造工艺的限制,生产金刚线50um以上母线拉拔使用25-27模拉丝工艺,随着强度提高,总压缩率增加,拉拔道次不足,金刚线母线断丝率增加,由于塔轮直径尺寸固定,拉拔过程存在1-5%滑移,易出现圈径不稳定的异常情况,合格率低,因此为确保强度,制备的金刚线母线难以达到超细直径。需要提供一种超细金刚线母线制备方法,增加拉拔道次,确保制备的金刚线母线强度的同时可细化金刚线母线直径,且避免出现圈径不稳定的情况,提高成材率。
技术实现要素:
4.本发明要解决的技术问题是提供一种超细金刚线母线制备方法,能够解决现有技术中随着强度提高拉拔道次不足、金刚线母线断丝率增加、易出现圈径不稳定的异常情况、合格率低、为确保合格率制备的金刚线母线难以达到超高强度的问题。
5.为解决上述技术问题,本发明的技术方案为:包括以下步骤:s1、将直径为d1的原料进行湿拉,湿拉通过湿拉机进行,湿拉为5-27道次拉拔,每道次压缩率10-25%,每道次塔轮绕行2-5圈,得到钢丝直径为d2,d2为0.04mm-0.08mm。
6.s2、将直径d2的钢丝经过卷筒拉拔装置进行拉拔,在卷筒拉拔装置内进行1-8道次拉拔,每道次压缩率10-25%,得到金刚线母线,制得的金刚线母线直径为d3,d3为0.02mm-0.06mm。
7.进一步地,所述步骤s1中,原料为碳含量0.8-1.1%的钢丝,直径d1为0.4-0.8mm,热处理后组织为索氏体。
8.进一步地,所述步骤s1中,湿拉机拉拔时,拉拔的1-3组塔轮拉拔总压缩率为92-99.99%。
9.进一步地,所述步骤s1中,湿拉机的拉拔塔轮通过同一电机驱动,电机的输出轴分别通过同步带与拉拔塔轮的安装轴连接实现拉拔塔轮的同步驱动。
10.进一步地,所述步骤s1中,湿拉的拉拔每组塔轮2-10道次拉拔,每个道次转速相同,塔轮尺寸不同,各道次拉拔延伸率1-6%。
11.进一步地,所述步骤s2中,卷筒拉拔装置由1-8个电机分别控制1-8道次拉拔的卷筒,根据张力臂感应的张力进行卷筒的转速的调节,从而调节拉拔张力。
12.进一步地,所述步骤s2中,卷筒拉拔装置的每道次卷筒直径为100mm-500mm。
13.进一步地,所述步骤s2中,卷筒拉拔装置每道次拉拔压缩率为5%-25%,拉拔速度为4-10米/秒。
14.进一步地,所述步骤s2中,卷筒拉拔装置包括外箱体,所述外箱体一侧上方设有进线口,另一侧上方设有出线口,外箱体内部设有过线轮、卷筒和模盒,所述过线轮安装于进线口和出线口侧面;所述模盒上对应安装有拉丝模具,模盒上安装的拉丝模具的出线端对应设有卷筒,模盒包括第一模盒和第二模盒,所述第一模盒水平安装,所述第二模盒竖向安装,所述卷筒设有数个,数个卷筒分别通过数个独立的伺服电机驱动转动,数个卷筒的一侧分别与数个张力臂对应设置,所述钢丝在卷筒的带动下经过拉丝模具进行拉拔,钢丝绕过卷筒后再通过张力臂,通过张力臂进行钢丝张力的感应;靠近进线口的所述过线轮下方设有用于出线端在下方的拉丝模具安装的第一模盒,所述第一模盒对应的卷筒侧面的张力臂的出线端设有第二模盒,所述第二模盒上安装的拉丝模具的出线端位于侧面,第二模盒对应的卷筒侧面的张力臂的出线端也设有第一模盒,该第一模盒上安装的拉丝模具的出线端位于上方,该第一模盒对应的卷筒侧面的张力臂位于靠近出线口的过线轮侧面;用于出线端位于侧面的拉丝模具安装的第二模盒与用于出线端位于上方的拉丝模具安装的第一模盒通过同一个安装架安装;所述安装架设有数个,数个安装架按照相同的方式分别安装第一模盒和第二模盒,实现外箱体内数个拉丝模具的安装,通过安装架上安装的第一模盒和第二模盒,实现钢丝拉拔方向的转换。
15.进一步地,所述张力臂与控制器电连接,张力臂将感应到的钢丝张力信息传输给控制器,所述控制器与数个伺服电机分别电连接,控制器根据张力臂的感应信息分别控制对应的伺服电机的转速,以控制各个卷筒的转速,对应调整拉拔的钢丝的张力;所述安装架为l型结构,出线端位于上方的第一模盒安装于安装架的顶部,出线端位于侧面的第二模盒安装于安装架的一侧,所述安装架与外箱体通过螺栓连接固定。
16.本发明的优点在于:增加原湿拉机拉拔道次,且在原有的湿拉机的基础上,通过卷筒拉拔装置增加1-8拉拔道次,细化金刚线母线直径,金刚线母线断丝率降低,卷筒拉拔装置的伺服电机单独控制相应的卷筒,可单独控制拉拔的张力,单道次拉拔滑移量根据伺服电机动态匹配,减少钢丝拉拔过程打滑,单道次滑移量接近零,即可增加1-8道次无滑移拉拔,避免出现圈径不稳定的情况,且拉拔压缩率可以5-25%随时调整,避免了塔伦尺寸的限制,确保制备的金刚线母线强度的同时可细化直径、提高成材率。
附图说明
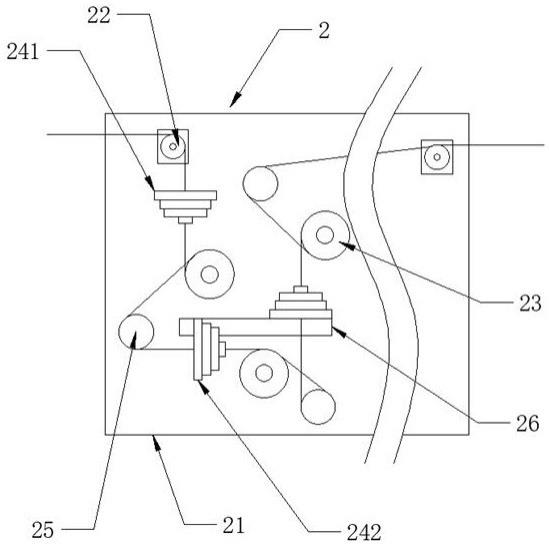
17.图1为本发明的卷筒拉拔装置的结构示意图。
具体实施方式
18.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施方式,对本发明进行进一步详细说明。下面的实施例可以使本专业的技术人员更全面地理
解本发明,但并不因此将本发明限制在所述的实施例范围之中。
19.本具体实施方式采用如下技术方案:包括以下步骤:s1、将直径为d1的原料进行湿拉,原料为碳含量0.8-1.1%的钢丝,直径d1为0.4-0.8mm,热处理后组织为索氏体,湿拉通过湿拉机进行,湿拉为5-27道次拉拔,每道次压缩率10-25%,每道次塔轮绕行2-5圈,得到钢丝直径为d2,d2为0.04mm-0.08mm。
20.湿拉机拉拔时,拉拔的1-3组塔轮拉拔总压缩率为92-99.99%,湿拉机的拉拔塔轮通过同一电机驱动,电机的输出轴分别通过同步带与拉拔塔轮的安装轴连接实现拉拔塔轮的同步驱动。
21.湿拉的拉拔每组塔轮2-10道次拉拔,每个道次转速相同,塔轮尺寸不同,各道次拉拔延伸率1-6%。
22.s2、将直径d2的钢丝经过卷筒拉拔装置进行拉拔,在卷筒拉拔装置内进行1-8道次拉拔,每道次压缩率10-25%,得到金刚线母线,制得的金刚线母线直径为d3,d3为0.02mm-0.06mm。
23.卷筒拉拔装置由1-8个电机分别控制1-8道次拉拔的卷筒,根据张力臂感应的张力进行卷筒的转速的调节,从而调节拉拔张力;卷筒拉拔装置的每道次卷筒直径为100mm-500mm;卷筒拉拔装置每道次拉拔压缩率为5%-25%,拉拔速度为4-10米/秒。
24.如图1所示,步骤s2中的卷筒拉拔装置2包括外箱体21,外箱体21靠近塔轮拉拔机构1的一侧上方设有进线口,外箱体21远离塔轮拉拔机构1的一侧上方设有出线口,外箱体21内部设有过线轮22、卷筒23和模盒,过线轮22设有两个,分别安装于进线口和出线口侧面,过线轮22对钢丝进行导向,用于钢丝的转向,使得钢丝能够顺利进入拉丝模具。
25.模盒上对应安装有拉丝模具,模盒上安装的拉丝模具的出线端对应设有卷筒23,模盒包括第一模盒241和第二模盒242,第一模盒241水平安装,第二模盒242竖向安装,卷筒23设有数个,数个卷筒23分别通过数个独立的伺服电机驱动转动,伺服电机图中未示出,伺服电机的输出轴通过联轴器与卷筒23中间固定套设的驱动轴连接,伺服电机驱动驱动轴转动,带动卷筒23转动,数个卷筒23的一侧分别与数个张力臂25对应设置,钢丝在卷筒23的带动下经过拉丝模具进行拉拔,钢丝绕过卷筒23后再通过张力臂25,通过张力臂25进行钢丝张力的感应。
26.张力臂25与控制器电连接,控制器安装于外箱体21内部,张力臂25将感应的钢丝张力信息传输给控制器,控制器与数个伺服电机分别电连接,控制器根据张力臂25的感应信息控制对应的伺服电机转速,以控制各个卷筒23的转速,对应调整拉拔的钢丝的张力大小,以上所述的张力臂25、控制器、伺服电机、拉丝模具等部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本领域技术人员可通过技术手册得知或通过常规实验方法获知的,不再阐述。
27.靠近进线口的过线轮22下方设有用于出线端在下方的拉丝模具安装的第一模盒241,第一模盒241对应的卷筒23侧面的张力臂25的出线端设有竖向安装的第二模盒242,第二模盒242上安装的拉丝模具的出线端位于侧面,第二模盒242对应的卷筒23侧面的张力臂25的出线端也设有第一模盒241,该第一模盒241上安装的拉丝模具的出线端位于上方,该第一模盒241对应的卷筒23侧面的张力臂25位于靠近出线口的过线轮22侧面,经卷筒拉拔装置2拉拔后的金刚线母线经过线轮22引导由外箱体21的出线口输出。
28.卷筒拉拔装置2中,拉拔模具安装时设置底部、侧面、顶部不同的出线端,通过不同方向设置的第一模盒241和第二模盒242进行安装,可在外箱体21有限的空间内,设置多道拉拔模具,钢丝可转换不同的方向进行拉拔,空间利用率提升。
29.用于出线端位于侧面的拉丝模具安装的第二模盒242与用于出线端位于上方的拉丝模具安装的第一模盒241通过同一个安装架26安装,安装架26为l型结构,出线端位于上方的第一模盒241安装于安装架26的顶部,出线端位于侧面的第二模盒242安装于安装架26的一侧,安装架26与外箱体21通过螺栓连接固定,侧面和顶部出线的拉拔模具对应的模盒通过同一个安装架26安装,安装架26只需将靠近外箱体21的一面与外箱体21通过螺栓安装,另一面悬空设置,不需另外安装,安装一次即可实现两个模盒的安装。
30.卷筒拉拔装置2对钢丝拉拔时,钢丝由进线口进入外箱体21内部,经数道拉丝模具进行拉拔,每道拉丝模具均配置各自的卷筒23,每个卷筒23通过独立伺服电机控制,钢丝在卷筒23带动下经过相应拉丝模具进行拉拔,钢丝绕过卷筒23后再通过张力臂25,通过张力臂25进行钢丝张力感应,感应的张力信息传递给控制器,控制器根据张力情况控制伺服电机转速,从而调整卷筒23转速,每道次的拉拔可通过对应卷筒23调整转速来调整钢丝拉拔张力,拉拔时滑移量减少,减少钢丝拉拔过程打滑,降低钢丝小圈的产生,提高金刚线母线合格率;卷筒拉拔装置2中,拉拔模具安装时设置底部、侧面、顶部不同的出线端,可在外箱体21有限的空间内,设置多道拉拔模具,空间利用率提升,侧面和顶部出线的拉拔模具对应的模盒通过同一个安装架26安装,安装架26只需安装一次即可实现两个模盒的安装,安装效率提升。
31.安装架26设有数个,数个安装架26按照相同的方式分别安装第一模盒241和第二模盒242,实现外箱体21内数个拉丝模具的安装,通过安装架26上安装的第一模盒241和第二模盒242,实现钢丝拉拔方向的转换,更好地利用外箱体21内部空间。
32.实施例1:制备直径d3为0.045mm的金刚线母线采用如下技术方案:包括以下步骤:s1、将直径0.53mm、碳含量0.92%的原料通过27模拉丝机,每道次压缩率15-20%,每道次塔轮绕行2-5圈,得到直径0.0515-0.0519mm的钢丝,各道次延伸率2-5%,各道次拉拔直径如表1所示。
33.表1:步骤s1中各道次拉拔直径(mm)
s2、将直径0.0515-0.0519mm的钢丝经过卷筒拉拔装置2进行拉拔,卷筒拉拔装置2为3道次拉拔,钢丝每道次绕卷筒2-5圈,卷筒23的直径为200-300mm,每道次压缩率10-25%,前两道次直径为0.0482-0.486mm,0.0452-0.0456mm,最后根据0.045mm模具拉拔得到的金刚线母线直径d3为0.045mm,确保金刚线母线强度的同时直径细化,且能够保证金刚线母线合格率。
34.实施例2:制备直径d3为0.042mm的金刚线母线采用如下技术方案:包括以下步骤:s1、将直径0.53mm、碳含量0.92%原料通过27模拉丝机,每道次压缩率15-22%,每道次塔轮绕行2-5圈,得到直径0.0561-0.0565mm的钢丝,各道次延伸率2-5%,各道次拉拔直径如表2所示。
35.表2:步骤s1中各道次拉拔直径(mm)
s2、将直径0.0561-0.0565mm钢丝经过卷筒拉拔装置2进行拉拔,卷筒拉拔装置2为5道次拉拔,钢丝每道次绕卷筒2-5圈,卷筒23直径为200-300mm,压缩率10-25%,前4道次直径为0.0523-0.0527mm,0.0484-0.488mm,0.0450-0.0454mm,0.0450-0.0454mm,0.042mm模具拉拔得到的金刚线母线直径d3为0.042mm,确保金刚线母线强度的同时直径细化,且能够保证金刚线母线合格率。
36.本具体实施方式增加原湿拉机拉拔道次,且在原有的湿拉机的基础上,通过卷筒拉拔装置增加1-8拉拔道次,金刚线母线断丝率降低,卷筒拉拔装置的伺服电机单独控制相应的卷筒,可单独控制拉拔的张力,单道次拉拔滑移量根据伺服电机动态匹配,减少钢丝拉拔过程打滑,单道次滑移量接近零,即可增加1-8道次无滑移拉拔,避免出现圈径不稳定的情况,确保制备的金刚线母线强度的同时提高成材率,且拉拔压缩率可以5-25%随时调整,避免了塔伦尺寸的限制。
37.以上显示和描述了本发明的基本原理和主要特征以及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1