一种用于同轴圆管件的自动焊接设备的制作方法
一种用于同轴圆管件的自动焊接设备
【技术领域】
1.本发明涉及一种用于同轴圆管件的自动焊接设备。
背景技术:
2.一些如培训桌、体验台、收银台、茶几、边柜、精品柜、扫地机展柜、中岛配件柜、手机柜等桌椅柜通常包括由多条支撑圆管件或连接圆管件相互连接组装构成。
3.为了提高结构强度和便于组装,该桌椅柜中的支撑圆管件或连接圆管件通常包括至少两段支撑圆管段100以及位于两段支撑圆管段100之间的安装卡件200,且安装卡件200与支撑圆管段100端部焊接连接,如图13所示。
4.但是,如今圆管件焊接通常由人工手持焊接装置以进行焊接工作,在人工焊接过程中,不能够保证两段支撑圆管段准确定位对齐而不能确保两段支撑圆管段中心轴线轴处于同一轴线上,致使焊接出来的圆管件存在质量不能够得到保证和导致整根圆管件中心轴线的弯曲的问题,影响桌椅柜的整体结构,另外人工焊接还存在焊接效果差和焊接效率低的问题。
5.为此,本发明即针对上述问题而研究提出。
技术实现要素:
6.本发明目的是克服了现有技术的不足,提供一种用于同轴圆管件的自动焊接设备,可以改善现有技术存在的问题,能够确保两管段之间同轴焊接,提高焊接后管段的可靠性,具有焊接效率高,焊接效果好的特点。
7.本发明是通过以下技术方案实现的:
8.一种用于同轴圆管件的自动焊接设备,包括机架1,所述机架1上设有可沿机架1x轴方向移动的中间底板11,所述中间底板11上设有焊接组件2,所述焊接组件2与中间底板11之间设有用于驱使焊接组件2沿机架1y轴方向移动的第一驱动组件3。
9.所述机架1上且位于中间底板11两侧分别设有可沿机架1x轴方向移动的侧底板12,每一所述侧底板12上设有竖向板13,每一所述竖向板13上且朝向焊接组件2一侧可转动地安装有用于定位装夹管段100的卡盘4,且两所述卡盘4的轴心线处于同一轴线上以使得分别被两卡盘4定位装夹的两管段100中心轴线处于同一轴线上,所述机架1与两所述卡盘4之间设有用于同时驱使两卡盘4同步转动的第二驱动组件5。
10.所述第二驱动组件5包括设在机架1上的第二驱动电机51和设在卡盘4上的卡盘外齿轮54,所述第二驱动电机51输出轴上连接有可转动地设在机架1上且沿机架1x轴方向延伸设置的第二驱动转轴52,所述第二驱动转轴52上套设有能与卡盘外齿轮54啮合的第二驱动外齿轮53,所述第二驱动外齿轮53与第二驱动转轴52之间设有能保持第二驱动外齿轮53随第二驱动转轴52同轴转动且能使第二驱动外齿轮53沿第二驱动转轴52长度方向滑动的第二限位结构55。
11.所述中间底板11和侧底板12分别与机架1之间相应设有能使中间底板11、侧底板
12相对机架1定位固定的底板锁紧组件6。
12.如上所述一种用于同轴圆管件的自动焊接设备,所述第二限位结构55包括设在第二驱动转轴52上且沿其长度方向延伸设置的第二限位卡槽551和设在第二驱动外齿轮53内壁上且与第二限位卡槽551限位配合的第二限位卡舌552。
13.如上所述一种用于同轴圆管件的自动焊接设备,所述中间底板11和侧底板12分别与机架1之间相应设有能使中间底板11、侧底板12相对机架1滑动的底板滑动组件7,所述底板滑动组件7包括设在机架1上且沿机架1x轴方向延伸设置的底板滑动轨道71和分别设在中间底板11、侧底板12上且与底板滑动轨道71滑动连接的底板滑块72。
14.如上所述一种用于同轴圆管件的自动焊接设备,所述竖向板13上设有当卡盘4转动时用于辅助卡盘4稳定顺畅转动的辅助轮组131。
15.如上所述一种用于同轴圆管件的自动焊接设备,所述底板锁紧组件6包括设在机架1上且沿机架1x轴方向延伸设置的锁定横杆61和分别设在中间底板11、侧底板12上且可套设于锁定横杆61上的锁定夹套62,所述锁定夹套62上设有与锁定夹套62内腔相通的开口槽621,所述锁定夹套62上连接有用于打开或关闭开口槽621以使锁定夹套62相对锁定横杆61松开或锁紧的锁定杆622。
16.如上所述一种用于同轴圆管件的自动焊接设备,所述卡盘4包括可转动地安装在竖向板13上的底盘41和可滑动地且呈环形均匀分布在底盘41上的三个或四个卡爪42,每一所述卡爪42与底盘41之间分别设有能使卡爪42相对底盘41滑动的卡爪滑动锁紧组件43,所述竖向板13上设有用于操作卡爪滑动锁紧组件43工作的卡爪驱动组件44。
17.如上所述一种用于同轴圆管件的自动焊接设备,所述底盘41上设有供卡爪42滑动连接的底盘安装槽411;所述卡爪滑动锁紧组件43包括由卡爪42与底盘41构成的竖向螺纹孔431和螺纹连接在竖向螺纹孔431内的竖向丝杆432,所述竖向丝杆432周壁上设有环形卡槽4321,所述底盘41上设有与竖向螺纹孔431相通的横向连孔433,所述横向连孔433内设有能卡入环形卡槽4321内以阻止竖向丝杆432相对底盘41往底盘41中心轴线方向或远离底盘41中心轴线方向移动的横向卡杆434,所述卡爪驱动组件44用于驱使竖向丝杆432相对底盘41转动以驱使卡爪42相对底盘41往底盘41中心轴线方向或远离底盘41中心轴线方向滑动。
18.如上所述一种用于同轴圆管件的自动焊接设备,所述卡爪驱动组件44包括设在竖向板13上的安装连板441,所述安装连板441上设有滑动连板443,所述滑动连板443与安装连板441之间设有用于驱使滑动连板443相对安装连板441往卡盘4一侧移动或往远离卡盘4一侧移动的伸缩气缸442;所述滑动连板443上设有伺服电机444,所述伺服电机444转动轴上连接有能驱使竖向丝杆432相对底盘41转动的驱动杆445。
19.如上所述一种用于同轴圆管件的自动焊接设备,所述底盘41上连接有与其同步转动的底盘齿轮412,所述侧底板12上设有编码器121,所述编码器121连接有与底盘齿轮412啮合的编码齿轮122。
20.如上所述一种用于同轴圆管件的自动焊接设备,所述第一驱动组件3包括设在中间底板11上的第一驱动电机31和可转动地设在中间底板11上的第一丝杆33,所述第一驱动电机31转动轴上设有主动轮311,所述第一丝杆33上且靠近第一驱动电机31一端设有从动轮331,所述从动轮331与主动轮311之间通过同步带32传动连接;所述第一驱动组件3还包括可滑动地设在中间底板11上且与第一丝杆33螺纹连接以被第一丝杆33驱使滑动的第一
滑动板34,所述焊接组件2设在第一滑动板34上。
21.与现有技术相比较,本发明具有如下优点:
22.1、本发明通过在机架上设有两个其轴心线处于同一轴线上且用于定位装夹管段的卡盘,为此能够使得被两卡盘相应定位装夹的两管段中心轴线处于同一轴线上;同时所述机架与两所述卡盘之间设有用于同时驱使两卡盘同步转动的第二驱动组件,能够确保两卡盘带动两管段同步且同方向转动,避免在焊接过程中两管段出现转动不同步而造成两管段焊接效果差的问题;另外本发明仅需要一个动力源即可同时控制两卡盘转动,具有结构简单、制造成本低的特点。
23.2、本发明能够确保两管段之间同轴焊接,提高焊接后管段的可靠性,具有焊接效率高,焊接效果好的特点。
24.3、所述第二驱动外齿轮与第二驱动转轴之间设有能保持第二驱动外齿轮随第二驱动转轴同轴转动且能使第二驱动外齿轮沿第二驱动转轴长度方向滑动的第二限位结构,具有设计合理的特点。
【附图说明】
25.下面结合附图对本发明的具体实施方式作进一步详细说明,其中:
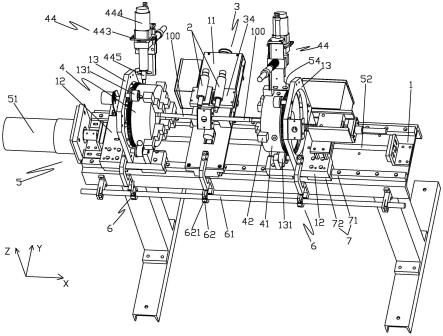
26.图1为本发明的整体立体图之一。
27.图2为本发明的整体立体图之二。
28.图3为本发明的整体立体图之三。
29.图4为本发明的整体主视图。
30.图5为本发明的整体剖视图。
31.图6为本发明的局部剖视图。
32.图7为本发明的第二驱动组件的剖视图。
33.图8为本发明的卡盘和卡爪驱动组件的结构示意图。
34.图9为本发明的卡盘的结构示意图。
35.图10为本发明的卡盘的剖视图。
36.图11为本发明的第一驱动组件的结构示意图。
37.图12为本发明的锁定夹套的侧视图。
38.图13为本发明的管段和安装卡件焊接好时的结构示意图。
【具体实施方式】
39.下面结合附图1-13对本发明的实施方式作详细说明。
40.如图1-13所示,本发明一种用于同轴圆管件的自动焊接设备,包括机架1,所述机架1上设有可沿机架1x轴方向移动的中间底板11,所述中间底板11上设有焊接组件2,所述焊接组件2与中间底板11之间设有用于驱使焊接组件2沿机架1y轴方向移动的第一驱动组件3。所述焊接组件2为焊枪等,且所述焊枪的数量为两组,两组焊枪的焊头分别和所述管段与安装卡件之间的焊接缝隙对齐。
41.所述机架1上且位于中间底板11两侧分别设有可沿机架1x轴方向移动的侧底板12,每一所述侧底板12上设有竖向板13,每一所述竖向板13上且朝向焊接组件2一侧可转动
地安装有用于定位装夹管段100的卡盘4,且两所述卡盘4的轴心线处于同一轴线上以使得分别被两卡盘4定位装夹的两管段100中心轴线处于同一轴线上,所述机架1与两所述卡盘4之间设有用于同时驱使两卡盘4同步转动的第二驱动组件5。
42.所述第二驱动组件5包括设在机架1上的第二驱动电机51和设在卡盘4上的卡盘外齿轮54,所述第二驱动电机51输出轴上连接有可转动地设在机架1上且沿机架1x轴方向延伸设置的第二驱动转轴52,所述第二驱动转轴52上套设有能与卡盘外齿轮54啮合的第二驱动外齿轮53,所述第二驱动外齿轮53与第二驱动转轴52之间设有能保持第二驱动外齿轮53随第二驱动转轴52同轴转动且能使第二驱动外齿轮53沿第二驱动转轴52长度方向滑动的第二限位结构55。
43.所述中间底板11和侧底板12分别与机架1之间相应设有能使中间底板11、侧底板12相对机架1定位固定的底板锁紧组件6。本发明通过在机架上设有两个其轴心线处于同一轴线上且用于定位装夹管段的卡盘,为此能够使得被两卡盘相应定位装夹的两管段中心轴线处于同一轴线上;同时所述机架与两所述卡盘之间设有用于同时驱使两卡盘同步转动的第二驱动组件,能够确保两卡盘带动两管段同步且同方向转动,避免在焊接过程中两管段出现转动不同步而造成两管段焊接效果差的问题,为此本发明能够确保两管段之间同轴焊接,提高焊接后管段的可靠性,具有焊接效率高,焊接效果好的特点;另外本发明仅需要一个动力源即可同时控制两卡盘转动,具有结构简单、制造成本低的特点。
44.在焊接时,工作人员将两管段100分别放置于两卡盘4上进行定位装夹,接着将安装卡件200放置于两管段100之间,然后操作一卡盘4带动一管段100往另一卡盘4方向移动而使两管段100将安装卡件200夹紧,再操作底板锁紧组件6将侧底板12相对机架1定位固定,之后第二驱动电机51通过第二驱动转轴52带动两第二驱动外齿轮53同步转动,在上述两第二驱动外齿轮53转动过程中,第二驱动外齿轮53驱使卡盘外齿轮54转动,即使得两卡盘4带动两管段100同步且同方向转动,此刻焊接组件可对管段与安装卡件200进行焊接作业,待焊接完成后,第一驱动组件3驱使焊接组件往远离安装卡件一侧移动,第二驱动组件撤销对卡盘的驱动力,之后卡盘松开对管段100的装夹,此时工作人员将已完成焊接的管段从卡盘上卸下,实现自动焊接,能够确保焊接组件精准且稳定地对安装卡件与管段间的焊接缝隙进行焊接作业,有效保证焊接质量和焊接效率。
45.所述第二限位结构55包括设在第二驱动转轴52上且沿其长度方向延伸设置的第二限位卡槽551和设在第二驱动外齿轮53内壁上且与第二限位卡槽551限位配合的第二限位卡舌552,能够确保第二驱动外齿轮53在卡盘移动位置后始终可与卡盘外齿轮54对齐啮合,保证第二驱动组件5稳定工作。
46.所述中间底板11和侧底板12分别与机架1之间相应设有能使中间底板11、侧底板12相对机架1滑动的底板滑动组件7,所述底板滑动组件7包括设在机架1上且沿机架1x轴方向延伸设置的底板滑动轨道71和分别设在中间底板11、侧底板12上且与底板滑动轨道71滑动连接的底板滑块72。在需要移动卡盘或焊接组件时,底板滑动组件7能够确保中间底板11、侧底板12相对机架稳定且顺畅的滑动,提高移动效率和保证本发明结构的稳定性,同时中间底板11和两侧底板12均位于底板滑动轨道71上滑行,保证中间底板11中心轴线和两侧底板12的中心轴线处于同一轴线上,即使两卡盘4轴心线处于同一轴线上。
47.所述竖向板13上设有当卡盘4转动时用于辅助卡盘4稳定顺畅转动的辅助轮组
131,能够确保卡盘稳定顺畅转动,进而保证被卡盘定位装夹的管段稳定转动,避免在焊接过程中两管段出现错位偏移等现象,影响焊接质量。
48.所述底板锁紧组件6包括设在机架1上且沿机架1x轴方向延伸设置的锁定横杆61和分别设在中间底板11、侧底板12上且可套设于锁定横杆61上的锁定夹套62,所述锁定夹套62上设有与锁定夹套62内腔相通的开口槽621,所述锁定夹套62上连接有用于打开或关闭开口槽621以使锁定夹套62相对锁定横杆61松开或锁紧的锁定杆622。在本实施方式中,所述锁定杆622为与锁定夹套62上螺纹连接的锁定螺纹杆,在使用时,工作人员根据需求以操作锁定螺纹杆以将开口槽621打开或关闭,从而使得锁定夹套62相对锁定横杆61松开或锁紧,具有操作便捷的特点。
49.为了提高对管段定位装夹效果,进而确保焊接质量,所述卡盘4包括可转动地安装在竖向板13上的底盘41和可滑动地且呈环形均匀分布在底盘41上的三个或四个卡爪42,每一所述卡爪42与底盘41之间分别设有能使卡爪42相对底盘41滑动的卡爪滑动锁紧组件43,所述竖向板13上设有用于操作卡爪滑动锁紧组件43工作的卡爪驱动组件44。
50.为了确保卡爪42相对底盘41稳定滑动以及使卡爪42稳定装夹管段100,所述底盘41上设有供卡爪42滑动连接的底盘安装槽411,能够使得卡爪42相对底盘稳定滑动和连接稳定;所述卡爪滑动锁紧组件43包括由卡爪42与底盘41构成的竖向螺纹孔431和螺纹连接在竖向螺纹孔431内的竖向丝杆432,所述竖向丝杆432周壁上设有环形卡槽4321,所述底盘41上设有与竖向螺纹孔431相通的横向连孔433,所述横向连孔433内设有能卡入环形卡槽4321内以阻止竖向丝杆432相对底盘41往底盘41中心轴线方向或远离底盘41中心轴线方向移动的横向卡杆434,所述卡爪驱动组件44用于驱使竖向丝杆432相对底盘41转动以驱使卡爪42相对底盘41往底盘41中心轴线方向或远离底盘41中心轴线方向滑动。
51.所述卡爪驱动组件44包括设在竖向板13上的安装连板441,所述安装连板441上设有滑动连板443,所述滑动连板443与安装连板441之间设有用于驱使滑动连板443相对安装连板441往卡盘4一侧移动或往远离卡盘4一侧移动的伸缩气缸442;所述滑动连板443上设有伺服电机444,所述伺服电机444转动轴上连接有能驱使竖向丝杆432相对底盘41转动的驱动杆445。在对管段100进行装夹时,伸缩气缸442驱使滑动连板443带动伺服电机444往卡盘4一侧移动,直至驱动杆445与竖向丝杆432配合,接着伺服电机444通过驱动杆445驱使竖向丝杆432相对底盘41转动,在竖向丝杆432转动过程中,竖向丝杆432驱使卡爪42相对底盘41往远离底盘41中心轴线方向滑动,如图10所示,待卡爪驱动组件44将需要相对底盘41往远离底盘41中心轴线方向滑动的卡爪42操作完成时,即卡爪42撤销对管段100装夹。
52.所述底盘41上连接有与其同步转动的底盘齿轮412,所述侧底板12上设有编码器121,所述编码器121连接有与底盘齿轮412啮合的编码齿轮122,能够更好记录卡盘转动圈数以便于控制管段转动圈数,保证焊接组件对管段与安装卡件间焊接位的焊接质量。
53.所述第一驱动组件3包括设在中间底板11上的第一驱动电机31和可转动地设在中间底板11上的第一丝杆33,所述第一驱动电机31转动轴上设有主动轮311,所述第一丝杆33上且靠近第一驱动电机31一端设有从动轮331,所述从动轮331与主动轮311之间通过同步带32传动连接;所述第一驱动组件3还包括可滑动地设在中间底板11上且与第一丝杆33螺纹连接以被第一丝杆33驱使滑动的第一滑动板34,所述焊接组件2设在第一滑动板34上。在工作时,第一驱动电机31驱使主动轮311转动,则主动轮311通过同步带32带动从动轮331,
即第一丝杆33转动以驱使第一滑动板34带动焊接组件相对中间底板11滑动,具有工作稳定的特点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1