一种门架焊接工装的制作方法
1.本技术涉及门架焊接工装的技术领域,尤其是涉及一种门架焊接工装。
背景技术:
2.叉车门架是叉车取物装置的主要承重结构。提升货物的机构,又称为门架,由内门架、外门架、货叉架、货叉、链轮、链条、起升油缸和倾斜油缸等组成。
3.外门架201包括一对槽钢2011、上横梁总成、下横梁总成、中横梁2020、中横架2021,槽钢2011一侧设置支座2022,上横梁总成包括一个上横梁2012、与上横梁2012平行设置的两个断梁2013,断梁2013与上横梁2012之间设置有上竖梁2014,两个上竖梁2014呈平行设置,下横梁总成包括平行设置的下横梁2015、下横架2016,下横梁2015和下横架2016之间设置有两个下竖梁2017,两个下竖梁2017呈平行设置,两个下竖梁2017上端均设置有铰接座2018,铰接座2018上设置有铰接孔2019,如附图1所示。
4.现有门架焊接工装中通常采用多个独立定位机构对槽钢进行定位,且需要分别手动操作单个定位机构对槽钢进行定位,焊接完成后则需要一一解除定位,操作较为繁琐,有待改进。
技术实现要素:
5.为了解决门架定位操作繁琐的问题,本技术提供一种门架焊接工装。
6.本技术提供的一种门架焊接工装采用如下的技术方案:一种门架焊接工装,其特征在于:包括工装台,所述工装台上设置有用于对槽钢进行定位的第一定位模块、用于对上横梁进行定位的第二定位模块、用于对上竖梁进行定位的第三定位模块、用于对断梁进行定位的第四定位模块、用于对中横梁进行定位的第五定位模块、用于对中横架进行定位的第六定位模块、用于对下横梁进行定位的第七定位模块、用于对铰接座进行定位的第八定位模块、用于对下横架进行定位的第九定位模块、用于限制槽钢滑移的止动件、用于对支座进行定位的夹紧件;所述第一定位模块包括两个滑移设置于工装台上的定位块、设置于工装台上且用于驱动两个定位块朝相互靠近或远离的方向滑移的联动机构;所述定位块能够与对应槽钢的一侧抵接,所述第一定位模块还包括与定位块一一对应的定位件,所述定位件能够与对应槽钢的另一侧抵接。
7.通过采用上述技术方案,将两个槽钢放置于工装台上且沿工装台的长度方向排布,槽钢的一端与止动件抵接,同时第一定位模块对槽钢进行定位,第二定位模块对上横梁进行定位,第三定位模块对上竖梁进行定位,第四定位模块对断梁进行定位,第五定位模块对中横梁进行定位,第六定位模块对中横架进行定位,第七定位模块对下横梁进行定位,第八定位模块对铰接座进行定位,第九定位模块对下横架进行定位,夹紧件对支座进行定位,便于进行部件焊接于槽钢上,并且多个部件能够同时定位,又能够同时解除定位,使定位操作更为便捷,提高工作效率,提高焊接的效果;
联动机构驱动两个定位块朝相互远离的方向滑移,定位块分别与对应槽钢的一侧抵接,定位件对槽钢的另一侧抵接,以实现对槽钢的定位。
8.可选的,所述联动机构包括滑移设置于工装台上的联动板、设置于工装台上且用于驱动联动板滑移的第一升降气缸,所述联动板的两侧的间距沿联动板的长度方向逐级递减,两个所述定位块分别位于联动板的两侧,所述定位块上设置有与联动板的一侧抵接的滑轮,所述工装台上设置有用于带动定位块朝相互靠近的方向滑移的弹性件;所述夹紧件包括滑移设置于工装台上且与槽钢一一对应的夹紧臂、滑移设置于夹紧臂上且用于承载支座的托块,所述工装台上设置有用于驱动夹紧臂滑移的夹持气缸,所述夹紧臂上设置有用于驱动托块滑移的托举气缸。
9.通过采用上述技术方案,第一升降气缸带动联动板滑移,当定位块从联动板两侧间距小的位置朝间距大的位置滑移时,滑轮沿联动板的侧壁滑移,两个定位块朝相互远离的方向滑移,且定位块滑移至与槽钢抵接,弹性件受力产生弹性形变,确保滑轮与联动板的侧壁贴合;解除定位,定位块从联动板两侧间距大的位置朝间距小的位置滑移,弹性件弹性复位,确保滑轮与联动板的侧壁贴合,使两个定位块朝相互靠近的方向滑移;托举气缸带动托块,托块带动支座至需要的高度,夹持气缸带动夹紧臂,使支座与槽钢抵接,提高槽钢定位的稳定性,提高焊接的效果。
10.可选的,所述第二定位模块包括设置于工装台上且用于承载上横梁的承载架、滑移设置于承载架上的第一抵接板,所述承载架上设置有能够与上横梁抵接的延伸板,所述承载架上设置有驱动第一抵接板滑移的第一推动气缸,所述工装台上设置有能够与上横梁抵接的抵接臂。
11.通过采用上述技术方案,将上横梁放置于承载架上端,第一推动气缸带动第一抵接板滑移,第一抵接板与上横梁的一侧抵接,使上横梁的另一侧与延伸板的侧壁抵接,实现上横梁的定位;同时,上横梁朝向第一抵接板的一侧与抵接臂的上端抵接,提高上横梁定位的稳定,提高焊接的效果。
12.可选的,所述第三定位模块包括设置于工装台上的导向架、两个滑移设置于导向架上的导向板、设置于导向板上且用于承载上竖梁的第一承载块,所述导向架上设置有多个第一定位孔,所述导向板上设置有卡入对应的第一定位孔内的第一插销。
13.通过采用上述技术方案,导向板沿导向架的长度方向往复滑移,根据需要将导向板滑移至需要的位置,第一插销卡入对应的第一定位孔内,实现导向板与导向架的固定,将上竖梁放置于第一承载块上,使上竖梁与第一承载块的一侧抵接,实现上竖梁的定位,提高焊接的效果。
14.可选的,所述第四定位模块包括设置于工装台上且用于承载断梁的顶块、滑移设置于工装台上的第二抵接板、设置于工装台上且用于驱动第二抵接板滑移的第二推动气缸,所述第二抵接板上设置有插入断梁内的第一抵接块,所述顶块上设置有顶板,所述顶板上设置有滑移于工装台上的滑移部,所述工装台上设置有定位板,所述定位板上设置有多个第二定位孔,所述滑移部上设置有卡入对应的第二定位孔内的第二插销;所述第五定位模块包括设置于工装台上的第二承载块,所述第二承载块用于承载且定位中横梁。
15.通过采用上述技术方案,通过滑移部的滑移,带动顶块的滑移,根据需要将滑移部
滑移至需要的位置,第二插销卡入对应的第二定位孔内,断梁放置于顶块上且与顶块的上端抵接,第二推动气缸带动第二抵接板滑移至与断梁的一侧抵接,第一抵接块插入断梁上的插孔内,断梁的另一侧与顶板的侧壁抵接时,实现断梁的定位,提高焊接的效果,能够对多种规格的断梁进行定位;中横梁放置于第二承载块上,中横梁与第二承载块的一侧抵接,实现定位。
16.可选的,所述工装台上设置有连接臂,所述连接臂上转动设置有夹持块,所述夹持块上设置有供断梁和中横梁卡入的卡槽。
17.通过采用上述技术方案,转动夹持块,使断梁和中横梁的端部卡入卡槽内,实现紧配合,提高断梁和中横梁定位的稳定性,提高焊接的效果。
18.可选的,所述第六定位模块包括两个滑移设置于工装台上的第一连接板、设置于工装台上且用于驱动第一连接板滑移的第一抵紧气缸,所述第一连接板上设置有第一接触块,所述第一接触块上设置有能够与中横架的一侧抵接的第一接触螺钉,所述工装台上设置有用于承载中横架的第三承载块;所述第七定位模块包括两个滑移设置于工装台上的第二连接板、设置于工装台上且用于驱动第二连接板滑移的第二抵紧气缸,所述第二连接板上设置有第二接触块,所述第二接触块上设置有能够与下横梁的一侧抵接的第二接触螺钉,所述工装台上设置有用于承载下横梁的第四承载块。
19.通过采用上述技术方案,中横架放置于第三承载块上且一侧与第三承载块抵接,第一抵紧气缸带动两个第一连接板朝相互远离的方向滑移,带动两个第一接触块朝相互远离的方向滑移,两个第一接触块上的第一接触螺钉分别抵接于中横架两端的内侧,实现中横架的定位,提高焊接的效果;下横梁放置于第四承载块上且一侧与第四承载块抵接,第二抵紧气缸带动两个第二连接板朝相互远离的方向滑移,带动两个第二接触块朝相互远离的方向滑移,两个第二接触块上的第二接触螺钉分别抵接于下横梁两端的内侧,实现下横梁的定位,提高焊接的效果。
20.可选的,所述工装台上设置有定位架,所述第八定位模块包括滑移设置于定位架上且与铰接座一一对应的连接座、设置于定位架上用于驱动连接座滑移的第三抵紧气缸,所述连接座上设置有与铰接孔插接配合的定位牙;所述第九定位模块包括滑移设置于工装台上的第三抵接板、设置于工装台上且用于驱动第三抵接板滑移的第三推动气缸,所述工装台上设置有限位座,所述第三抵接板上设置有插入下横架内的第二抵接块。
21.通过采用上述技术方案,第三抵接气缸带动两个连接座朝相互远离的方向滑移,使定位牙插入铰接孔内,实行对铰接座的定位,提高焊接效果;第三推动气缸推动第三抵接板第二抵接块插入下横梁上的插孔内,第三抵接板推动下横梁与限位座抵接,实现对下横梁的定位,提高焊接效果。
22.可选的,所述工装台上设置有用于驱动定位架升降的第二升降气缸,所述工装台上设置有限位柱,所述定位架上设置有与限位柱滑移配合的限位杆。
23.通过采用上述技术方案,第二升降气缸带动定位架进行升降调节,可根据不同规格的铰接座,对铰接孔进行插接配合;限位杆与限位柱的滑移配合,对定位架的升降起到导
向和限位的作用。
24.可选的,所述工装台上设置有多个传动座、用于驱动传动座升降的第三升降气缸,所述传动座上转动设置有传动轮。
25.通过采用上述技术方案,将槽钢放置于传动轮上,传动轮减少槽钢沿工装台滑移时受到的摩擦阻力;焊接完成后,通过第二升降气缸带动门架抬升,使门架能够沿工装台的长度方向滑移出工装台。
26.综上所述,本技术包括以下至少一种有益技术效果:1、多个部件能够同时定位,又能够同时解除定位,使定位操作更为便捷,提高工作效率,提高焊接的效果;2、将槽钢放置于传动轮上,传动轮减少槽钢沿工装台滑移时受到的摩擦阻力;焊接完成后,通过第二升降气缸带动门架抬升,使门架能够沿工装台的长度方向滑移出工装台;3、第二升降气缸带动定位架进行升降调节,可根据不同规格的铰接座,对铰接孔进行插接配合;限位杆与限位柱的滑移配合,对定位架的升降起到导向和限位的作用。
附图说明
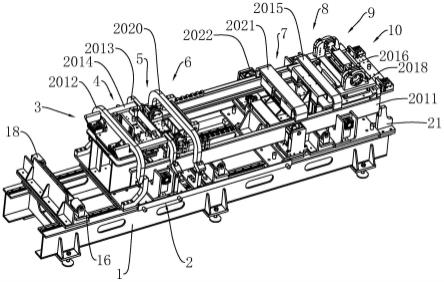
27.图1是外门架的整体结构示意图;图2是本技术实施例和外门架的整体结构示意图;图3是本技术实施例的整体结构示意图;图4是本技术实施例的第一定位模块、第二定位模块和第三定位模块的结构示意图;图5是本技术实施例的第四定位模块和第五定位模块的结构示意图;图6是本技术实施例的第六定位模块的结构示意图;图7是本技术实施例的第七定位模块、第八定位模块和第九定位模块的结构示意图;图8是本技术实施例的第九定位模块的结构示意图。
28.图9是本技术实施例的传动座的结构示意图。
29.附图标记说明:1、工装台;11、固定座;111、固定架;12、放置座;13、放置架;14、限位架;15、安装座;16、传动座;17、第三升降气缸;18、传动轮;19、安装架;2、第一定位模块;21、止动件;22、定位块;221、滑轮;23、联动机构;231、联动板;232、第一升降气缸;233、弹性件;24、夹紧臂;25、夹持气缸;26、托块;27、托举气缸;28、定位件;281、定位气缸;282、挡块;3、第二定位模块;31、承载架;32、第一抵接板;33、延伸板;34、第一推动气缸;35、抵接臂;4、第三定位模块;41、导向架;42、导向板;43、第一承载块;44、第一定位孔;45、第一插销;5、第四定位模块;51、顶块;52、第二抵接板;53、第二推动气缸;54、第一抵接块;55、顶板;56、滑移部;57、定位板;58、第二定位孔;59、第二插销;6、第五定位模块;61、第二承载块;62、连接臂;63、夹持块;64、卡槽;7、第六定位模块;71、第一连接板;72、第一抵紧气缸;73、第一接触块;74、第一接触螺钉;75、第三承载块;8、第七定位模块;81、定位架;82、第二连接板;83、第二抵紧气缸;84、第二接触块;85、第二接触螺钉;86、第四承载块;9、第八定位模块;91、连接座;92、第三抵紧气缸;93、定位牙;10、第九定位模块;101、第三抵接板;102、第三推动气缸;
103、限位座;104、第二抵接块;105、第二升降气缸;106、限位柱;107、限位杆;201、外门架;2011、槽钢;2012、上横梁;2013、断梁;2014、上竖梁;2015、下横梁;2016、下横架;2017、下竖梁;2018、铰接座;2019、铰接孔;2020、中横梁;2021、中横架;2022、支座。
具体实施方式
30.以下结合附图1-9对本技术作进一步详细说明。
31.本技术实施例公开了一种门架焊接工装。
32.参照图1、图2和图3,一种门架焊接工装,包括工装台1,工装台1的上端排布有用于对槽钢2011进行定位的第一定位模块2、用于对上横梁2012进行定位的第二定位模块3、用于对上竖梁2014进行定位的第三定位模块4、用于对断梁2013进行定位的第四定位模块5、用于对中横梁2020进行定位的第五定位模块6、用于对中横架2021进行定位的第六定位模块7、用于对下横梁2015进行定位的第七定位模块8、用于对铰接座2018进行定位的第八定位模块9、用于对下横架2016进行定位的第九定位模块10、用于限制槽钢2011滑移的止动件21、用于对支座2022进行定位的夹紧件。
33.参照图3,止动件21包括设置于工装台1一端的两个止动板,两个止动板沿工装台1的宽度方向间隔排布,止动板与槽钢2011一一对应,止动板一侧能够与槽钢2011的一端抵接,以限制槽钢2011的滑移。
34.参照图3,工装台1的上端沿自身的长度方向间隔固定连接有两个固定座11,第一定位模块2的数量为两个,且与固定座11一一对应。第一定位模块2包括两个滑移连接于固定座11上的定位块22、固定连接于固定座11上且用于驱动两个定位块22朝相互靠近或远离的方向滑移的联动机构23,两个定位块22沿工装台1的宽度方向滑移。
35.参照图4,定位块22的一端能够与对应槽钢2011的内侧抵接,第一定位模块2还包括与定位块22一一对应的定位件28。工装台1的上端固定连接有与定位块22一一对应的固定架111,定位件28包括固定连接于固定架111上的定位气缸281,定位气缸281的活塞杆上固定连接有挡块282,在定位气缸281的带动下,挡块282能够与槽钢2011的外侧抵接,定位块22和挡块282分别对槽钢2011的内侧和外侧进行抵接,实现槽钢2011的固定。
36.参照图4,联动机构23包括滑移连接于固定座11上的联动板231、固定连接于固定座11上且用于驱动联动板231沿竖直方向滑移的第一升降气缸232,联动板231沿竖直方向垂直排布于工装台1上,联动板231的两侧的间距沿竖直方向由上而下逐级递减。两个定位块22的分别排布于联动板231的两侧,定位块22与工装台1呈平行排布,定位块22朝向联动板231的一端转动连接有与联动板231抵接的滑轮221。
37.参照图4,固定座11上固定连接有用于带动定位块22朝相互靠近的方向滑移的弹性件233,弹性件233为连接于固定座11上的两个拉环,拉环与定位块22一一对应,拉环一端与定位块22的端部固定连接、另一端与固定座11的侧壁固定连接。当两个定位块22朝相互远离的方向滑移时,拉环受力产生弹性形变且伸长,当两个定位块22朝相互远离的方向滑移时,拉环弹性复位且收缩,拉环使得滑轮221一直抵接于联动板231的侧壁上。
38.参照图6,夹紧件包括滑移连接于工装台1上且与槽钢2011一一对应的夹紧臂24、滑移连接于夹紧臂24上且用于承载支座2022的托块26,安装架19上固定连接有用于驱动夹紧臂24沿工装台1的宽度方向滑移的夹持气缸25,夹紧臂24上固定连接有用于驱动托块26
沿竖直方向滑移的托举气缸27。
39.参照图4,工装台1上固定连接有放置座12,第二定位模块3包括固定连接于放置座12上的承载架31、两个滑动连接于承载架31上端的第一抵接板32,承载架31用于承载上横梁2012,两个第一抵接板32沿工装台1的宽度方向间隔排布于承载架31上。承载架31的一侧固定连接有能够与上横梁2012的一侧抵接的延伸板33,承载架31固定连接有用于驱动第一抵接板32朝靠近或远离延伸板33的方向滑移的第一推动气缸34,工装台1上固定连接有与第一抵接板32一一对应的抵接臂35,抵接臂35能够与上横梁2012的一侧抵接。
40.参照图4,第三定位模块4包括固定连接于放置座12上的导向架41、两个滑移连接于导向架41上的导向板42、固定连接于导向板42的上端且用于承载上竖梁2014的第一承载块43,两个导向板42沿工装台1的宽度方向间隔排布于导向架41的上端,导向架41的上端开设有多个第一定位孔44(第一定位孔44的数量根据实际需求而进行选择),导向板42上滑移连接有卡入对应的第一定位孔44内的第一插销45。
41.参照图5,工装台1上固定连接有放置架13,第四定位模块5包括连接于放置架13的上端且用于承载断梁2013的顶块51、滑移连接于放置架13上端的第二抵接板52、固定连接于放置架13上端的第二推动气缸53,第二推动气缸53用于带动第二抵接板52朝靠近或远离顶块51的方向滑移,第二抵接板52朝向顶块51的一侧固定连接有能够插入断梁2013内的第一抵接块54。
42.参照图5,顶块51上固定连接有能够与断梁2013抵接的顶板55,顶板55上固定连接有滑移于放置架13上端的滑移部56,放置架13上固定连接有定位板57,定位板57朝向滑移部56的一侧开设有多个第二定位孔58(第二定位孔58根据实际需求而进行选择),滑移部56上滑移连接有能够卡入对应第二定位孔58内的第二插销59。
43.参照图5,工装台1上固定连接有限位架14,第五定位模块6包括固定连接于限位架14上的第二承载块61,第二承载块61用于承载中横梁2020,第二承载块61的一侧能够与中横梁2020抵接。工装台1上固定连接有连接臂62,连接臂62的数量为四个,两两排布于限位架14和放置架13的两侧,连接臂62上转动连接有夹持块63,夹持块63上开设有供断梁2013和中横梁2020的端部卡入的卡槽64,卡槽64根据断梁2013和中横梁2020两端的规格而不同。
44.参照图6,第六定位模块7包括两个滑移连接于安装架19上端的第一连接板71、固定连接于安装架19上且用于驱动两个第一连接板71朝相互靠近或远离的方向滑移的第一抵紧气缸72,两个第一连接板71相互背离的一端均固定连接有第一接触块73,第一接触块73远离第一连接板71的一端固定连接有能够与下横梁2015的内侧抵接的第一接触螺钉74,安装架19上端固定连接有用于承载中横架2021的第三承载块75。
45.参照图7,工装台1上端固定连接有安装座15,第七定位模块8包括两个滑移连接于工装台1上的第二连接板82、固定连接于安装座15上且用于驱动两个第二连接板82朝相互靠近或远离的方向滑移的第二抵紧气缸83,两个第二连接板82相互背离的一端均固定连接有第二接触块84,第二接触块84背离第二连接板82的一端固定连接有能够与下横梁2015的内侧抵接的第二接触螺钉85,安装座15上固定连接有用于承载下横梁2015的第四承载块86。
46.参照图7,安装座15上端连接有定位架81,第八定位模块9包括滑移连接于定位架
81上且与铰接座2018一一对应的连接座91、固定连接于定位架81上的第三抵紧气缸92,第一抵紧气缸72、第二抵紧气缸83、第三抵紧气缸92均为双向气缸。第三抵紧气缸92带动两个连接座91朝相互靠近或远离的方向滑移,两个连接座91相互背离的一侧固定连接有能够与铰接孔2019插接配合的定位牙93。
47.参照图7,第九定位模块10包括滑移连接于安装座15上的第三抵接板101、固定连接用安装座15上端的第三推动气缸102,安装座15上端固定连接有限位座103,限位座103一侧与下横架2016抵接,第三推动气缸102带动第三抵接板101朝靠近或远离限位座103的方向滑移,第三抵接板101朝向限位座103的一侧固定连接有插入下横架2016内的第二抵接块104。
48.参照图8,安装座15上固定连接有用于驱动定位架81升降的第二升降气缸105,安装座15上固定连接有限位柱106,定位架81上固定连接有限位杆107,限位柱106上端开设有供限位杆107插入且滑移的限位孔。
49.参照图9,工装台1上端固定连接有多个传动架(传动架的数量根据实际需求而进行选择),多个传动架沿工装台1长度方向均匀排布,工装台1上端固定连接用于驱动传动架升降的第三升降气缸17,传动架上转动连接有与槽钢2011一一对应的传动轮18。
50.本技术实施例一种门架焊接工装的实施原理为:将两个槽钢2011放置于工装台1上且沿工装台1的长度方向排布,槽钢2011的一端与止动件21抵接,同时第一定位模块2对槽钢2011进行定位,第二定位模块3对上横梁2012进行定位,第三定位模块4对上竖梁2014进行定位,第四定位模块5对断梁2013进行定位,第五定位模块6对中横梁2020进行定位,第六定位模块7对中横架2021进行定位,第七定位模块8对下横梁2015进行定位,第八定位模块9对铰接座2018进行定位,第九定位模块10对下横架2016进行定位,便于进行部件焊接于槽钢2011上,并且多个模块能够同时定位,又能够同时解除定位,使定位操作更为便捷,提高工作效率,提高焊接的效果。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1