金刚石刀具冷压生产设备及其使用方法与流程
1.本发明属于刀具制造技术领域,具体涉及金刚石刀具冷压生产设备及其使用方法。
背景技术:
2.金刚石,俗称“金刚钻”,它是一种由碳元素组成的矿物,是石墨的同素异形体,也是常见的钻石的原身。金刚石是自然界中天然存在的最坚硬的物质。石墨可以在高温、高压下形成人造金刚石。金刚石的用途非常广泛,例如:工艺品、工业中的切割工具,也是一种贵重宝石。
3.金刚石刀具具有极高的硬度和耐磨性、低摩擦系数、高弹性模量、高热导、低热膨胀系数,以及与非铁金属亲和力小等优点。可以用于非金属硬脆材料如石墨、高耐磨材料、复合材料、高硅铝合金及其它韧性有色金属材料的精密加工。金刚石刀具类型繁多,性能差异显著,不同类型金刚石刀具的结构、制备方法和应用领域有较大区别。
4.目前,现有金刚石刀具的冷压生产设备,大多为人工上料,人工成本较高,生产效率较低,因此,需要设计一种冷压生产设备,从而改善上述问题。
技术实现要素:
5.本发明的目的是提供金刚石刀具冷压生产设备及其使用方法
6.金刚石刀具冷压生产设备及其使用方法,包括:相互配合的冷压装置和送料装置,所述冷压装置包括,
7.承接板,所述承接板上通过第一液压杆架设有顶板;
8.冷压头,所述顶板上安装有冷压头;
9.所述冷压头上连接有至少一个辅助板,所述辅助板上安装有第二伸缩杆,所述第二伸缩杆的伸缩端连接有抵接板;
10.所述送料装置设于冷压装置的旁侧,送料装置包括,散热箱,所述散热箱的内部安装有至少一个驱动电机;
11.至少一个螺纹杆,所述螺纹杆的一端与散热箱内部的驱动电机的输出轴连接;至少一个托板,所述托板与螺纹杆螺纹套接;
12.所述散热箱上设有推料组件,所述推料组件包括,连接板,所述连接板的一端与散热箱连接,另一端连接有安装板;
13.推板,所述推板通过第三伸缩杆与安装板连接。
14.优选的,所述承接板的底部连接有底板,所述承接板顶部相对的两侧分别连接有侧板,所述侧板上安装有第一伸缩杆,所述第一伸缩杆的伸缩端连接有夹紧板。
15.优选的,所述顶板的底部安装有第二液压杆,所述第二液压杆通过连接杆和固定件连接有冷压头。
16.优选的,所述螺纹杆的顶部连接有第一限位板,所述螺纹杆上套接的多组托板等
间距分布。
17.优选的,所述推板的位置与承接板的位置相互配合。
18.优选的,所述承接板的顶部居中处开设有收容槽,所述收容槽内的边角处安装有滑杆,所述滑杆的另一端连接有第二限位板,所述滑杆上套接有活动板,所述活动板内安装有与滑杆相互配合的滑套,所述活动板的底部安装有至少一个弹簧,所述弹簧的另一端与收容槽的底部连接。
19.优选的,所述承接板的顶部居中处开设有收容槽,所述收容槽内的边角处安装有滑杆,所述滑杆的另一端连接有第二限位板,所述滑杆上套接有活动板,所述活动板内安装有与滑杆相互配合的滑套,所述活动板的底部安装有至少一个弹簧,所述弹簧的另一端与收容槽的底部连接,所述活动板相对的两侧分别连接有滑块,所述滑块与承接板滑动连接。
20.优选的,金刚石刀具冷压生产设备的使用方法,包括如下步骤:
21.s1、将待冷压的工件依次放置于托板上;
22.s2、启动散热箱内部的驱动电机,依靠驱动电机输出轴的正转或反转带动螺纹杆转动,从而带动螺纹杆上的托板向上或向下移动,使托板能够实现自动上料;
23.s3、启动第三伸缩杆,使第三伸缩杆带动推板移动,使推板将托板上的待冷压工件推至承接板上;
24.s4、启动第一伸缩杆,使第一伸缩杆带动夹紧板移动,从而将待冷压的工件夹紧固定,并使其位于冷压头的正下方;
25.s5、当所需冷压的压力大时,同时启动第一液压杆和第二液压杆,带动冷压头向待冷压的工件移动,对工件进行冷压;
26.当所需冷压的压力小时,启动第二液压杆,带动冷压头向待冷压的工件移动,对工件进行冷压;
27.s6、冷压结束后,将冷压头收回,此时,启动第二伸缩杆带动抵接板向冷压后的工件移动,辅助工件与冷压头的分离;
28.s7、启动第三伸缩杆将承接板上的工件推出承接板;
29.s8、重复s1至s7即可完成待冷压工件的自动上料与冷压操作。
30.本发明的有益效果是:该金刚石刀具冷压生产设备及其使用方法,通过送料装置中螺纹杆与托板之间的螺纹配合,使螺纹杆转动时带动托板移动,依靠推料组件中第三伸缩杆带动推板移动,从而实现待冷压工件的自动上料,有效改善了人工上料的弊端,有利于提高冷压生产设备的工作效率;通过第二伸缩杆带动抵接板移动,起到辅助工件与冷压头分离的作用,能够有效避免工件与冷压头粘连后随冷压头移动,减少工件在空中掉落后造成损损坏或划伤的可能性。该金刚石刀具冷压生产设备及其使用方法,结构合理,操作简单,使用灵活性强,有利于推广使用。
附图说明
31.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
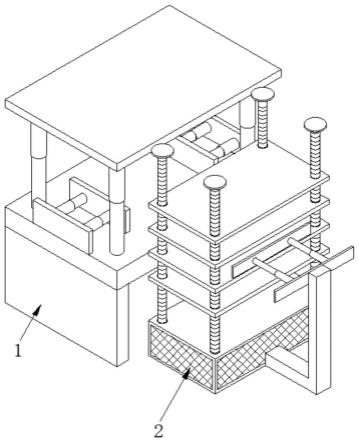
32.图1是本发明的结构示意图;
33.图2是本发明的冷压装置结构示意图;
34.图3是本发明的冷压头结构示意图;
35.图4是本发明的结构示意图3中a处放大图;
36.图5是本发明的送料装置结构示意图;
37.图6是本发明的推料组件结构示意图;
38.图7是本发明的冷压装置的第二种结构示意图;
39.图8是本发明的结构示意图7中b处放大图;
40.图9是本发明的冷压装置的第三种结构示意图;
41.图10是本发明的结构示意图9中c处放大图。
42.图中标记为:1、冷压装置;101、底板;102、侧板;103、第一液压杆;104、顶板;105、第一伸缩杆;106、承接板;107、夹紧板;108、第二液压杆;109、连接杆;110、固定件;111、辅助板;112、第二伸缩杆;113、抵接板;114、冷压头;115、收容槽;116、活动板;117、第二限位板;118、滑套;119、滑杆;120、弹簧;121、滑块;2、送料装置;201、散热箱;202、螺纹杆;203、托板;204、第一限位板;3、推料组件;301、连接板;302、安装板;303、第三伸缩杆;304、推板。
具体实施方式
43.实施例一
44.如图1至图6所示,金刚石刀具冷压生产设备及其使用方法,包括相互配合的冷压装置1和送料装置2,所述冷压装置1包括,
45.承接板106,所述承接板106上通过第一液压杆103架设有顶板104,顶板104为配重板,能够为该冷压设备增加自重,在冷压时增加冷压的压力,有利于工件的冷压操作;
46.冷压头114,所述顶板104上安装有冷压头114,冷压头114可根据不同的使用需求进行更换;
47.所述冷压头114上连接有至少一个辅助板111,所述辅助板111上安装有第二伸缩杆112,所述第二伸缩杆112的伸缩端连接有抵接板113,通过第二伸缩杆112带动抵接板113移动,能够辅助冷压后的工件与冷压头114分离,避免工件与冷压头114粘连,;
48.所述送料装置2设于冷压装置1的旁侧,送料装置2包括,散热箱201,所述散热箱201的内部安装有至少一个驱动电机(图中未示出),散热箱201的侧壁均安装有散热网;
49.至少一个螺纹杆202,所述螺纹杆202的一端与散热箱201内部的驱动电机的输出轴连接;
50.至少一个托板203,所述托板203与螺纹杆202螺纹套接,各托板203之间的间隔与推板304的宽度相互配合;
51.所述散热箱201上设有推料组件3,所述推料组件3包括,连接板301,所述连接板301的一端与散热箱201连接,另一端连接有安装板302;
52.推板304,所述推板304通过第三伸缩杆303与安装板302连接,通过第三伸缩杆303带动推板304移动,通过推板304将待冷压的工件推至承接板106上,从而实现自动上料。
53.进一步的,所述承接板106的底部连接有底板101,所述承接板106顶部相对的两侧分别连接有侧板102,所述侧板102上安装有第一伸缩杆105,所述第一伸缩杆105的伸缩端连接有夹紧板107,通过第一伸缩杆105带动夹紧板107移动,能够将待冷压的工件夹紧固定,避免工件移位而影响冷压操作。
54.进一步的,所述顶板104的底部安装有第二液压杆108,所述第二液压杆108通过连接杆109和固定件110连接有冷压头114,冷压头114与连接杆109通过固定件110可拆卸安装,便于根据不同的加工需求更换冷压头114。
55.进一步的,所述螺纹杆202的顶部连接有第一限位板204,所述螺纹杆202上套接的多组托板203等间距分布。
56.进一步的,所述推板304的位置与承接板106的位置相互配合。
57.进一步的,金刚石刀具冷压生产设备的使用方法,包括如下步骤:
58.s1、将待冷压的工件依次放置于托板203上,通过多层托板203的设计,能够实现自动上料,有利于减少人工成本;
59.s2、启动散热箱201内部的驱动电机,依靠驱动电机输出轴的正转或反转带动螺纹杆202转动,从而带动螺纹杆202上的托板203向上或向下移动,使托板203能够实现自动上料;
60.s3、启动第三伸缩杆303,使第三伸缩杆303带动推板304移动,使推板304将托板203上的待冷压工件推至承接板106上;
61.s4、启动第一伸缩杆105,使第一伸缩杆105带动夹紧板107移动,从而将待冷压的工件夹紧固定,并使其位于冷压头114的正下方;
62.s5、根据实际的加工需求单独启动第一液压杆103或第二液压杆108,或者同时启动第一液压杆103和第二液压杆108,当所需冷压的压力大时,同时启动第一液压杆103和第二液压杆108,带动冷压头114向待冷压的工件移动,对工件进行冷压;
63.当所需冷压的压力小时,启动第二液压杆108,带动冷压头114向待冷压的工件移动,对工件进行冷压;
64.s6、冷压结束后,将冷压头114收回,此时,启动第二伸缩杆112带动抵接板113向冷压后的工件移动,辅助工件与冷压头114的分离;
65.s7、启动第三伸缩杆303将承接板106上的工件推出承接板106,冷压装置1的另一端可连接传输带,便于将冷压后的工件传输入下一工序中,实现自动化加工;
66.s8、重复s1至s7即可完成待冷压工件的自动上料与冷压操作。
67.实施例二
68.如图7至图8所示,本实施例与实施例一的不同之处在于,本实施例所述承接板106的顶部居中处开设有收容槽115,所述收容槽115内的边角处安装有滑杆119,所述滑杆119的另一端连接有第二限位板117,所述滑杆119上套接有活动板116,所述活动板116内安装有与滑杆119相互配合的滑套118,滑套118可为油封套,通过滑套118与滑杆119的相互配合能够提高活动板116移动时的稳定性,所述活动板116的底部安装有至少一个弹簧120,所述弹簧120的另一端与收容槽115的底部连接,通过弹簧120的弹性作用,给承接板106一个缓冲,有利于延长承接板106的使用寿命。
69.实施例三
70.如图9至图10所示,本实施例与实施例一的不同之处在于,本实施例所述承接板106的顶部居中处开设有收容槽115,所述收容槽115内的边角处安装有滑杆119,所述滑杆119的另一端连接有第二限位板117,所述滑杆119上套接有活动板116,所述活动板116内安装有与滑杆119相互配合的滑套118,所述活动板116的底部安装有至少一个弹簧120,所述
弹簧120的另一端与收容槽115的底部连接,所述活动板116相对的两侧分别连接有滑块121,所述滑块121与承接板106滑动连接,承接板106上开设有与滑块121相互配合的滑槽(图中未示出),通过滑槽与滑块121之间的相互配合,能够进一步提高活动板116移动时的稳定性。
71.工作原理:该金刚石刀具冷压生产设备及其使用方法,使用时,工作人员将待冷压的工件依次放置于托板203上,通过多层托板203的设计,能够实现自动上料,有利于减少人工成本;然后启动散热箱201内部的驱动电机,依靠驱动电机输出轴的正转或反转带动螺纹杆202转动,从而带动螺纹杆202上的托板203向上或向下移动,使托板203能够实现自动上料;再启动第三伸缩杆303,使第三伸缩杆303带动推板304移动,使推板304将托板203上的待冷压工件推至承接板106上;然后启动第一伸缩杆105,使第一伸缩杆105带动夹紧板107移动,从而将待冷压的工件夹紧固定,并使其位于冷压头114的正下方;此时,根据实际的加工需求单独启动第一液压杆103或第二液压杆108,或者同时启动第一液压杆103和第二液压杆108,当所需冷压的压力大时,同时启动第一液压杆103和第二液压杆108,带动冷压头114向待冷压的工件移动,对工件进行冷压;当所需冷压的压力小时,启动第二液压杆108,带动冷压头114向待冷压的工件移动,对工件进行冷压;冷压结束后,将冷压头114收回,此时,启动第二伸缩杆112带动抵接板113向冷压后的工件移动,辅助工件与冷压头114的分离;然后启动第三伸缩杆303将承接板106上的工件推出承接板106,冷压装置1的另一端可连接有传输带,便于将冷压后的工件传输入下一工序中,实现自动化加工。
72.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1