一种智能化自动焊接方法
1.本发明涉及超厚壁管焊接技术领域,具体而言,尤其涉及一种智能化自动焊接方法。
背景技术:
2.现今海底管道是海洋石油工程中重要的油气运输方式,它的安全运营是确保海上油气生产顺利进行的关键,但深水海底管道所处的外界环境复杂,不仅承受巨大的静水压力,而且还受到其他各种因素的影响,因此需要超厚壁管(径厚比《5)作为深水海底管道管材。深水海底管道的长度可达到成百上千米,这就需要通过焊接工艺将多根管道相连焊接在一起。
3.我国现今高级焊接技术工人严重缺乏,大规模超长度的焊接工程耗时过长。低级的焊接技术工人不能保证每次超厚壁管道焊接工艺的要求完全达到标准,而焊接工艺的缺陷极易引起深水海底管道的损坏,一旦发生损坏,由于海水压力作用将会造成管道大面积的破坏,造成巨大的经济损失。
4.现有的超厚壁管道焊接技术中,由于管道管壁太厚,焊缝以双v形焊缝坡口为主,焊接情况复杂,极易出现各种焊接缺陷,严重影响了管道的使用,尤其是咬边缺陷。咬边缺陷就是焊接区域边缘部分有较为明显的凹陷,这也是一种出现频率较多的缺陷。焊接咬边缺陷是因为工人师傅在工作时焊接电流、焊接速度、电压匹配不当以及焊接角度、运条不当、电弧过长的情况下产生的,咬边破坏了焊缝的强度,并且对产品外观也会有不良影响极大的影响了超厚壁管道的结构强度和使用寿命。
技术实现要素:
5.有鉴于此,本发明的目的在于提出一种智能化自动焊接方法,以解决现有超厚壁管道焊接技术中,容易出现咬边缺陷的技术问题。
6.本发明采用的技术手段如下:
7.一种智能化自动焊接方法,包括如下步骤:
8.s1、运输小车将切好坡口的两段超厚壁管移动至第一自动焊机位置对接,并留出对口间隙,所述坡口为双v形坡口;
9.s2、所述第一自动焊机上的第一摄像头对坡口进行图像采集,并将坡口图像信号传输至计算机;
10.s3、所述计算机对坡口图像信号进行分析并得出第一几何参数;
11.s4、所述计算机根据第一几何参数及根焊焊丝直径d1,确定第一焊接参数;
12.s5、所述第一自动焊机根据第一焊接参数对对口间隙进行根焊;
13.s6、所述第一摄像头对根焊后的根焊焊缝进行图像采集,并将根焊焊缝图像信号传输至计算机;
14.s7、所述计算机对根焊焊缝图像信号进行判断,根据根焊焊缝图像的规则性和均
匀性分析判断根焊焊缝是否合格,若根焊焊缝合格则进入s9,若不合格则进入s8;
15.s8、所述第一自动焊机对根焊焊缝进行补焊作业,重复s7;
16.s9、运输小车将根焊完成的两段超厚壁管移动至第二自动焊机,使根焊焊缝与第二自动焊机位置相对;
17.s10、所述第二自动焊机上的第二摄像头对根焊焊缝进行图像采集,并将根焊图像信号传输至计算机;
18.s11、所述计算机对根焊图像信号进行分析并得出第二几何参数;
19.s12、所述计算机根据第二几何参数及填充焊焊丝直径d2,确定第二焊接参数;
20.s13、所述第二自动焊机根据第二焊接参数采用层层堆叠的焊接方式对双v形坡口进行填充焊,当所述第二自动焊机焊接至双v形坡口边缘位置时,焊丝将偏离双v形坡口边缘0.5mm~1mm,防止咬边产生,将所述第二自动焊机焊接电压降低为u’(u’=u-1.5)后,对v形坡口边缘进行焊接;
21.s14、所述第二摄像头对填充焊焊缝进行图像采集,并将填充焊焊缝图像发送至计算机;
22.s15、所述计算机对填充焊焊缝图像信号进行判断,若合格,判定若h
1n
=0,则进入s17,若h
1n
≠0,则进入s11;若不合格,则进入s16;
23.s16、所述第二自动焊机对填充焊焊缝进行补焊作业,重复s14;
24.s17、所述第二自动焊机对填充焊焊缝进行盖面焊;
25.s18、所述第二摄像头对盖面焊焊缝进行图像采集,将盖面焊焊缝图像发送至计算机,所述计算机根据盖面焊焊缝图像的规则性和均匀性分析判断焊缝是否合格,若合格,结束焊接,若不合格,进入s19;
26.s19、所述第二自动焊机对盖面焊焊缝进行补焊作业,重复s18。
27.进一步地,所述双v形坡口包括第一v形坡口和第二v形坡口,所述第二v形坡口位于第一v形坡口上方,所述第二v形坡口的角度小于第一v形坡口的角度,在s13中,先对第一v形坡口进行填充焊,后对第二v形坡口进行填充焊。
28.进一步地,所述第一几何参数包括厚度t、对口间隙c、钝边p、高度h1、高度h2、坡口角度α和坡口角度β,所述第一焊接参数包括根焊焊接速度v1、根焊摆幅w1、根焊摆动速度o
s1
、根焊焊接电流i1、根焊焊接电压u1。
29.进一步地,所述第二几何参数包括高度h
1n
、坡口角度α和坡口角度β,所述第二焊接参数包括填充焊焊接速度v2、填充焊摆幅w
2n
、填充焊摆动速度o
s2n
、填充焊焊接电流i2、填充焊焊接电压u2。
30.进一步地,所述第一焊接参数中,w1=a
0-d1(a0为所焊层上表面坡口宽度,a0=c);o
s1
=a1/a0;i1=35d1;当i1<300a时,u1=(0.02*i1+16
±
1.5);当i1≥300a时,u1=(0.02*i1+20
±
2)。
31.进一步地,所述第二焊接参数中,w
2n
=a
n-d2;o
s2n
=a2/an;i2=45d2;当i2<300a时,u2=(0.02*i2+16
±
1.5);当i2≥300a时,u2=(0.02*i2+20
±
2)。
32.进一步地,采用小电流多层多道焊接方式进行补焊作业。
33.较现有技术相比,本发明具有以下优点:
34.本发明针对超厚壁管道咬边缺陷的焊接技术,提供一种智能化自动焊接方法,将
复杂双v形坡口的几何参数厚度、对口间隙、钝边、高度、坡口角度以及焊丝直径与焊接参数焊接速度、摆幅、摆动速度o、焊接电流i、焊接电压u联系起来进行量化、公式化,设定合理的判据,实时调整多种焊接参数,完全避免了咬边缺陷的产生,更加有利于实现完全自动化生产过程。
35.本发明利用计算机通过两个摄像头的信息传递和信息转换智能控制多辆运输小车与两架自动焊机相互配合实现了超厚壁管道焊接的完全自动化过程,大幅度降低了人工成本,提高了超厚壁管道的焊接质量。
附图说明
36.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
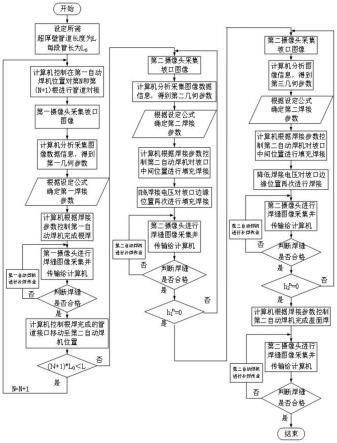
37.图1为本发明方法流程图。
38.图2为本发明装置结构图。
39.图3为本发明自动焊接移动过程示意图。
40.图4为本发明双v形坡口结构示意图。
41.图5为本发明双v形坡口焊接过程图。
42.1、轨道;2、第一超厚壁管道;3、第一自动焊机;4、第一摄像头;5、第二超厚壁管道;6、第三超厚壁管道;7、第四超厚壁管道;8、第四运输小车;9、第三运输小车;10、第二运输小车;11、第一运输小车;12、第二摄像头;13、第二自动焊机;14、计算机。
具体实施方式
43.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
44.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
45.如图1-5所示,本发明提供了一种智能化自动焊接方法,所述自动焊接方法包括以下步骤:
46.步骤1:设定所需超厚壁管道长度为l,每段管长为l0;
47.步骤2:计算机控制第n运输小车和第(n+1)运输小车沿轨道将切好坡口的第n超厚
壁管和第(n+1)超厚壁管移动至第一自动焊机位置对接,并留有一定的对口间隙;(n=1,2,3,
…
);
48.步骤3:由固定放置在所述第一自动焊机上的第一摄像头进行焊缝坡口图像采集,并传输至所述计算机;
49.步骤4:所述计算机根据所述第一摄像头采集的双v形焊缝坡口,得到包含厚度t、对口间隙c、钝边p、高度h1、高度h2、坡口角度α和坡口角度β七个坡口几何参数;所述计算机根据坡口几何参数以及焊丝直径d1,确定合适的焊接参数包含焊接速度v1、摆幅w1、摆动速度o
s1
、焊接电流i1、焊接电压u1;并由所述计算机控制所述第一自动焊机对超厚壁管的接口完成根焊;
50.步骤5:所述第一摄像头进行焊缝图像采集,并传输给所述计算机;所述计算机根据根焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,则进入步骤7;若不合格,则进入步骤6;
51.步骤6:所述计算机控制所述第一自动焊机采用小电流多层多道焊接方式对根焊焊缝进行补焊作业;修复完成以后,对修复状况实施检测,重复步骤5;
52.步骤7:所述计算机控制所述第n运输小车和所述第(n+1)运输小车沿所述轨道将根焊好的超厚壁管坡口焊缝移动至第二自动焊机位置进行填充焊;同时进行判定,若(n+1)*l0<l,则进入步骤2,步骤8;若(n+1)*l0≥l,则进入步骤8;
53.步骤8:由固定放置在所述第二自动焊机上的第二摄像头对坡口焊缝进行图像采集,并传输至所述计算机;
54.步骤9:所述计算机根据所述第二摄像头采集的双v形焊缝坡口,得到包含高度h
1n
(n=1,2,3,
…
)、坡口角度α和坡口角度β三个坡口几何参数;所述计算机根据坡口几何参数以及焊丝直径d2,确定合适的焊接参数包含焊接速度v2、摆幅w
2n
、摆动速度o
s2n
、焊接电流i2、焊接电压u2;
55.步骤10:为避免咬边缺陷产生,所述计算机控制所述第二自动焊机采用层层堆叠的焊接方式对超厚壁管的坡口角度为v形坡口α进行填充焊,当所述第二自动焊机焊接至坡口边缘位置时,焊丝将偏离坡口边缘0.5mm~1mm,防止咬边产生;上述焊接结束后,所述计算机控制所述第二自动焊机焊接电压降低为u2’
(u2’
=u
2-1.5),对坡口边缘进行焊接;
56.步骤11:由所述第二摄像头进行焊缝图像采集,并传输给所述计算机;所述计算机根据焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,判定若h
1n
=0,则至进入步骤13,若h
1n
≠0,则进入步骤8;若不合格,则进入步骤12;
57.步骤12:所述计算机控制所述第二自动焊机对焊缝进行补焊作业;修复完成以后,对修复状况实施检测,重复步骤11;
58.步骤13:由固定放置在所述第二自动焊机上的第二摄像头对坡口焊缝进行图像采集,并传输至所述计算机;
59.步骤14:所述计算机根据所述第二摄像头采集的焊缝坡口,得到包含高度h
2n
和坡口角度β两个坡口几何参数;所述计算机根据坡口几何参数以及焊丝直径d3,确定合适的焊接参数包含焊接速度v3、摆幅w
3n
、摆动速度o
s3n
、焊接电流i3、焊接电压u3;
60.步骤15:为避免咬边缺陷产生,所述计算机控制所述第二自动焊机采用层层堆叠的焊接方式对超厚壁管的坡口角度为v形坡口α进行填充焊,当所述第二自动焊机焊接至坡
口边缘位置时,焊丝将偏离坡口边缘0.5mm~1mm,防止咬边产生;上述焊接结束后,所述计算机控制所述第二自动焊机焊接电压降低为u3’
(u3’
=u
3-1.5),对坡口边缘进行焊接;
61.步骤16:由所述第二摄像头进行焊缝图像采集,并传输给所述计算机;所述计算机根据焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,判定若h
2n
=0,则至进入步骤18,若h
2n
≠0,则回到步骤13;若不合格,则进入步骤17;
62.步骤17:所述计算机控制所述第二自动焊机对焊缝进行补焊作业;修复完成以后,对修复状况实施检测,重复步骤16;
63.步骤18:所述计算机控制所述第二自动焊机对焊缝完成盖面焊作业;
64.步骤19:再由所述第二摄像头进行焊缝图像采集,并传输给所述计算机;所述计算机根据焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,则进行步骤18;若不合格,则进入步骤20;
65.步骤20:由所述计算机控制所述第二自动焊机对盖面焊补焊作业;修复完成以后,对修复状况实施检测,重复步骤19;
66.进一步地,步骤4中w1=a
0-d1(a0为所焊层上表面坡口宽度,a0=c);o
s1
=a1/a0(a1为一个设定的摆动速度常数值);i1=35d1;当i1<300a时,u1=(0.02*i1+16
±
1.5);当i1≥300a时,u1=(0.02*i1+20
±
2);
67.进一步地,步骤9中w
2n
=a
n-d2(an=2*(h
1-h
1n
)*tanα+c,n=1,2,3,
…
);o
s2n
=a2/an(a2为一个设定的摆动速度常数值,n=1,2,3,
…
);i2=45d2;当i2<300a时,u2=(0.02*i2+16
±
1.5);当i2≥300a时,u2=(0.02*i2+20
±
2);
68.进一步地,步骤14中w
3n
=a
n-d3(an=2*(h
2-h
2n
)*tanβ+2*h1*tanα+c;n=1,2,3,
…
);o
s3n
=a3/an(a3为一个设定的摆动速度常数值,n=1,2,3,
…
);i3=55d2;当i3<300a时,u3=(0.02*i3+16
±
1.5);当i3≥300a时,u3=(0.02*i3+20
±
2)。
69.实施例
70.本实施例用于超厚壁管道针对弥补咬边缺陷的智能化自动焊接方法的参数具体如表1-3:
71.表1待焊接超厚壁管道双v形坡口参数
[0072][0073]
表2超厚壁管道双v形坡口焊接过程焊接参数
[0074]
[0075][0076]
表3初始参数
[0077][0078]
本实施例所用装置如图2所示,焊接方法如下:
[0079]
步骤一:设定所需超厚壁管道长度为120m,每段管长为30m;
[0080]
步骤二:计算机14控制第一运输小车11和第二运输小车10沿轨道1将切好坡口的第一超厚壁管2和第二超厚壁管5移动至第一自动焊机3位置对接,并留有一定的对口间隙;(n=1,2,3,
…
);
[0081]
步骤三:由固定放置在所述第一自动焊机3上的第一摄像头2进行焊缝坡口图像采集,并传输至所述计算机14;
[0082]
步骤四:所述计算机14根据所述第一摄像头2采集的双v形焊缝坡口,得到包含厚度t、对口间隙c、钝边p、高度h1、高度h2、坡口角度α和坡口角度β七个坡口几何参数;所述计算机14根据坡口几何参数以及焊丝直径d1,确定合适的焊接参数包含焊接速度v1、摆幅w1、摆动速度os1、焊接电流i1、焊接电压u1;并由所述计算机14控制所述第一自动焊机3对超厚壁管的接口完成根焊;
[0083]
步骤五:所述第一摄像头2进行焊缝图像采集,并传输给所述计算机14;所述计算机14根据根焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,则进入步骤七;若不合格,则进入步骤六;
[0084]
步骤六:所述计算机14控制所述第一自动焊机2采用小电流多层多道焊接方式对根焊焊缝进行补焊作业;修复完成以后,对修复状况实施检测,重复步骤四;
[0085]
步骤七:所述计算机14控制所述第一运输小车11和所述第二运输小车10沿所述轨道1将根焊好的超厚壁管坡口焊缝移动至第二自动焊机13位置进行填充焊;同时进行判定,2*30m<120m,则进入步骤2,步骤8;由于4*30≥120m,因此当(n+1)=4,第三运输小车9和第四运输小车8将第三超厚壁管6和第四超厚壁管7根焊完成,焊缝检测合格后,将直接进入步骤八;
[0086]
步骤八:由固定放置在所述第二自动焊机13上的第二摄像头12对坡口焊缝进行图像采集,并传输至所述计算机14;
[0087]
步骤九:所述计算机14根据所述第二摄像头12采集的双v形焊缝坡口,得到包含高度h1n(n=1,2,3,
…
)、坡口角度α和坡口角度β三个坡口几何参数;所述计算机14根据坡口几何参数以及焊丝直径d2,确定合适的焊接参数包含焊接速度v2、摆幅w2n、摆动速度os2n、焊接电流i2、焊接电压u2,
[0088]
步骤十:为避免咬边缺陷产生,所述计算机14控制所述第二自动焊机13采用层层堆叠的焊接方式对超厚壁管的坡口角度为v形坡口α进行填充焊,当所述第二自动焊机13焊
接至坡口边缘位置时,焊丝将偏离坡口边缘0.5mm~1mm,防止咬边产生;上述焊接结束后,所述计算机14控制所述第二自动焊机13焊接电压降低为u2,(u2,=u2-1.5),对坡口边缘进行焊接;
[0089]
步骤十一:由所述第二摄像头12进行焊缝图像采集,并传输给所述计算机14;所述计算机14根据焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,判定若h1n=0,则至进入步骤13,若h1n≠0,则进入步骤八;若不合格,则进入步骤十二;
[0090]
步骤十二:所述计算机14控制所述第二自动焊机13对焊缝进行补焊作业;修复完成以后,对修复状况实施检测,重复步骤十;
[0091]
步骤十三:由固定放置在所述第二自动焊机13上的第二摄像头12对坡口焊缝进行图像采集,并传输至所述计算机14;
[0092]
步骤十四:所述计算机14根据所述第二摄像头12采集的焊缝坡口,得到包含高度h2n和坡口角度β两个坡口几何参数;所述计算机14根据坡口几何参数以及焊丝直径d3,确定合适的焊接参数包含焊接速度v3、摆幅w3n、摆动速度os3n、焊接电流i3、焊接电压u3;
[0093]
步骤十五:为避免咬边缺陷产生,所述计算机14控制所述第二自动焊机13采用层层堆叠的焊接方式对超厚壁管的坡口角度为v形坡口α进行填充焊,当所述第二自动焊机13焊接至坡口边缘位置时,焊丝将偏离坡口边缘0.5mm~1mm,防止咬边产生;上述焊接结束后,所述计算机14控制所述第二自动焊机13焊接电压降低为u3,(u3,=u3-2),对坡口边缘进行焊接;
[0094]
步骤十六:由所述第二摄像头12进行焊缝图像采集,并传输给所述计算机14;所述计算机14根据焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,判定若h2n=0,则至进入步骤18,若h2n≠0,则回到步骤十三;若不合格,则进入步骤十七;
[0095]
步骤十七:所述计算机14控制所述第二自动焊机13对焊缝进行补焊作业;修复完成以后,对修复状况实施检测,重复步骤十六;
[0096]
步骤十八:所述计算机14控制所述第二自动焊机13对焊缝完成盖面焊作业;
[0097]
步骤十九:再由所述第二摄像头12进行焊缝图像采集,并传输给所述计算机14;所述计算机14根据焊缝图像的规则性和均匀性分析判断焊缝是否合格:若合格,则进行步骤十八;若不合格,则进入步骤二十;
[0098]
步骤二十:由所述计算机14控制所述第二自动焊机13对盖面焊补焊作业;修复完成以后,对修复状况实施检测,重复步骤十九。
[0099]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1