一种线材焊料的助焊剂涂覆方法与流程
本发明涉及焊料处理,具体涉及一种线材焊料的助焊剂涂覆方法。
背景技术:
1、随着能源价格的上涨,开发利用新能源成为当今能源领域研究的主要课题。由于太阳能具有无污染、无地域性限制、取之不竭等优点,研究太阳能发电成为开发利用新能源的主要方向。利用太阳能组件发电是当今人们使用太阳能的一种主要方式,其中太阳能电池片是太阳能组件的主要组成部分。
2、为了提高太阳能电池片的输出功率,在太阳能电池片生产工艺中,将多块电池片串联是一种常用手段,而串联时需要在单晶硅片或多晶硅片上焊接焊带,然而,实践发现,即使是涂覆了助焊剂的焊带在焊接过程中仍然存在较多的焊点焊接时常不成功的问题,严重影响生产质量以及太阳能电池片的性能。
技术实现思路
1、本发明的目的是克服现有技术中的一个或多个不足,提供一种改进的线材焊料的助焊剂涂覆方法,该方法涂覆助焊剂后的线材焊料可以大大提高电池片之间焊接成功的占比率,焊接质量高。
2、为达到上述目的,本发明采用的技术方案是:一种线材焊料的助焊剂涂覆方法,该助焊剂涂覆方法包括:在线材焊料经过助焊剂溶液所处空间位置的过程中,使线材焊料中预设长度焊料从外部破开所述助焊剂溶液的液体表面层并向所述助焊剂溶液的内部运动,直至该预设长度焊料浸入所述助焊剂溶液中;
3、然后再从内部破开所述助焊剂溶液的液体表面层并向所述助焊剂溶液的外部运动,直至该预设长度焊料离开所述助焊剂溶液;
4、其中,控制该预设长度焊料破开所述助焊剂溶液的液体表面层的过程中,该预设长度焊料的沿其长度方向上的任一点与所述助焊剂溶液的液体表面层相接触的位置至少存在部分不同。
5、焊点焊接不成功现象发生的原因有很多,例如可能有焊盘设计有缺陷;被焊接处表面未预先清洁好,镀锡不牢、烙铁头的温度过高或过低,表面有氧化层;焊接时间太长或太短,掌握得不好;焊接中焊锡尚未凝固时,焊接元件松;元器件引脚氧化;助焊剂的还原性不良、用量过多或用量不够;助焊剂的包覆均匀性;焊锡质量差等等。
6、本发明发明人在大量实验实践研究基础上发现,分析认为,应是助焊剂的用量不够导致时常发生的焊接不成功现象,而目前大家通常认为,浸泡能够使得助焊剂与焊带长时间的充分接触,进而有利于助焊剂涂覆在焊带上,因此现有的助焊剂涂覆方式通常采用浸泡涂覆,由于焊带以连续性且长度很长的方式存在,浸泡涂覆的过程通常是将焊带从助焊剂溶液的一侧进入并浸在助焊剂溶液中,然后从助焊剂溶液的另一侧逐渐传送出来,整个过程中始终使焊带浸泡在助焊剂溶液中。
7、但是助焊剂涂覆在焊带上的效果难以通过肉眼观察,通过常规的检测手段也难以对长度很长的焊带进行全面的涂覆质量检测,而浸泡涂覆的质量受到多种因素的干扰,包括但不限于焊带的表面状态、助焊剂溶液本身的性质、助焊剂与焊带的粘接性、浸泡温度、浸泡时间等等,对于原料的选择以及工艺的控制准确性等方面均将有较高的要求,则较容易存在浸泡涂覆处理之后某段焊带的涂覆效果不理想的现象,那么将使得在太阳能电池片焊接过程中始终存在时常发生的焊接不成功现象。
8、而本发明恰恰需要将固体的线材焊料表面涂覆液体状的助焊剂溶液,发明人创新地结合自然界广泛存在的表面张力,尤其是液体的表面层上存在着该种分子作用力,使得液体表面层犹如一种紧绷的弹性膜,当线材焊料以特定的方式作用于该弹性膜时,借助于表面张力的存在与变化使得助焊剂溶液能够更好地包覆在线材焊料上,再凭借线材焊料进出助焊剂溶液时反复作用于助焊剂溶液的表面,实现了足量且均匀的包覆,可以大大提高焊接成功的占比率,解决了常规认知的浸泡涂覆有利于助焊剂涂覆在焊带上的思维误区,实现了99.5%以上的焊接成功率。
9、在本发明的一些实施方式中,所述线材焊料的横截面可以为圆形、方形等等,具体地,例如所述线材焊料可以为纤维状的焊丝,也可以为扁平状的焊带等等。
10、在本发明的一些实施方式中,重复上述对线材焊料中预设长度焊料的涂覆过程即可实现整个线材焊料的助焊剂涂覆。进一步地,可以使线材焊料在外力的作用下每次传输预设长度焊料至助焊剂溶液所处空间位置进行上述预设长度焊料的涂覆过程,然后将已经涂覆好的该部分传输至下一个工位,而线材焊料的后续部分上的预设长度焊料又可以传输至助焊剂溶液所处空间位置并再重复上述涂覆过程,循环上述过程,直至所有的线材焊料均涂覆有助焊剂。
11、根据本发明的一些优选方面,控制该预设长度焊料破开所述助焊剂溶液的液体表面层的过程中,该预设长度焊料的沿其长度方向上的任一点与所述助焊剂溶液的液体表面层相接触的位置均不同,进一步加大预设长度焊料与助焊剂溶液的液体表面层相接触的位置区域面积,能够更充分地利用表面张力的存在与变化实现助焊剂的涂覆,避免仅与助焊剂溶液的液体表面单一位置接触。
12、根据本发明的一些优选且具体的方面,该预设长度焊料向所述助焊剂溶液的内部或外部运动的方式为平移运动或旋转运动。
13、根据本发明的一些优选方面,当该预设长度焊料向所述助焊剂溶液的内部或外部运动的方式为平移运动时,该预设长度焊料沿着垂直于所述助焊剂溶液的液体表面层的方向运动。
14、进一步地,在平移运动的过程中,该预设长度焊料的沿其长度方向上的任一点的位移距离相同。
15、根据本发明的一些优选方面,当该预设长度焊料向所述助焊剂溶液的内部或外部运动的方式为旋转运动时,先使所述线材焊料的一部分浸入所述助焊剂溶液中,然后使该预设长度焊料绕着所述一部分向下旋转或向上旋转。
16、进一步地,所述向下旋转或所述向上旋转的旋转角度为1°-120°,优选为5°-90°,更优选为10°-60°。在本发明的一些实施方式中,所述向下旋转或所述向上旋转的旋转角度可以为1°、3°、5°、8°、10°、15°、18°、20°、25°、30°、35°、40°、45°、50°、60°、65°、70°、75°、80°、90°、95°、100°、120°等。
17、根据本发明的一些优选方面,在该预设长度焊料从内部破开所述助焊剂溶液的液体表面层并向所述助焊剂溶液的外部运动的过程中,始终施加作用力于该预设长度焊料上,使该预设长度焊料匀速运动,避免加速度现象造成助焊剂溶液脱离焊料。
18、根据本发明的一些优选方面,所述线材焊料具有平行设置的多个,各个所述线材焊料同步进行助焊剂涂覆。
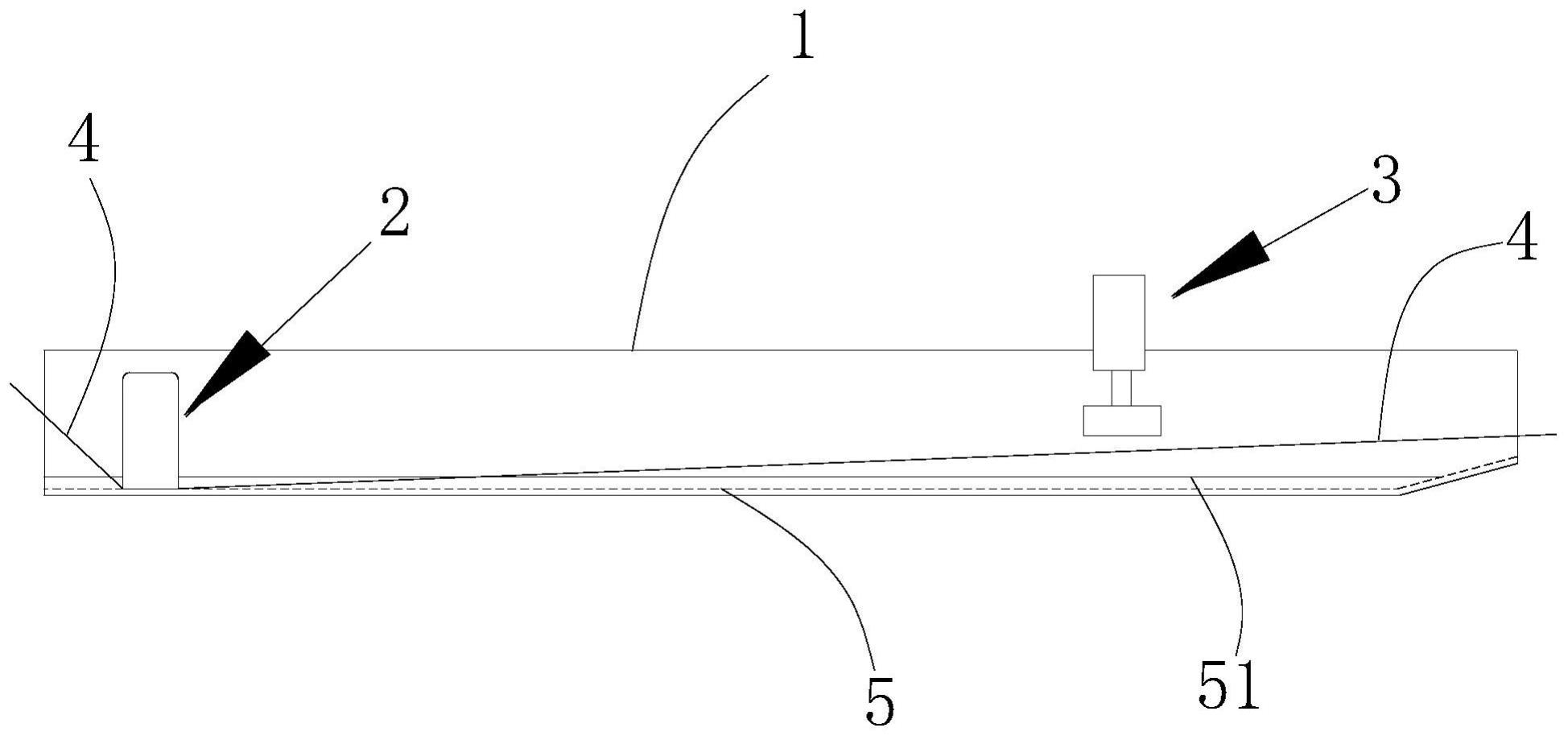
19、根据本发明的一些优选且具体的方面,该助焊剂涂覆方法采用助焊剂涂覆装置进行助焊剂的涂覆,所述助焊剂涂覆装置包括:
20、容置槽,用于容纳助焊剂溶液,该容置槽具有线材焊料进入端口、线材焊料输出端口;
21、限位件,用于将经过所述容置槽的线材焊料的一部分压设在所述容置槽中;
22、驱动机构,用于驱使线材焊料中预设长度焊料在所述容置槽中发生运动;
23、所述线材焊料进入端口、所述限位件、所述驱动机构、所述线材焊料输出端口沿着线材焊料的长度方向依次设置。
24、进一步地,所述限位件、所述驱动机构分别设置在所述容置槽上。
25、在本发明的一些实施方式中,所述限位件包括固定设置在所述容置槽上的横杆,该横杆与所述容置槽的底部之间形成有供线材焊料移动的空隙,该横杆的延伸方向与线材焊料的长度方向垂直。
26、在本发明的一些实施方式中,所述驱动机构包括驱动气缸、与所述驱动气缸传动连接的连接部以及设置在所述连接部上且用于驱使线材焊料中预设长度焊料在所述容置槽中发生运动的施压组件。
27、进一步地,所述驱动机构还包括固定座,该固定座固定设置在所述容置槽上,所述驱动气缸设置在所述固定座上。
28、在本发明的一些实施方式中,所述施压组件包括施压杆件,所述驱动气缸用于驱动所述连接部上下位移,进而带动所述施压杆件上下位移,当施压杆件压设在线材焊料上时,可以用于带动或限制线材焊料发生位移。
29、进一步地,所述施压杆件的延伸方向与线材焊料的长度方向垂直。
30、在本发明的一些实施方式中,所述连接部包括与所述驱动气缸传动连接的连接本体以及形成在所述连接本体上的限位卡槽,所述施压杆件上形成有与所述限位卡槽相适应的限位卡板,当所述限位卡板卡设在所述限位卡槽中时,所述施压杆件与所述连接部相对固定。
31、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
32、本发明克服了现有技术中在线材焊料上涂覆助焊剂所存在的认知误区,创新地借助于固体形态的线材焊料与液体状的助焊剂溶液在动态变化中能够在表面张力的作用下实现助焊剂涂覆在线材焊料表面,而且包覆均匀且充分,在实际焊接过程中,焊接成功率显著提高,甚至可以达到99.5%以上,同时焊接之后的焊点焊接质量得以明显提升,焊料从焊点分离的拉力增加了25%以上。
- 还没有人留言评论。精彩留言会获得点赞!