一种锅炉钢结构新型验收流程的制作方法
1.本发明涉及锅炉钢技术领域,特别涉及一种锅炉钢结构新型验收流程。
背景技术:
2.锅炉是一种能量转换设备,向锅炉输入的能量有燃料中的化学能、电能、锅炉输出具有一定热能的蒸汽、高温水或有机载体,锅的原义指在火上加热的盛水容器,炉指燃烧燃料的场所,锅炉包括锅和炉两大部分,锅炉中产生的热水或蒸汽可直接为工业生产和人民生活提供所需热能,也可通过蒸汽动力装置转换为机械能,或再通过发电机将机械能转换为电能,提供热水的锅炉称为热水锅炉,主要用于生活,工业生产中也有少量应用。
3.现有的锅炉钢结构验收流程程序复杂,工人靠自己自行进行检测,容易造成漏检情况,且容易对某个程序无法准确检测,另外需要资历较深的专业人员才能检测,且检测费时费力,不规范,因此我们做出改进,提出一种锅炉钢结构新型验收流程。
技术实现要素:
4.本发明的目的在提供一种锅炉钢结构新型验收流程,以解决上述背景技术中提出的问题。
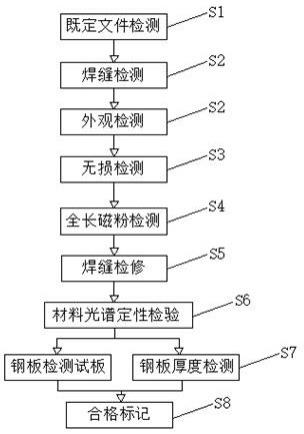
5.为实现上述目的,本发明提供如下技术方案:一种锅炉钢结构新型验收流程,所述流程包括以下步骤:步骤一,根据设计文件和既定标准对锅炉钢结构进行检测;步骤二,对所述锅炉钢结构之间的焊缝进行检验,其次完成外观检测;步骤三,所述结构之间焊缝检验完成,对焊缝进行无损检测;步骤四,所述锅炉钢顶板主梁翼缘火焰切割后,对全长进行磁粉检测;步骤五,对所述焊缝不合格处,进行焊缝返修;步骤六,根据所述锅炉钢材料进行光谱定性检验;步骤七:所述光谱定性检验完成之后,进行焊接检查试板,且对钢板进行厚度检测;步骤八:以上步骤完成之后,检测合格进行标记,填写质量证明书。
6.优选的,所述步骤二锅炉钢结构之间的焊缝包括:锅炉钢顶板主梁和主柱焊缝、顶板次梁的焊缝、其他梁、柱和垂直支撑的焊缝,所述锅炉钢顶板主梁和主柱焊缝要求包括:翼缘和腹板的对接焊缝为一级焊缝,所述翼缘与腹板间的连接焊缝要求焊透的t形接头为二级焊缝。
7.优选的,所述顶板次梁的焊缝要求包括:所述翼缘的对接焊缝为一级焊缝,当低合金高强度结构钢厚度大于等于32mm或碳素结构钢厚度大于等于36mm时,腹板对接焊缝为一级焊缝,其他为二级焊缝。
8.优选的,其他梁、柱和垂直支撑的焊缝包括:所述翼缘和腹板当使用低合金高强度结构钢厚度大于等于32mm或碳素结构钢厚度大于等于36mm时,其对接焊缝为一级焊缝,其
他为二级焊缝,所述翼缘与腹板间的连接焊缝要求焊透的t形接头为二级焊缝。
9.优选的,所述外观检测包括:所述焊缝的外形尺寸应符合设计图样和本标准的要求,焊缝表面应为均匀的鳞片状,不应有焊瘤和烧穿缺陷,对接焊缝金属不应低于母材,所有焊缝应冷却到环境温度后进行外观检查,外观检查采用目测方式,裂纹的检查应辅以5倍放大镜并在合适的光照条件下进行,必要时可采用磁粉检测,尺寸的测量应用量具、卡规,焊缝的尺寸、位置、长度和断续焊缝间隔应与设计图样的要求一致。
10.优选的,所述步骤三无损检测包括:一级焊缝应进行100%超声波检测,二级焊缝应进行至少20%超声波检测,所述检测比例的计数方法应按每条焊缝计算百分比,且检测长度应不小于200mm, 当焊缝长度不足200mm时,应对整条焊缝进行检测,对于所述顶板主梁翼缘与腹板间的连接焊缝,不要求焊透的t形接头或角焊缝,应全长进行磁粉检测,焊缝外观质量等级为二级,除顶板土梁、顶板次梁和主柱外,其他组合截面翼缘与腹板间的连接焊缝是不要求焊透的t形接头或角焊缝,当腹板厚大于等于25剛时,应全长进行所述磁粉检测,其他情况每层抽5根构件,在端部100mm范围内做所述磁粉检测。
11.优选的,所述步骤五焊缝返修包括:无损探伤不合格的焊缝,均应按返修工艺进行返修,返修后应按原探伤方法100%进行复探,同一位置上的焊缝返修不得超过3次,若超过3次,返修的部位其返修方案须经单位技术负责入批准,返修的部位、次数、返修情况应当存入锅炉产品技术档案。
12.优选的,所述焊接检查试板的热处理规程和无损探伤合格标准应与工件相同,所述焊接检查试板的制备尺寸按工艺文件规定,但必须考虑包括复试用的两倍试样和切取试样毛坯的余量。
13.优选的,所述步骤七厚度检测包括:若修磨后的厚度小于最小设计厚度时,应按经评定合格的焊接工艺进行补焊,补焊后应按相关标准规定进行焊后热处理,热处理后应对补焊处周围10mm范围内进行100%mt检测,合格质量等级为i级。
14.与现有技术相比,本发明的有益效果是:本发明一种锅炉钢结构新型验收流程,通过在自定义流程对锅炉钢进行全方位检测,在程序上员工按照验收步骤检测会更加方便,且规范化流程可以让检测工序省事省力,每一道验收工序都有据可查,避免出现流程检测验收推责,无法查询的问题。
附图说明
15.图1为本发明验收步骤示意图。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.请参阅图1,本发明提供一种锅炉钢结构新型验收流程,流程包括以下步骤,步骤一根据设计文件和既定标准对锅炉钢结构进行检测,步骤二,对,锅炉钢结构之间的焊缝进行检验,其次完成外观检测,步骤三结构之间焊缝检验完成,对焊缝进行无损检测,步骤四,
锅炉钢顶板主梁翼缘火焰切割后,对全长进行磁粉检测,步骤五,对焊缝不合格处,进行焊缝返修;步骤六,根据锅炉钢材料进行光谱定性检验;步骤七光谱定性检验完成之后,进行焊接检查试板,且对钢板进行厚度检测,步骤八以上步骤完成之后,检测合格进行标记,填写质量证明书。
18.本发明中:步骤二锅炉钢结构之间的焊缝包括:锅炉钢顶板主梁和主柱焊缝、顶板次梁的焊缝、其他梁、柱和垂直支撑的焊缝,锅炉钢顶板主梁和主柱焊缝要求包括翼缘和腹板的对接焊缝为一级焊缝,翼缘与腹板间的连接焊缝要求焊透的t形接头为二级焊缝。
19.本发明中:顶板次梁的焊缝要求包括:翼缘的对接焊缝为一级焊缝,当低合金高强度结构钢厚度大于等于32mm或碳素结构钢厚度大于等于36mm时,腹板对接焊缝为一级焊缝,其他为二级焊缝;本发明中:其他梁、柱和垂直支撑的焊缝包括:翼缘和腹板当使用低合金高强度结构钢厚度大于等于32mm或碳素结构钢厚度大于等于36mm时,其对接焊缝为一级焊缝,其他为二级焊缝,翼缘与腹板间的连接焊缝要求焊透的t形接头为二级焊缝,焊缝外观质量偏差如表1。
20.表1 焊缝外观质量允许偏差
本发明中:外观检测包括:焊缝的外形尺寸应符合设计图样和本标准的要求,焊缝表面应为均匀的鳞片状,不应有焊瘤和烧穿缺陷,对接焊缝金属不应低于母材,所有焊缝应冷却到环境温度后进行外观检查,外观检查采用目测方式,裂纹的检查应辅以5倍放大镜并在合适的光照条件下进行,必要时可采用磁粉检测,尺寸的测量应用量具、卡规,焊缝的尺寸、位置、长度和断续焊缝间隔应与设计图样的要求一致。
21.本发明中:步骤三无损检测包括:一级焊缝应进行100%超声波检测,二级焊缝应进行至少20%超声波检测,检测比例的计数方法应按每条焊缝计算百分比,且检测长度应不小于200mm, 当焊缝长度不足200mm时,应对整条焊缝进行检测,对于顶板主梁翼缘与腹板间的连接焊缝,不要求焊透的t形接头或角焊缝,应全长进行磁粉检测,焊缝外观质量等级为二级,除顶板土梁、顶板次梁和主柱外,其他组合截面翼缘与腹板间的连接焊缝是不要求焊透的t形接头或角焊缝,当腹板厚大于等于25剛时,应全长进行,磁粉检测,其他情况每层抽5根构件,在端部100mm范围内做磁粉检测。
22.本发明中:步骤五焊缝返修包括:无损探伤不合格的焊缝,均应按返修工艺进行返修,返修后应按原探伤方法100%进行复探,同一位置上的焊缝返修不得超过3次,若超过3次,返修的部位其返修方案须经单位技术负责入批准,返修的部位、次数、返修情况应当存入锅炉产品技术档案。
23.本发明中:焊接检查试板的热处理规程和无损探伤合格标准应与工件相同,焊接检查试板的制备尺寸按工艺文件规定,但必须考虑包括复试用的两倍试样和切取试样毛坯的余量,如表2。
24.表2本发明中:步骤七厚度检测包括:若修磨后的厚度小于最小设计厚度时,应按经评定合格的焊接工艺进行补焊,补焊后应按相关标准规定进行焊后热处理,热处理后应对补焊处周围10mm范围内进行100%mt检测,合格质量等级为i级。
25.具体使用时,本发明一种锅炉钢结构新型验收流程,按照既定步骤对锅炉钢结构进行检测验收,且流程为步骤一,根据设计文件和既定标准对锅炉钢结构进行检测,步骤二,对所述锅炉钢结构之间的焊缝进行检验,其次完成外观检测,步骤三,所述结构之间焊缝检验完成,对焊缝进行无损检测,步骤四,所述锅炉钢顶板主梁翼缘火焰切割后,对全长进行磁粉检测,步骤五,对所述焊缝不合格处,进行焊缝返修,步骤六,根据所述锅炉钢材料
进行光谱定性检验,步骤七:所述光谱定性检验完成之后,进行焊接检查试板,且对钢板进行厚度检测,步骤八:以上步骤完成之后,检测合格进行标记,且质检部门应根据本标准、设计图样和工艺文件的要求,对全部检查记录进行全面审核,确保资料完善、无误,另外质检部门根据核实的检查记录、热处理记录报告、返修焊缝记录等,按 dg0525的规定,将有关内容、数据、评定结论如实地填写到质量证明书中。
26.在本发明的描述中,需要理解的是,指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.在本发明中,除非另有明确的规定和限定,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
28.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1