一种新型整体管孔加工刀具的设计及应用的制作方法
1.本发明涉及加工孔技术领域,尤其涉及一种新型整体管孔加工刀具的设计及应用。
背景技术:
2.现有新型产品省煤器集箱,其设计管孔直径为φ8mm,管座平台深5.5mm,管座平台外围有r2.5mm及r5mm的环形槽,r5环槽边缘呈45
°
;按照常规加工方法,需在钻床上加工φ8孔,利用φ8孔定位加工管座平台,利用φ8孔定位加工r2.5、r5环槽;由于管孔数量较多,每道工序加工完后需要更换刀具,反复利用φ8孔进行导柱定位,不仅加工效率低,并且因加工抗力大,定位导柱表面对φ8孔壁产生磨损,导致φ8孔加工尺寸劣化严重;由于此类管孔形状复杂,现有的刀具及加工形式无法实现钻底孔后一次成型,为了提高效率及管孔质量,需要一种新型的管孔加工刀具。
技术实现要素:
3.为了克服现有技术的缺陷,本发明所要解决的技术问题在于提出一种新型整体管孔加工刀具的设计及应用,采用双刃设计形式,切削力平衡,避免了原加工刀具单刃切削不稳定的现象;多切削刃组合,保证管孔一次成型;实现了复杂管孔的一次成型,大大提高了生产效率,由于一次加工成型,管孔质量也有了很大提升。
4.为达此目的,本发明采用以下技术方案:
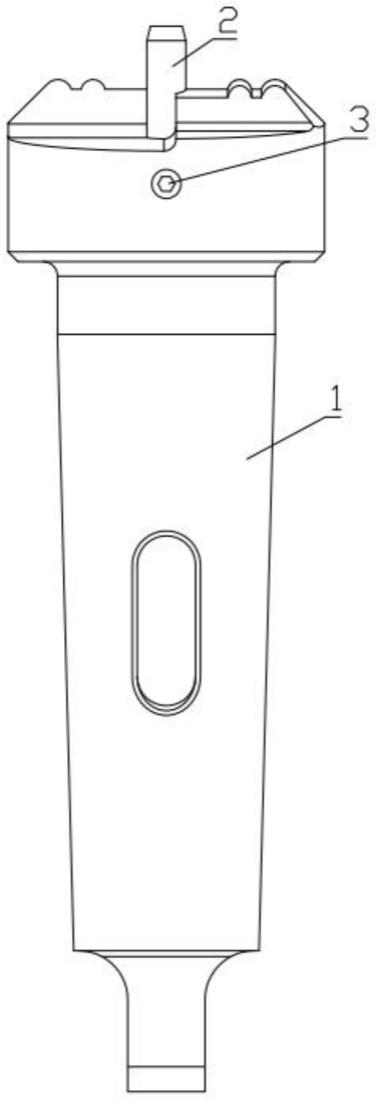
5.本发明提供的一种新型整体管孔加工刀具的设计,包括成型镗刀,还包括φ8侧压式钻头及紧固件;所述成型镗刀的刀头中心与所述φ8侧压式钻头的刀身相配合;所述紧固件一端与所述成型镗刀的刀头外圆周固定连接;所述紧固件另一端与所述φ8侧压式钻头的刀身相抵。
6.本发明进一步的技术方案在于,所述成型镗刀刀头中心设有盲孔;所述成型镗刀刀头端外圆周表面设有螺孔;所述盲孔与所述螺孔相连通。
7.本发明进一步的技术方案在于,所述紧固件包括但不限于紧固螺钉。
8.本发明进一步的技术方案在于,所述φ8侧压式钻头的刀身插入所述盲孔;所述紧固件与所述螺孔固定连接。
9.本发明还提供的一种新型整体管孔加工刀具的应用,包括以下步骤:s1、首先将φ8侧压式钻头装入成型镗刀的盲孔中,然后拧紧紧固件,使φ8侧压式钻头与成型镗刀相对固定。
10.s2、将集箱放置在镗床工作台的v型架上,待加工孔一侧面对镗床,底孔轴线与镗床主轴平行,找正后固定v型架及待加工的集箱体。
11.s3、将顶尖装入主轴,调整主轴箱x轴、y轴坐标,对准待加工孔划线中心,将顶尖卸下换装新型整体管孔加工刀具在镗床的主轴上,此时刀具加工中心与待加工的孔中心重合。
12.s4、开动机床,移动主轴,φ8侧压式钻头先对集箱进行钻孔加工,随着钻头的深入,成型镗刀的各切削刃逐渐参与切削,直至加工深度,退刀完成孔加工。
13.本发明的有益效果为:
14.本发明提供的新型整体管孔加工刀具的设计及应用,采用双刃设计形式,切削力平衡,避免了原加工刀具单刃切削不稳定的现象;多切削刃组合,保证管孔一次成型;实现了复杂管孔的一次成型,大大提高了生产效率,由于一次加工成型,管孔质量也有了很大提升。
附图说明
15.图1是本发明的新型整体管孔加工刀具的设计及应用的结构示意图。
16.图2是本发明的新型整体管孔加工刀具的设计及应用的成型镗刀1的结构示意图。
17.图3是本发明的新型整体管孔加工刀具的设计及应用的成型镗刀1的结构剖视图。
18.图中:
19.成型镗刀1;盲孔11;螺孔12;φ8侧压式钻头2;紧固件3。
具体实施方式
20.下面结合具体实施方式对本发明作进一步的说明。其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
21.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
22.具体实施方式一:
23.下面结合图1、2、3说明本实施方式,本发明涉及加工孔技术领域,更具体的说是一种新型整体管孔加工刀具的设计,包括成型镗刀1,还包括φ8侧压式钻头2及紧固件3;成型镗刀1的刀头中心与φ8侧压式钻头2的刀身相配合;紧固件3一端与成型镗刀1的刀头外圆周固定连接;紧固件3另一端与φ8侧压式钻头2的刀身相抵。
24.具体实施方式二:
25.下面结合图1、2、3说明本实施方式,本实施方式对实施方式一作进一步说明,成型镗刀1刀头中心设有盲孔11;成型镗刀1刀头端外圆周表面设有螺孔12;盲孔11与螺孔12相连通。
26.具体实施方式三:
27.下面结合图1、2、3说明本实施方式,本实施方式对实施方式一作进一步说明,紧固件3包括但不限于紧固螺钉。
28.具体实施方式四:
29.下面结合图1、2、3说明本实施方式,本实施方式对实施方式一作进一步说明,φ8侧压式钻头2的刀身插入盲孔11;紧固件3与螺孔12固定连接。
30.具体实施方式五:
31.本实施方式更具体的说是一种新型整体管孔加工刀具的应用,包括以下步骤:s1、首先将φ8侧压式钻头2装入成型镗刀1的盲孔11中,然后拧紧紧固件3,使φ8侧压式钻头2与成型镗刀1相对固定。
32.s2、将集箱放置在镗床工作台的v型架上,待加工孔一侧面对镗床,底孔轴线与镗床主轴平行,找正后固定v型架及待加工的集箱体。
33.s3、将顶尖装入主轴,调整主轴箱x轴、y轴坐标,对准待加工孔划线中心,将顶尖卸下换装新型整体管孔加工刀具在镗床的主轴上,此时刀具加工中心与待加工的孔中心重合。
34.s4、开动机床,移动主轴,φ8侧压式钻头2先对集箱进行钻孔加工,随着钻头的深入,成型镗刀1的各切削刃逐渐参与切削,直至加工深度,退刀完成孔加工。
35.本发明是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本发明不受此处所公开的具体实施例的限制,其他落入本申请的权利要求内的实施例都属于本发明保护的范围。
技术特征:
1.一种新型整体管孔加工刀具的设计,包括成型镗刀(1),其特征在于,还包括φ8侧压式钻头(2)及紧固件(3);所述成型镗刀(1)的刀头中心与所述φ8侧压式钻头(2)的刀身相配合;所述紧固件(3)一端与所述成型镗刀(1)的刀头外圆周固定连接;所述紧固件(3)另一端与所述φ8侧压式钻头(2)的刀身相抵。2.根据权利要求1所述的新型整体管孔加工刀具的设计,其特征在于:所述成型镗刀(1)刀头中心设有盲孔(11);所述成型镗刀(1)刀头端外圆周表面设有螺孔(12);所述盲孔(11)与所述螺孔(12)相连通。3.根据权利要求1所述的新型整体管孔加工刀具的设计,其特征在于:所述紧固件(3)包括但不限于紧固螺钉。4.根据权利要求1或2所述的新型整体管孔加工刀具的设计,其特征在于:所述φ8侧压式钻头(2)的刀身插入所述盲孔(11);所述紧固件(3)与所述螺孔(12)固定连接。5.一种根据权利要求1至4任一项所述的新型整体管孔加工刀具的应用,其特征在于,包括以下步骤:s1、首先将φ8侧压式钻头(2)装入成型镗刀(1)的盲孔(11)中,然后拧紧紧固件(3),使φ8侧压式钻头(2)与成型镗刀(1)相对固定;s2、将集箱放置在镗床工作台的v型架上,待加工孔一侧面对镗床,底孔轴线与镗床主轴平行,找正后固定v型架及待加工的集箱体;s3、将顶尖装入主轴,调整主轴箱x轴、y轴坐标,对准待加工孔划线中心,将顶尖卸下换装新型整体管孔加工刀具在镗床的主轴上,此时刀具加工中心与待加工的孔中心重合;s4、开动机床,移动主轴,φ8侧压式钻头(2)先对集箱进行钻孔加工,随着钻头的深入,成型镗刀(1)的各切削刃逐渐参与切削,直至加工深度,退刀完成孔加工。
技术总结
本发明公开了一种新型整体管孔加工刀具的设计及应用,属于加工孔技术领域,新型整体管孔加工刀具的设计包括成型镗刀,还包括φ8侧压式钻头及紧固件;所述成型镗刀的刀头中心与所述φ8侧压式钻头的刀身相配合;所述紧固件一端与所述成型镗刀的刀头外圆周固定连接;所述紧固件另一端与所述φ8侧压式钻头的刀身相抵。本发明公开新型整体管孔加工刀具的设计及应用,采用双刃设计形式,切削力平衡,避免了原加工刀具单刃切削不稳定的现象;多切削刃组合,保证管孔一次成型;实现了复杂管孔的一次成型,大大提高了生产效率,由于一次加工成型,管孔质量也有了很大提升。管孔质量也有了很大提升。管孔质量也有了很大提升。
技术研发人员:王革 李晓红 程亮 姜志强 韩磊
受保护的技术使用者:哈尔滨锅炉厂有限责任公司
技术研发日:2022.11.08
技术公布日:2023/1/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1