一种数字化熔敷金属焊接平台及焊接方法与流程
1.本发明属于焊接技术领域,具体涉及一种数字化熔敷金属焊接平台及焊接方法。
背景技术:
2.根据焊接要求,焊接用的焊材需要进行批量检测,特别是对于co2气体保护焊,每个批次都要进行进行焊接试验,即根据规范要求、采用焊丝焊接一对金属试件,焊道数量14-16道,焊接后测试焊丝熔敷金属力学性能。若上述焊接采用手工焊接,每对金属试件焊接工时约3小时,且焊接试验的工作量很大,重复大量的焊接容易导致焊缝质量下降,从而影响力学性能检测结果,现有自动化焊接平台和方法还存在以下缺陷:
3.(1)随着批样样本量的增大,缺乏配合焊接平台自动化、可视化和可溯化的在线监控系统和方法,难以及时判断、找到对应焊接异常位置,增大管理和检测的难度和成本,不利于标准化管控,影响焊材焊接力学性能检验的精度、可靠性和效率。
4.(2)焊枪组件的智能化、柔性化和稳定性程度不高,制约了焊接平台的紧凑性、焊接试验范围和焊接效率,同时单工位上的连续焊接操作易导致焊渣不易排出、焊接试件的道间温度未能控制,从而影响焊接效率和焊材评价。
技术实现要素:
5.本发明旨在至少在一定程度上解决上述技术问题之一,本发明提供一种数字化熔敷金属焊接平台及焊接方法,实现标准化、自动化、可视化、数字化、可追溯化监控焊接,显著提高焊材熔敷金属焊接试验效率、降本增效。
6.本发明解决其技术问题所采用的技术方案是:
7.一种数字化熔敷金属焊接平台,包括焊接台、多轴焊枪组件和监控系统,所述多轴焊枪组件包括xyz三轴滑动模组、设置在xyz三轴滑动模组上能够绕其x、y方向往复偏转的焊枪,所述焊接台设有在xyz三轴滑动模组内、焊枪下方的至少两个工作区;
8.所述监控系统包括数据标签、数据采集模块和监控平台;
9.所述数据标签用于映射焊材、焊接试件相关数据;
10.所述数据采集模块用于识别数据标签、连接多轴焊枪组件获取实时焊接数据,焊接数据包括焊接电流、电压和速度;
11.所述监控平台用于控制多轴焊枪组件运行,接收处理数据采集模块的焊接数据获取电流电压波形图和/或excel表,依据电流电压波形图判定焊接结果,关联存储或查询数据标签、焊接结果。
12.上述焊接平台,进一步地,所述xyz三轴滑动模组包括在三维坐标系上相互垂直的x轴直线模组、y轴直线模组和z轴直线模组,所述x轴直线模组能够沿两个y轴直线模组往复移动,所述z轴直线模组能够沿x轴直线模组往复移动,所述焊枪能够沿z轴直线模组往复移动,所述工作区位于两个y轴直线模组之间。
13.上述焊接平台,进一步地,所述z轴直线模组背部设有第一支撑架,所述第一支撑
架后方设有第二支撑架和送丝机,所述第一支撑架和第二支撑架上设有导向凹槽,由送机机将焊丝焊材通过第一支撑架和第二支撑架的导向凹槽送入焊枪,保证焊枪移动焊接过程中焊丝稳定支撑和输送。
14.上述焊接平台,进一步地,所述z轴直线模组的滑块上设有第一旋转台,所述第一旋转台的输出端连接有安装板,第一旋转台用于驱动安装板绕xyz三轴滑动模组的x轴方向作0-90
°
往复偏转,所述安装板上设有输出端与焊枪相连的第二旋转台,第二旋转台用于驱动焊枪绕xyz三轴滑动模组的y轴方向作0-90
°
往复偏转。
15.上述焊接平台通过z轴直线模组沿x轴直线模组的往复移动可以便捷地实现多个工作区的焊接、焊后清渣交替作业,通过交替作业控制焊接试件的道间温度;通过xyz三轴滑动模组的x轴直线模组、y轴直线模组和z轴直线模组在三维坐标系上相互垂直运动,与第一旋转台驱动安装板绕x轴方向偏转、第二旋转台驱动焊枪绕y轴方向偏转复合,实现焊枪轨迹与焊接角度的自动、柔性调整,满足多种焊接需求;同时,通过数据采集模块连接焊枪焊接回路获得焊接电流、电压,通过x轴直线模组的电机反馈获得焊接速度,准确高效的实时采集数据。
16.上述焊接平台,进一步地,所述焊枪上设有红外激光定位装置和/或高速影像追踪装置,所述数据采集模块用于获取红外激光定位装置的实时红外定位数据和/或高速影像追踪装置的实时影像数据,所述监控平台用于设定多轴焊枪组件的运行轨迹、依据数据采集模块的实时红外定位数据修正多轴焊枪组件的运行轨迹,将数据采集模块的实时影像数据与数据标签的相关数据对应存储,获取焊接结果异常下的对应实时影像数据。
17.上述焊接平台可以通过红外激光定位装置随焊枪移动获取实时红外定位数据,利用实时红外定位数据超过多轴焊枪组件的设定运行轨迹偏移量控制多轴焊枪组件运动、实现运行轨迹的修正和自我校准,提高智能化响应和焊接;可以通过高速影像追踪装置随焊枪移动获取实时影像数据,利于监控平台查询对应数据标签的相关数据时,依据对应焊接结果异常的实时影像数据记录,快速找到对应异常位置、了解异常情况。
18.上述焊接平台,进一步地,所述工作区一侧设有限位板,工作区另一侧设有能够与限位板相对运动的限位器,所述工作区设有渣孔阵列,所述焊接台设有位于渣孔阵列下方的焊渣收集器,用于通过限位器与限位板的趋远运动为焊接试件放入让位,通过限位器与限位板的趋近运动将焊接试件限位在限位器与限位板之间的工作区上,防止焊接时焊接试件位移,同时焊接后,焊接试件的焊渣可以由渣孔阵列掉入下方的焊渣收集器内,避免焊渣影响自动化焊接。
19.上述焊接平台,进一步地,所述数据标签采用条形码、二维码、电子标签的一种或多种,所述数据采集模块包括识别条形码、二维码的扫码枪或识别电子标签的读取器,用于实现焊材、焊接试件相关数据的录入,焊接后通过对应存储作为监控平台溯源查询的依据。
20.上述焊接平台,进一步地,所述数据标签的相关数据包括试件的编号、焊接日期、母材材质、试件尺寸、坡口角度、焊丝牌号、焊丝批号。
21.上述焊接平台,进一步地,所述监控平台包括控制中心、数据传输模块和云端数据库,所述控制中心包括可视化面板、数据处理模块和控制单元;
22.所述可视化面板用于输入和/或显示包括:焊接参数、焊接结果判定参数、数据采集模块的焊接数据、电流电压波形图、excel表、数据标签的相关数据、焊接结果;
23.所述数据处理模块用于接收数据采集模块的焊接数据、可视化面板的数据,生成电流电压波形图和/或excel表,结合焊接结果判定参数找到焊接异常位置;
24.所述控制单元用于协调多轴焊枪组件、可视化面板和数据处理模块运行,通过数据传输模块与云端数据库交互;
25.所述云端数据库用于存储数据标签对应的焊材、焊接试件相关数据、焊接数据和焊接结果。
26.上述焊接平台通过可视化面板输入配置焊接方法,通过可视化面板显示实时可视监测和获得焊接结果,通过数据处理模块实现图表转换,通过控制单元与云端数据库的交互实现数据存储和调用,从而实现对焊接平台的可视化监控和焊接结果的可视化溯源查询,进而显著提高焊接效率、焊接试验效率、便于标准化、数字化监管。
27.一种数字化熔敷金属焊接方法,基于上述任意一项所述的数字化熔敷金属焊接平台,其方法包括:
28.数据采集模块识别焊接试件的数据标签、录入监控平台;
29.将待焊接试件限位在对应工作区,监控平台控制xyz三轴滑动模组进行焊接;
30.焊接时,数据采集模块采集获取实时焊接数据,监控平台生成电流电压波形图和/或excel表;
31.监控平台依据电流电压波形图判定焊接结果,关联存储数据标签、焊接结果;
32.监控平台查询数据标签对应的焊接结果、依据焊接结果中的异常波段找到焊接试件的异常位置;
33.检测焊接试件的异常位置。
34.上述焊接方法,进一步地,数据采集模块每秒采集≥2万组焊接电流和电压,多轴焊枪组件的焊接速度为0-300mm/s,多个工作区的焊接和焊后清渣交替作业,可以提高焊接实施的可靠性和效率,把控实现焊接监测精度。
35.上述焊接方法,进一步地,监控平台设定波形阈值,能够选择放大或缩小时间轴数据间隔显示对应电流电压波形图;
36.监控平台依据电流电压波形图超过波形阈值判定异常波段,依据异常波段对应时间轴数据和焊接速度计算焊接试件的异常位置。
37.与现有技术相比,本发明的有益效果是:
38.(1)通过数据标签映射焊材、焊接试件相关数据,焊接时监控平台控制多轴焊枪组件运行、由数据采集模块每秒采集≥2万组包括焊接电流、电压和速度的实时焊接数据和/或高速影像追踪,通过监控平台生成实时电流电压波形图和/或excel表、相关数据标签存储,实现配合焊接平台自动化、可视化在线监控。
39.(2)监控平台可以结合焊接结果判定参数、依据电流电压波形图判定焊接结果,通过数据标签查询关联焊接结果,可自由选择查看任意时刻电流电压值,找到焊接异常位置,实现标准化、数字化、可溯化的焊接。
40.(3)在xyz三轴滑动模组基础上采用能够绕其x轴方向作0-90
°
往复偏转、y轴方向作0-90
°
往复偏转的焊枪,配合红外激光定位装置反馈实现多轴焊枪组件的运行轨迹的自我校正,保证多轴焊枪组件按设定运行轨迹标准化运行,增加了焊接智能化、柔性化和稳定性,可以提高焊接平台的紧凑性、焊接试验范围和焊接效率。
41.(4)通过多个工作区的焊接和焊后清渣交替作业,利于焊渣排出并控制焊接试件的道间温度,从而提高焊接效率和焊接后焊材评价的可靠性、稳定性。
42.综上,本发明通过焊接平台能实现焊接过程标准化、自动化、可视化,配合数字化的监控平台能显著提高焊材熔敷金属焊接试验的效率、实现数据的可追溯化,从而降本增效。
附图说明
43.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
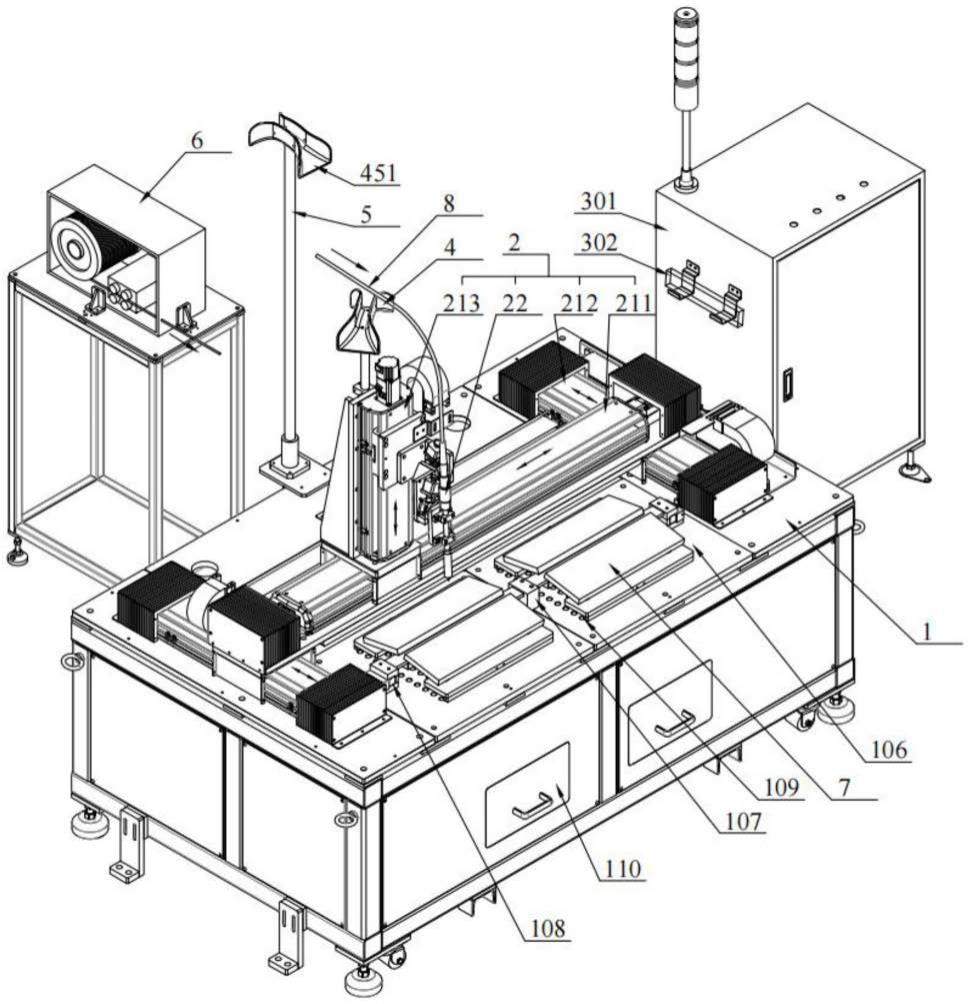
44.图1是本发明实施例1的立体图;
45.图2是本发明实施例1的侧视图;
46.图3是本发明实施例1的xyz三轴滑动模组立体图;
47.图4是图3的a部分结构放大图;
48.图5是本发明实施例1的结构图;
49.图6是本发明实施例2的流程图;
50.图7是本发明实施例2的实时焊接电流、电压数据;
51.图8是本发明实施例2的电流电压波形图。
52.图中标记:焊接台1,框架101,支撑架102,滑轮103,垫块104,吊耳105,工作区106,限位板107,限位器108,渣孔阵列109,焊渣收集器110;
53.多轴焊枪组件2,xyz三轴滑动模组21,x轴直线模组211,y轴直线模组212,z轴直线模组213,风琴罩214,焊枪22,第一旋转台23,l形板24,安装板25,第二旋转台26,焊枪板27,固定块28;
54.监控系统3,电控柜301,控制面板302,第一支撑架4,第二支撑架5,导向凹槽451,送丝机6,焊接试件7,焊材8。
具体实施方式
55.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
56.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“轴向”、“径向”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
57.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机
械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
58.实施例1:
59.如图1-5所示,为本发明所述一种数字化熔敷金属焊接平台的一种较佳实施方式,所述焊接平台包括焊接台1、多轴焊枪组件2和监控系统3,所述多轴焊枪组件2包括xyz三轴滑动模组21、设置在xyz三轴滑动模组21上能够绕其x、y方向往复偏转的焊枪22,所述焊接台1设有在xyz三轴滑动模组21内、焊枪22下方的至少两个工作区106;
60.所述监控系统3包括数据标签、数据采集模块和监控平台;
61.所述数据标签用于映射焊材8、焊接试件7相关数据;
62.所述数据采集模块用于识别数据标签、连接多轴焊枪组件2获取实时焊接数据,焊接数据包括焊接电流、电压和速度;
63.所述监控平台用于控制多轴焊枪组件2运行,接收处理数据采集模块的焊接数据获取电流电压波形图和/或excel表,依据电流电压波形图判定焊接结果,关联存储或查询数据标签、焊接结果。
64.上述焊接平台,进一步地,所述焊接台1包括框架101、设置在框架101上的若干支撑架102、滑轮103、垫块104和吊耳105,通过支撑架102支撑整体,通过滑轮103移动、垫块104与叉车配合、吊耳105与吊装结构的配合整体移动和转移焊接台1。
65.上述焊接平台,进一步地,所述xyz三轴滑动模组21包括在三维坐标系上相互垂直的x轴直线模组211、y轴直线模组212和z轴直线模组213,所述x轴直线模组211能够沿两个y轴直线模组212往复移动,所述z轴直线模组213能够沿x轴直线模组211往复移动,所述焊枪22能够沿z轴直线模组213往复移动,所述工作区106位于两个y轴直线模组212之间。
66.上述焊接平台,进一步地,所述x轴直线模组211、y轴直线模组212和z轴直线模组213采用选用电动螺杆滑轨、设置在电动螺杆滑轨上的滑块,电动螺杆滑轨两端设有风琴罩214,x轴直线模组211的电动螺杆滑轨与y轴直线模组212的滑块相连,z轴直线模组213的电动螺杆滑轨与x轴直线模组211的滑块相连,通过电动螺杆滑轨的电机驱动滑块沿电动螺杆滑轨移动实现往复驱动。
67.上述焊接平台,进一步地,所述z轴直线模组213背部设有第一支撑架4,所述第一支撑架4后方设有第二支撑架5和送丝机6,所述第一支撑架4和第二支撑架5上设有导向凹槽451,由送机机连接监控平台,将焊丝焊材通过第一支撑架4和第二支撑架5的导向凹槽451送入焊枪22,保证焊枪22移动焊接过程中焊丝稳定支撑和输送。
68.上述焊接平台,进一步地,所述z轴直线模组213的滑块上设有第一旋转台23,第一旋转台23通过l形板24安装在滑块上,所述第一旋转台23的输出端连接有安装板25,安装板25截面呈l形,第一旋转台23用于驱动安装板25绕xyz三轴滑动模组21的x轴方向作0-90
°
往复偏转,所述安装板25上设有输出端与焊枪22相连的第二旋转台26,第二旋转台26的输出端连接有焊枪板27,焊枪22外通过卡固固定块28安装在焊枪板27上,第二旋转台26用于驱动焊枪22绕xyz三轴滑动模组21的y轴方向作0-90
°
往复偏转,第一旋转台23和第二旋转台26采用蜗轮蜗杆传动。
69.上述焊接平台通过z轴直线模组213沿x轴直线模组211的往复移动可以便捷地实
现多个工作区106的焊接、焊后清渣交替作业,通过交替作业控制焊接试件7的道间温度;通过xyz三轴滑动模组21的x轴直线模组211、y轴直线模组212和z轴直线模组213在三维坐标系上相互垂直运动,与第一旋转台23驱动安装板25绕x轴方向偏转、第二旋转台26驱动焊枪22绕y轴方向偏转复合,实现焊枪22轨迹与焊接角度的自动、柔性调整,满足多种焊接需求;同时,通过数据采集模块连接焊枪22焊接回路获得焊接电流、电压,通过x轴直线模组211的电机反馈获得焊接速度,准确高效的实时采集数据。
70.上述焊接平台,进一步地,所述焊枪22上设有红外激光定位装置和/或高速影像追踪装置,所述数据采集模块用于获取红外激光定位装置的实时红外定位数据和/或高速影像追踪装置的实时影像数据,所述监控平台用于设定多轴焊枪组件2的运行轨迹、依据数据采集模块的实时红外定位数据修正多轴焊枪组件2的运行轨迹,将数据采集模块的实时影像数据与数据标签的相关数据对应存储,获取焊接结果异常下的对应实时影像数据。
71.上述焊接平台可以通过红外激光定位装置随焊枪22移动获取实时红外定位数据,利用实时红外定位数据超过多轴焊枪组件2的设定运行轨迹偏移量控制多轴焊枪组件2运动、实现运行轨迹的修正和自我校准,提高智能化响应和焊接;可以通过高速影像追踪装置随焊枪22移动获取实时影像数据,利于监控平台查询对应数据标签的相关数据时,依据对应焊接结果异常的实时影像数据记录,快速找到对应异常位置、了解异常情况。
72.上述焊接平台,进一步地,所述工作区106一侧设有限位板107,工作区106另一侧设有能够与限位板107相对运动的限位器108,所述限位器108可以选用快速夹具,所述工作区106设有渣孔阵列109,所述焊接台1设有位于渣孔阵列109下方的焊渣收集器110,用于通过限位器108与限位板107的趋远运动为焊接试件7放入让位,通过限位器108与限位板107的趋近运动将焊接试件7限位在限位器108与限位板107之间的工作区106上,防止焊接时焊接试件7位移,保证每对焊接试件7的焊缝位置基本不变,使焊枪22焊接角度及位置更易调节,同时焊接后,焊接试件7的焊渣可以由渣孔阵列109掉入下方的焊渣收集器110内,一方面利于焊后焊渣的去除,另一方面能够降低制造成本。
73.上述焊接平台,进一步地,所述数据标签采用条形码、二维码、电子标签的一种或多种,所述数据采集模块包括识别条形码、二维码的扫码枪或识别电子标签的读取器,用于实现焊材、焊接试件7相关数据的录入,焊接后通过对应存储作为监控平台溯源查询的依据。
74.上述焊接平台,进一步地,所述数据标签的相关数据包括试件的编号、焊接日期、母材材质、试件尺寸、坡口角度、焊丝牌号、焊丝批号,数据标签可以贴附在焊接试件7上。
75.上述焊接平台,进一步地,所述监控平台包括控制中心、数据传输模块和云端数据库,所述控制中心包括可视化面板、数据处理模块和控制单元;
76.所述可视化面板用于输入和/或显示包括:焊接参数、焊接结果判定参数、数据采集模块的焊接数据、电流电压波形图、excel表、数据标签的相关数据、焊接结果;
77.所述数据处理模块用于接收数据采集模块的焊接数据、可视化面板的数据,生成电流电压波形图和/或excel表,结合焊接结果判定参数找到焊接异常位置;
78.所述控制单元用于协调多轴焊枪组件2、可视化面板和数据处理模块运行,通过数据传输模块与云端数据库交互;
79.所述云端数据库用于存储数据标签对应的焊材、焊接试件7相关数据、焊接数据和
焊接结果。
80.进一步地,所述数据处理模块和控制单元隐藏在电控柜301中,所述可视化面板包括设置在电控柜301外的控制面板302和pc面板,电控柜301上设有若干安全指示灯和控制按钮,用于在焊接平台故障时通过安全指示灯报警,通过控制按钮实现焊接平台启闭、控制,所述数据传输模块采用交换机和以太网实现本体控制单元和云端服务器交互。
81.上述焊接平台通过可视化面板输入配置焊接方法,通过可视化面板显示实时可视监测和获得焊接结果,通过数据处理模块实现图表转换,通过控制单元与云端数据库的交互实现数据存储和调用,从而实现对焊接平台的可视化监控和焊接结果的可视化溯源查询,进而显著提高焊接效率、焊接试验效率、便于标准化、数字化监管。
82.实施例2:
83.如图6-8所示,为本发明所述一种数字化熔敷金属焊接方法的一种较佳实施方式,基于上述实施例1所述的数字化熔敷金属焊接平台,其方法包括以下步骤:
84.s0:将数据标签与对应焊材、焊接试件7的相关数据存储于云端数据库中;焊接前数据采集模块识别贴附在待焊接试件7上的数据标签、传输至控制中心,控制中心调用云端数据库获取当前焊接下数据标签对应的相关数据;
85.s1:将待焊接焊接试件7装夹在对应工作区106,通过可视化面板输入焊接参数,设定多轴焊枪组件2的运行轨迹,控制单元控制多轴焊枪组件2动作调节焊接角度和位置,送机机动作将焊丝经过第一支撑架4、第二支撑架5送入焊枪22,对焊接试件7进行熔敷金属焊接,焊接速度为0-300mm/s;
86.s2:焊接时,数据采集模块连接多轴焊枪组件2获取实时焊接数据:焊接电流i、电压u和速度v,每秒采集≥2万组焊接电流和电压,控制中心的数据处理模块接收数据采集模块的焊接数据生成如图7所示的实时电流电压波形图和excel表,并由控制单元控制可视化面板显示;通过红外激光定位装置随焊枪22移动获取实时红外定位数据,控制单元依据数据采集模块的实时红外定位数据校准多轴焊枪组件2的运行轨迹;
87.s3:对应工作位的焊接结束后,清渣,控制单元手动或自动将电流电压波形图和excel表通过数据传输模块上传至云端数据库,并与对应数据标签关联存储;同时,控制单元控制多轴焊枪组件2动作转移至其他工作区106进行步骤s2焊接操作;
88.s4:通过可视化面板将excel表导入数据处理模块,数据处理模块生成如图8所示的电流电压波形图,横坐标为时间轴,纵坐标为幅值,并由控制单元控制可视化面板显示,可视化面板输入焊接结果判定参数:波形阈值,数据处理模块依据电流电压波形图超过波形阈值判定异常波段,依据异常波段对应时间轴数据和焊接速度计算焊接试件7的异常位置,获得焊接结果,上传至至云端数据库,关联数据标签存储;
89.s5:数据采集模块识别焊接试件7上的数据标签,输至控制中心,控制中心调用云端数据库获取焊接后数据标签对应的相关数据,能够选择放大或缩小时间轴数据间隔显示对应电流电压波形图,自由选择查看任意时刻电流电压值和异常波段,检测焊接试件7的异常位置,判断焊接时是否存在问题。
90.进一步地,步骤s3通过高速影像追踪装置随焊枪22移动获取实时影像数据,并上传至云端数据库;步骤s5依据对应焊接结果异常的实时影像数据记录,快速找到对应异常位置。
91.上述焊接平台和方法通过数据标签映射焊材、焊接试件7相关数据,焊接时监控平台控制多轴焊枪组件2运行、由数据采集模块每秒采集≥2万组包括焊接电流、电压和速度的实时焊接数据和/或高速影像追踪,通过监控平台生成实时电流电压波形图和/或excel表、相关数据标签存储,实现配合焊接平台自动化、可视化在线监控,并可以结合焊接结果判定参数、依据电流电压波形图判定焊接结果,通过数据标签查询关联焊接结果,可自由选择查看任意时刻电流电压值,找到焊接异常位置,实现标准化、数字化、可溯化的焊接。
92.上述焊接平台和方法在xyz三轴滑动模组21基础上采用能够绕其x轴方向作0-90
°
往复偏转、y轴方向作0-90
°
往复偏转的焊枪22,配合红外激光定位装置反馈实现多轴焊枪组件2的运行轨迹的自我校正,保证多轴焊枪组件2按设定运行轨迹标准化运行,增加了焊接智能化、柔性化和稳定性,可以提高焊接平台的紧凑性、焊接试验范围和焊接效率,通过多个工作区106的焊接和焊后清渣交替作业,利于焊渣排出并控制焊接试件7的道间温度,从而提高焊接效率和焊接后焊材评价的可靠性、稳定性。
93.综上,本发明通过焊接平台能实现焊接过程标准化、自动化、可视化,配合数字化的监控平台能显著提高焊材熔敷金属焊接试验的效率、实现数据的可追溯化,从而降本增效。
94.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施例或变更均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1