一种光伏加热板及其加工方法与流程
1.本发明涉及加热板技术领域,具体为一种光伏加热板及其加工方法。
背景技术:
2.随着清洁能源的推广,光伏行业得到迅速提升,而成本问题随之而至,为控制单片成本,光伏设备也就越做越大,但工艺稳定问题随之而至。腔室内部的加热底板与气体扩散器的尺寸越变越大,而其中最为核心的就是加热问题,工艺反应的速率主要是通过温度来管控,工艺腔内的加热不均或温度不足,会导致产品成膜不均或成膜低的问题,就会造成产品不良;对加热丝进行固定时,传统的工艺是采用铝熔射进行管路填充,这样腔室内气体进入管路,气体会对加热管进行腐蚀,继而造成寿命降低。
3.为了解决上述缺陷,现提供一种技术方案。
技术实现要素:
4.本发明的目的在于提供一种光伏加热板及其加工方法。
5.本发明所要解决的技术问题如下:对加热丝进行固定时,传统的工艺是采用铝熔射进行管路填充,这样腔室内气体进入管路,气体会对加热管进行腐蚀,继而造成寿命降低。
6.本发明的目的可以通过以下技术方案实现:一种光伏加热板的加工方法,包括以下步骤:步骤一、对铝板进行预处理,并对预处理后的铝板上非使用面进行开槽作业形成管路,按照图纸对开槽后的铝板进行管路检查;步骤二、根据需求选用加热丝和热电偶,按照图纸对加热丝和热电偶进行管路盘管,并用气泵压实,同时再用铝块将加热丝和热电偶压实;步骤三、用铝条填充管路,并用摩擦焊将铝条两端与板材焊接;步骤四、对焊接后的加热板进行真空抽取并达到设定的真空度;步骤五、对焊接好的加热板进行后处理,后处理完成后对产品进行检验,经检验合格后包装即可。
7.步骤一中所述预处理包括对铝材的材质、尺寸和平面度进行检验,检验无异常后对铝板表面进行开粗作业;其中铝板的尺寸为2.3*2.3*0.58m,平面度为1mm以下。
8.所述开粗作业具体为根据需要的尺寸对铝板进行加工,但是不加工具体的管路、孔和台阶。
9.步骤四中设定的真空度为1.0*10-9pa
·
m3/s。
10.步骤五中的后处理包括如下步骤:第一步、对焊接好的加热板进行热处理整形直至其表面平面度小于1mm,对焊接位置进行面切5mm,并对加热板进行打磨,去除毛刺和印记;
第二步、对非使用面进行遮蔽,然后对使用面进行阳极氧化处理,氧化处理完成后去除遮蔽。
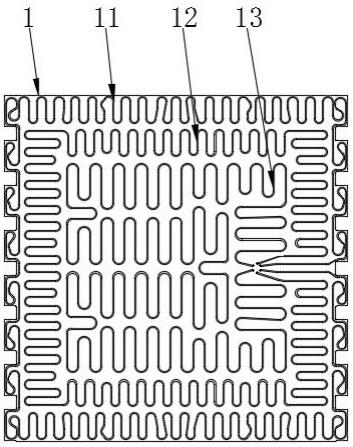
11.光伏加热板,包括板体,所述板体上由外向内依次设置有外区、中区和内区,所述外区、中区和内区上均设置有加热丝,加热丝呈首尾相连的盘管形状,所述外区、中区和内区上的加热丝分别呈现不同的盘管造型。
12.所述外区、中区和内区上分别开设有安装槽,加热丝埋设在安装槽内。
13.本发明公开了一种加热器盘管设计,该设计将加热板分成三区(内、中、外);根据每个区域面积不同,要进行不同的盘管方式,加热丝主要起到加热作用,根据不同的面积,合理的进行盘管管路设计,单位面积的加热密度契合,设定不同的盘管造型来确保各区域的温度在工艺参数内,对温度进行严格把控,从而提高加热板整体的加热效果。
14.对于加热丝的固定问题,如果加热丝与板材不充分接触,容易造成空烧,缩短使用寿命,过分夯实会导致加热丝损坏,产品不能正常使用,本发明选择在铝板上开槽,将加热管填埋进去、敲实,再用压块夯实,夯实后用铝条在摩擦焊接的工艺下将槽路填充完善,填充无误后也会抽真空核实,利用氦检仪器对产品的唯一进口进行抽取,抽取至预设的真空度即认为合格,不达标的需要查找漏点,用补焊工艺进行补漏;而传统的工艺是采用铝熔射进行管路填充,这样腔室内气体进入管路,气体会对加热管进行腐蚀,继而造成寿命降低。
15.为达到加热板最佳的加热效果(加热板的加热温度在350℃-380℃范围内),同时在外区也要尽可能的规避装配孔;故设计如图2所示。其加工采用龙门双轴进行;而槽深和加热丝的功率也是经过多次测试后选定的。待加工完毕后,会将加热丝进行盘管,将加热丝放入槽内,再用工具进行夯实,再用铝条将槽路夯实,使加热丝与加热板重复接触,再准备铝条,用摩擦焊接的工艺将槽路填补好。焊接完毕后,将产品进行热处理,使焊接铝材与基材进行契合,热处理后再将摩擦后的面进行面切,去除凹坑。而另外一面需在腔体内进行加热,直接与腐蚀气体接触(位于腔体内部,内部有工艺气体进行膜层沉积,同时也会对加热板进行腐蚀),故需要进行表面处理:先进行打磨,打磨后将非阳极区域进行遮蔽,遮蔽后再进行阳极氧化,检查无异常后即可。
16.本发明的有益效果:本发明中选择在铝板上开槽,将加热管填埋进去、敲实,再用压块夯实,夯实后用铝条在摩擦焊接的工艺下将槽路填充完善,填充无误后也会抽真空核实,利用氦检仪器对产品的唯一进口进行抽取,抽取至预设的真空度即认为合格,不达标的需查找漏点,并用补焊工艺进行补漏,并对加热板进行表面处理,先进行打磨,打磨后将非阳极区域进行遮蔽,遮蔽后再进行阳极氧化,这样可以避免腔室内气体进入管路,避免气体对加热管进行腐蚀,从而提高加热板的使用寿命。
17.本发明中将板体分成外区、中区和内区,根据每个区域面积的不同,进行不同的盘管方式,加热丝主要起到加热作用,根据不同的面积,合理的进行盘管管路设计,单位面积的加热密度契合,本发明将加热丝的盘管尽可能的复杂及分布均匀,从而将温度误差降低到最小,设定不同的盘管造型来确保各区域的温度在工艺参数内,对温度进行严格把控,从而提高加热板整体的加热效果。
附图说明
18.下面结合附图和具体实施例对本发明作进一步详细描述。
19.图1是本发明摩擦焊的工作示意图;图2是本发明加热板的内部结构示意图;图3是本发明加热板的结构成品图;图4是本发明加热板的加工流程图。
20.图中:1、板体;11、外区;12、中区;13、内区;2、摩擦焊接头。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
22.请参阅图1-图4,本发明提供一种技术方案:一种光伏加热板的加工方法,包括以下步骤:步骤一、对铝板进行预处理,并对预处理后的铝板上非使用面进行开槽作业形成管路,按照图纸对开槽后的铝板进行管路检查;步骤二、根据需求选用加热丝和热电偶,按照图纸对加热丝和热电偶进行管路盘管,并用气泵压实,同时再用铝块将加热丝和热电偶压实;步骤三、用铝条填充管路,并用摩擦焊将铝条两端与板材焊接;步骤四、对焊接后的加热板进行真空抽取并达到设定的真空度;步骤五、对焊接好的加热板进行后处理,后处理完成后对产品进行检验,经检验合格后包装即可。
23.步骤一中所述预处理包括对铝材的材质、尺寸和平面度进行检验,检验无异常后对铝板表面进行开粗作业;其中铝板的尺寸为2.3*2.3*0.58m,平面度为1mm以下。
24.所述开粗作业具体为根据需要的尺寸对铝板进行加工,但是不加工具体的管路、孔和台阶。
25.步骤四中设定的真空度为1.0*10-9pa
·
m3/s。
26.步骤五中的后处理包括如下步骤:第一步、对焊接好的加热板进行热处理整形直至其表面平面度小于1mm,对焊接位置进行面切5mm,并对加热板进行打磨,去除毛刺和印记;第二步、对非使用面进行遮蔽,然后对使用面进行阳极氧化处理,氧化处理完成后去除遮蔽。
27.光伏加热板,包括板体1,所述板体1上由外向内依次设置有外区11、中区12和内区13,所述外区11、中区12和内区13上均设置有加热丝,加热丝呈首尾相连的盘管形状,所述外区11、中区12和内区13上的加热丝分别呈现不同的盘管造型。
28.所述外区11、中区12和内区13上分别开设有安装槽,加热丝埋设在安装槽内。
29.如图1所示,为步骤三中摩擦焊的工作示意图,其中包括固定在工作台上的板体1,板体1的上方设置有摩擦焊接头2,摩擦焊接头2用于对板体1进行摩擦焊操作。
30.工作原理:本发明公开了一种加热器盘管设计,该设计将加热板分成三区(内、中、外);根据每个区域面积不同,进行不同的盘管方式,加热丝主要起到加热作用,根据不同的面积,合理的进行盘管管路设计,单位面积的加热密度契合,设定不同的盘管造型来确保各区域的温度在工艺参数内,对温度进行严格把控,从而提高加热板整体的加热效果。
31.对于加热丝的固定问题,如果加热丝与板材不充分接触,容易造成空烧,缩短使用寿命,过分夯实会导致加热丝损坏,产品不能正常使用,本发明选择在铝板上开槽,将加热管填埋进去、敲实,再用压块夯实。夯实后用铝条在摩擦焊接的工艺下将槽路填充完善,填充无误后也会抽真空核实,利用氦检仪器对产品的唯一进口进行抽取,抽取至预设的真空度即认为合格,不达标的需查找漏点,并用补焊工艺进行补漏;而传统的工艺是采用铝熔射进行管路填充,这样腔室内气体进入管路,气体会对加热管进行腐蚀,继而造成寿命降低。
32.为达到加热板最佳的加热效果(加热板的加热温度在350℃-380℃范围内),同时在外区也要尽可能的规避装配孔;故设计如图2所示。其加工采用龙门双轴进行;而槽深和加热丝的功率也是经过多次测试后选定。待加工完毕后,会将加热丝进行盘管,将加热丝放入槽内,再用工具进行夯实,然后用铝条将槽路夯实,使加热丝与加热板重复接触,再准备铝条,用摩擦焊接的工艺将槽路填补好。焊接完毕后,将产品进行热处理,使焊接铝材与基材进行契合,热处理后再将摩擦后的面进行面切,去除凹坑。而另外一面需在腔体内进行加热,直接与腐蚀气体接触(位于腔体内部,内部有工艺气体进行膜层沉积,同时也会对加热板进行腐蚀),故需要进行表面处理:先进行打磨,打磨后将非阳极区域进行遮蔽,遮蔽后再进行阳极氧化,检查无异常后即可。
33.以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1