一种风机传动轴的快速修复方法与流程
本发明涉及机械维护,尤其涉及一种风机传动轴的快速修复方法。
背景技术:
1、在风机等高转速设备出现因轴承温度高或轴承跑内圈等情况下,容易造成轴磨损,设备振动急剧上升,从而导致设备无法运行;
2、常见的一种修轴方法是对轴进行补焊机加工,需要将风机转子进行拆卸解体,对轴损伤部位进行堆焊打磨,然后在机床上按照加工尺寸进行车削,达到修复精度要求,然而在此过程中,由于轴本身存在热应力问题,容易导致轴弯曲变形,同时可能造成焊接部位裂纹,使用过程中存在断轴的风险;另外,对于大型设备轴磨损问题,无法进行在线修复,拆卸和运输将大大增加修复成本和修复周期,综合性价比低,大大影响企业的正常生产,增加维修维护成本,因此,本发明提出一种风机传动轴的快速修复方法以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本发明提出一种风机传动轴的快速修复方法,该风机传动轴的快速修复方法通过碳纳米聚合物材料对磨损的轴承位进行在线修复,并配合工装固化,快速达到安装精度的要求,满足生产需要。
2、为实现本发明的目的,本发明通过以下技术方案实现:一种风机传动轴的快速修复方法,包括以下步骤:
3、步骤一:拆除风机轴承和轴承座,制作修复用工装;
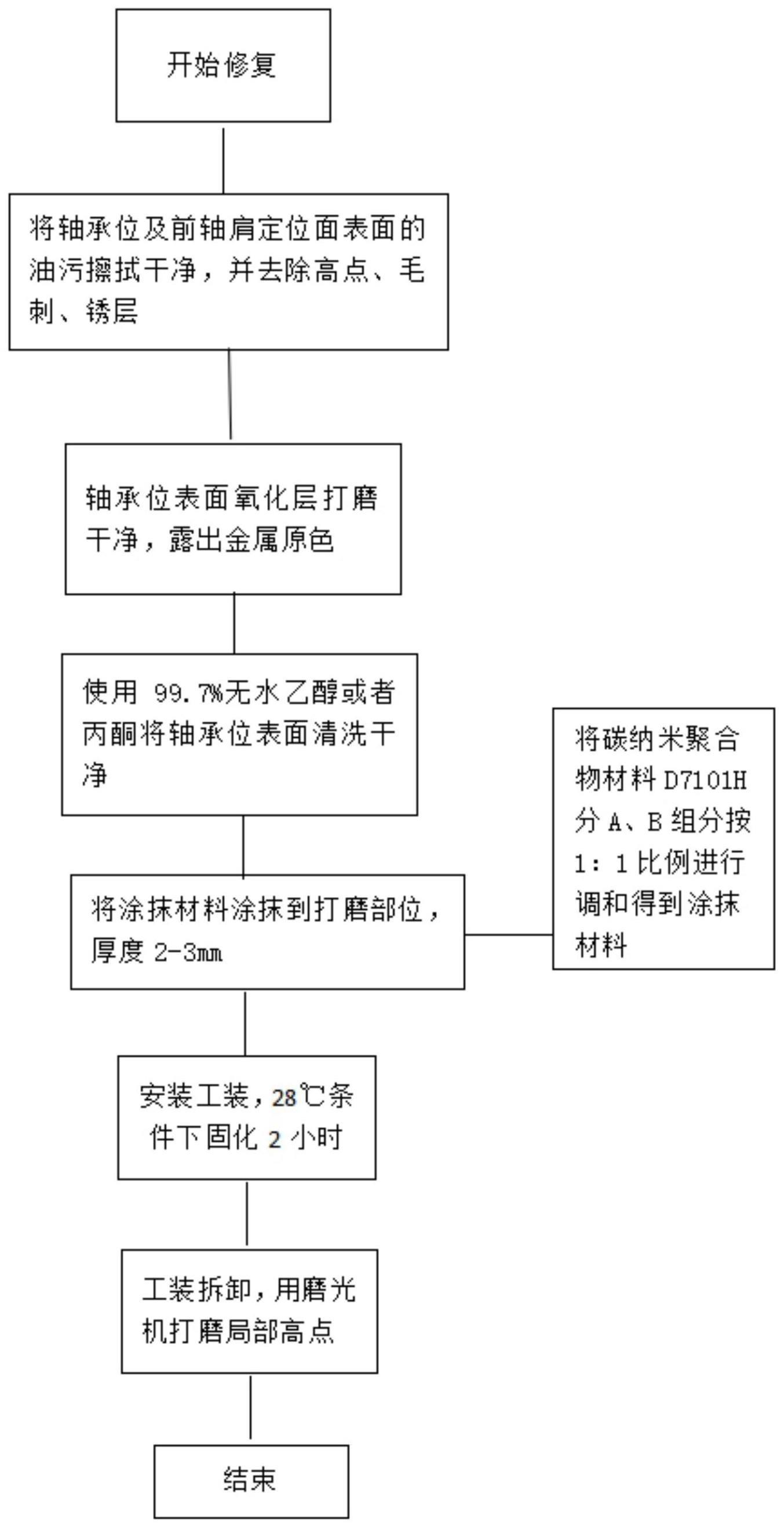
4、步骤二:对轴表面进行初步清理工作,将轴承位及前轴肩定位面表面的油污擦拭干净;
5、步骤三:测量核实轴承位的宽度,检测工装的加工精度;
6、步骤四:表面处理:使用磨光机将轴承位表面氧化层打磨干净,露出金属原色;
7、步骤五:使用99.7%无水乙醇或者丙酮将轴承位表面清洗干净,确保无污物,晾干;
8、步骤六:将调和好的sd7101h材料涂抹到轴承位的表面,然后再均匀涂抹至整个轴的表面;
9、步骤七:在工装内表面涂覆sd7000脱模剂后将工装安装到位,紧固好螺栓和安装定位销,并固化;
10、步骤八:拆卸工装,去除多余材料和局部高点,测量核实修复后的尺寸,热装轴承。
11、进一步改进在于:所述步骤一中,拆除风机轴承和轴承座,满足现场的施工条件依据图纸或现场测量制作修复用工装,同时,做好前期准备工作,即相关工具和人员的准备工作,确保足够的施工空间及安全的工作环境。
12、进一步改进在于:所述步骤二中,在擦拭干净的过程中,去除高点、毛刺、锈层。
13、进一步改进在于:所述步骤三中,测量核实轴承位的宽度,在轴承内圈定位面上加垫圈以恢复轴承的轴向安装位置;然后将工装内外表面擦拭干净,并将两个半圆工装紧固,使用测量工具检测工装的加工精度,包括定位尺寸,修复尺寸及工装内径的圆度,工装尺寸测量完毕确定合格后进行空试工装。
14、进一步改进在于:所述步骤四中,打磨的过程中,控制越粗糙越好。
15、进一步改进在于:所述步骤六中,调和过程具体为:将碳纳米聚合物材料d7101h分a、b组分按1:1比例进行调和得到涂抹材料。
16、进一步改进在于:所述步骤六中,涂抹到轴承位的表面时,反复刮压,确保材料与轴承位表面充分粘合;涂抹至整个轴的表面时,控制涂抹厚度大于轴承位单边磨损量。
17、进一步改进在于:所述步骤七中,固化时,在28℃条件下固化2小时。
18、进一步改进在于:所述步骤八中,用磨光机打磨的方式去除多余材料和局部高点。
19、本发明的有益效果为:
20、1、本发明通过碳纳米聚合物材料对磨损的轴承位进行在线修复,并配合工装固化,快速达到安装精度的要求,满足生产需要。
21、2、本发明在线修复过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受轴单边磨损量的限制。
22、3、本发明修复材料使用过程中不会产生金属疲劳磨损,在设备正常维护保养的前提下,其修复后使用寿命甚至高于新部件的使用寿命。
23、4、本发明操作简单,节约大量修复成本和修复周期,降低了维修费用。
技术特征:
1.一种风机传动轴的快速修复方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤一中,拆除风机轴承和轴承座,满足现场的施工条件依据图纸或现场测量制作修复用工装,同时,做好前期准备工作,即相关工具和人员的准备工作,确保足够的施工空间及安全的工作环境。
3.根据权利要求2所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤二中,在擦拭干净的过程中,去除高点、毛刺、锈层。
4.根据权利要求3所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤三中,测量核实轴承位的宽度,在轴承内圈定位面上加垫圈以恢复轴承的轴向安装位置;然后将工装内外表面擦拭干净,并将两个半圆工装紧固,使用测量工具检测工装的加工精度,包括定位尺寸,修复尺寸及工装内径的圆度,工装尺寸测量完毕确定合格后进行空试工装。
5.根据权利要求4所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤四中,打磨的过程中,控制越粗糙越好。
6.根据权利要求5所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤六中,调和过程具体为:将碳纳米聚合物材料d7101h分a、b组分按1:1比例进行调和得到涂抹材料。
7.根据权利要求6所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤六中,涂抹到轴承位的表面时,反复刮压,确保材料与轴承位表面充分粘合;涂抹至整个轴的表面时,控制涂抹厚度大于轴承位单边磨损量。
8.根据权利要求7所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤七中,固化时,在28℃条件下固化2小时。
9.根据权利要求8所述的一种风机传动轴的快速修复方法,其特征在于:所述步骤八中,用磨光机打磨的方式去除多余材料和局部高点。
技术总结
本发明提供了一种风机传动轴的快速修复方法,涉及机械维护技术领域,包括以下步骤:步骤一:拆除风机轴承和轴承座,制作修复用工装;步骤二:对轴表面进行初步清理工作,将轴承位及前轴肩定位面表面的油污擦拭干净;步骤三:测量核实轴承位的宽度,检测工装的加工精度;步骤四:表面处理:使用磨光机将轴承位表面氧化层打磨干净,露出金属原色;步骤五:使用99.7%无水乙醇或者丙酮将轴承位表面清洗干净,确保无污物;本发明通过碳纳米聚合物材料对磨损的轴承位进行在线修复,并配合工装固化,快速达到安装精度的要求,满足生产需要,且在线修复过程中不会产生高温,很好的保护设备本体不受损伤,修复过程中不受轴单边磨损量的限制。
技术研发人员:李栋,曹建斌,尹俊,谭舒,魏冠
受保护的技术使用者:阳春新钢铁有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!