焊接质量监测方法、装置、设备及介质与流程
1.本公开涉及信息处理技术领域,具体地,涉及一种焊接质量监测方法、装置、设备及介质。
背景技术:
2.电厂的四大管道包括火力发电厂主蒸汽管道、再热蒸汽管道热段、再热蒸汽管道冷段和高压给水管道,对四大管道进行维护和检修时,对于出现问题的管道进行更换或挖补处理操作,均需要焊机进行焊接作业,而四大管道具有材料品种繁多、规格型号不一、焊接位置复杂等特点。
3.目前,由于电厂检修过程中焊接操作的特殊性,电厂管路维护和检修过程中管路的焊接操作均采用开放性管理,很难实现焊接过程中焊接人员、焊接设备、焊接工业参数等信息的采集和控制,使得焊接现场存在材料浪费、资源利用率低、生产工艺不合理的现象,导致焊接质量较低。
技术实现要素:
4.本公开的目的是提供一种焊接质量监测方法、装置、设备及介质,以解决现有技术中焊接过程中焊接人员、焊接设备、焊接工业参数等信息没有实现程序化管理,导致焊接质量较低的问题。
5.为了实现上述目的,本公开提供一种焊接质量监测方法,所述方法包括:
6.获取用户输入的人员信息以及在焊接过程中所采集的实时工艺参数;
7.根据用户输入的人员信息,从资源库中获取与人员信息相应的资质信息,确定第一目标信息,所述第一目标信息用于表征所述人员信息是否存在异常;
8.根据所述实时工艺参数以及预设的参数区间,确定第二目标信息,所述第二目标信息用于表征所述实时工艺参数是否存在异常;
9.根据所述第一目标信息以及所述第二目标信息,确定是否存在异常信息。
10.可选地,根据所述第一目标信息以及所述第二目标信息,确定是否存在异常信息的步骤之后,所述方法还包括:
11.在确定存在异常信息的情况下,输出警示信息,所述警示信息用于提醒用户所述人员信息和/或所述实时工艺参数中存在异常。
12.可选地,所述方法还包括:
13.对所述实时工艺参数进行分析转换,并存储至所述资源库中。
14.可选地,所述方法还包括:
15.在焊接完成后,采集热处理信息以及质量检测信息;
16.将所述热处理信息和所述质量检测信息存储至所述资源库中。
17.可选地,根据用户输入的人员信息,从资源库中获取与人员信息相应的资质信息,确定第一目标信息的步骤,包括:
18.根据所述人员信息,从资源库中获取与所述人员信息相匹配的资质信息;
19.根据所述资质信息以及预设的所需焊接类型,确定所述第一目标信息。
20.可选地,所述实时工艺参数包括预热温度、焊接电压、焊接电流、送丝速度和气体流速。
21.为了实现上述目的,本公开还提供一种焊接质量监测装置,所述装置包括:
22.采集模块,用于获取用户输入的人员信息以及在焊接过程中所采集的实时工艺参数;
23.第一确定模块,用于根据用户输入的人员信息,从资源库中获取与人员信息相应的资质信息,确定第一目标信息,所述第一目标信息用于表征所述人员信息是否存在异常;
24.第二确定模块,用于根据所述实时工艺参数以及预设的参数区间,确定第二目标信息,所述第二目标信息用于表征所述实时工艺参数是否存在异常;
25.第三确定模块,用于根据所述第一目标信息以及所述第二目标信息,确定是否存在异常信息。
26.可选地,所述装置还包括:
27.警示模块,用于在确定存在异常信息的情况下,输出警示信息,所述警示信息用于提醒用户所述人员信息和/或所述实时工艺参数中存在异常。
28.为了实现上述目的,本公开还提供一种电子设备,包括:
29.存储器,其上存储有计算机程序;
30.第一处理器,用于执行所述存储器中的所述计算机程序,以实现所述焊接质量监测方法的步骤。
31.为了实现上述目的,本公开还提供一种非临时性计算机可读存储介质,其上存储有计算机程序,该程序被第二处理器执行时所述焊接质量监测方法的步骤。
32.在本公开实施例中,通过根据人员信息和资源库中相应的资质信息确定第一目标信息,根据实时工艺参数以及预设的参数区间确定第二目标信息,并根据第一目标信息以及第二目标信息,确定是否存在异常信息,从而可以根据异常信息提醒焊接人员注意异常情况。本公开可以通过电子信息处理的方式,对焊接人员资质以及焊接过程中的实时工艺参数进行采集和处理,监测对焊接人员和焊接的实时工艺参数的是否存在异常情况,从而实现电厂维护和检修过程中四大管道焊接和修补的精细化、数字化和智能化的管理目标。
33.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
34.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
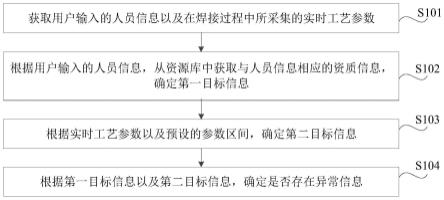
35.图1是根据一示例性实施例示出的一种焊接质量监测方法的流程图。
36.图2是根据一示例性实施例示出的一种焊接质量监测装置的框图。
37.图3是根据一示例性实施例示出的一种电子设备的框图。
具体实施方式
38.以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描
述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
39.当前,制造业正在经历第四次工业革命,人工智能、工业物联网与制造业的融合是加工行业发展的新方向。制造业竞争日益激烈,对于小批量、多规格及个性化定制生产质量的控制,是助力企业提高产品质量和提高企业竞争力的最有效手段和工具,而实现产品的过程控制必然包括基于加工过程中工艺参数的检测和动态控制过程。
40.相关技术中,四大管道的材料品种繁多、规格型号不一、焊接位置复杂等特点,对焊接要求较高,一般的焊接人员的焊接技术不能保证,且由于电厂检修过程中焊接操作的特殊性,对焊接流程没有形成较为统一的标准,电厂管路维护和检修过程中管路的焊接操作均采用开放性管理,很难实现焊接过程中焊接人员、焊接设备、焊接工业参数等信息的采集和控制,难以对焊接人员、设备、生产工艺、生产状况等因素进行动态跟踪、评估和优化,因此造成了焊接现场存在材料浪费、资源利用率低、生产人员不合格、生产工艺不合理的问题,严重影响焊接质量。
41.下面结合附图对解决上述问题的焊接质量监测方法的实施例进行具体说明。
42.请参阅图1,图1是根据一示例性实施例示出的一种焊接质量监测方法的流程图,如图1所示,焊接质量监测方法应用于终端设备,该方法包括:
43.s101、获取用户输入的人员信息以及在焊接过程中所采集的实时工艺参数。
44.在具体的实施过程中,人员信息是根据用户在人机交互界面所输入的信息得到的,人员信息可以包括焊接人员的人员信息,一般情况下,人员信息可以是焊接人员的名字,但为了保证身份的唯一性,将人员信息设置为焊接人员的工作编号或者焊接人员的指纹。工作编号可以是焊接人员的工号或者身份证号。在终端设备连接有用于采集实时工艺参数的采集模块,在焊接时,采集模块将采集到的实时工艺参数传递给终端设备。终端设备是可以对人员信息和实时工艺参数进一步处理、并将处理结果显示出来的设备。具体的,例如,所述终端设备可以为移动智能电话、计算机(包括笔记本电脑,台式电脑)或平板电子设备。
45.s102、根据用户输入的人员信息,从资源库中获取与人员信息相应的资质信息,确定第一目标信息,第一目标信息用于表征人员信息是否存在异常。
46.在具体的实施过程中,资源库是用于存储在焊接过程中的相关数据的数据库,其中,相关数据可以包括预先存储的焊接人员的人员信息,以及焊接人员的资质信息,且焊接人员的人员信息与焊接人员的资质信息相关联。相关数据还可以包括焊接过程中的实时工艺参数,焊接过程中采用的设备型号以及四大管道的位置、材料和规格数据。实时工艺参数可以包括焊接过程中的预热温度、焊接电压、焊接电流、送丝速度和气体流速;规格数据包括管道的外径、壁厚和长度。第一目标信息用于表征人员信息是否存在异常,其中,在资质信息满足预设条件的情况下,第一目标信息表征人员信息正常,在资质信息不满足预设条件的情况下,第一目标信息表征外部信息存在异常。
47.s103、根据实时工艺参数以及预设的参数区间,确定第二目标信息,第二目标信息用于表征实时工艺参数是否存在异常。
48.在具体的实施过程中,预设的参数区间是根据常规的焊接操作规范所设置的参数范围,用于实现焊接操作过程中的可控制范围。第二目标信息用于表征实时工艺参数是否存在异常,在实时工艺参数中的所有参数或多数参数均位于预设的参数区间内,第二目标
信息表征实时工艺参数正常;在实时工艺参数中有任一参数或有超阈值的数量的参数不在预设的参数区间内,则第二目标信息表征实时工艺参数存在异常。
49.s104、根据第一目标信息以及第二目标信息,确定是否存在异常信息。
50.在具体的实施过程中,在第一目标信息和第二目标信息中有任一个信息存在异常,可以确定存在异常信息,需要提醒焊接人员注意存在异常。其中,在第一目标信息存在异常的情况下,说明焊接人员的资质存在问题,需要更换焊接人员;在第二目标信息存在异常的情况下,说明焊接过程的实时工艺参数存在问题,需要焊接人员及时调整工艺参数。
51.在本公开中,通过根据人员信息和资源库中相应的资质信息确定第一目标信息,根据实时工艺参数以及预设的参数区间确定第二目标信息,并根据第一目标信息以及第二目标信息,确定是否存在异常信息,从而可以根据异常信息提醒焊接人员注意异常情况。本公开可以通过电子信息处理的方式,对焊接人员资质以及焊接过程中的实时工艺参数进行采集和处理,监测对焊接人员和焊接的实时工艺参数的是否存在异常情况,从而实现电厂维护和检修过程中四大管道焊接和修补的精细化、数字化和智能化的管理目标。
52.在一些实施例中,在根据第一目标信息以及第二目标信息,确定是否存在异常信息的步骤之后,焊接质量监测方法还包括:
53.在确定存在异常信息的情况下,输出警示信息,警示信息用于提醒用户人员信息和/或实时工艺参数中存在异常。
54.在具体的实施过程中,警示信息可以采用信号灯闪烁的方式以提示用户或在终端设备的显示屏上显示用于提醒用户的信息,例如,在终端设备的显示屏上显示“参数异常”或者“异常操作,请注意”的警示信息以提示用户存在异常情况。通过输出警示信息用于提醒人员信息和/或实时工艺参数中存在异常,可以使焊接人员清楚、直观地观测到异常情况,并及时提醒焊接人员。
55.在一些实施例中,焊接质量监测方法还包括:
56.对实时工艺参数进行分析转换,并存储至资源库中。
57.在具体的实施过程中,获取实时工艺参数后,对监测后的实时工艺参数存储,可以记录在焊接过程中的数据,并将焊接质量通过实时工艺参数以数值的方式进行记录和标注,为后续持续监测焊接管道的运行状况提供技术参考。
58.在一些实施例中,焊接质量监测方法还包括:
59.在焊接完成后,采集热处理信息以及质量检测信息;
60.将热处理信息和质量检测信息存储至资源库中。
61.在具体的实施过程中,在焊接完成后,需要对焊接处进行热处理操作,热处理是指材料在固态下,通过加热、保温和冷却的手段,以获得预期的组织和性能的一种金属热加工工艺。热处理信息包括热处理的加热温度以及保温时长。质量检测信息是在热处理后对焊缝的质量进行检测获得的数据,包括无损检测和力学性能。热处理信息以及质量检测信息均是通过采集模块获得的。采集模块采集热处理信息和质量检测信息后,将信息传递给终端设备并存储,形成焊接部位最终的检测数据,该检测数据与监测焊接管道的运行状况可以给电厂四大管道的后期维护和检修中实时工艺参数对应的预设的参数区间的设置提供参考。即在设置预设的参数区间的数值时,可以通过一段时间内所存储的实时工艺参数、热处理信息以及质量检测信息综合确定。例如,在质量检测信息中无损检测和力学性能高于
预设数值的情况下,确定焊接质量较好,在下一次焊接时可以对此处焊接的参数区间的范围进行扩大,保证了焊接过程的灵活性。
62.另外,存储实时工艺参数、热处理信息和质量检测信息,还可以在后续对焊接过程中存在问题的步骤进行反馈时提供了依据,进一步规范的焊接流程。
63.在一些实施例中,根据用户输入的人员信息,从资源库中获取与人员信息相应的资质信息,确定第一目标信息的步骤,包括:
64.根据人员信息,从资源库中获取与人员信息相匹配的资质信息;
65.根据资质信息以及预设的所需焊接类型,确定第一目标信息。
66.在具体的实施过程中,资质信息可以包括焊接人员的工作经验年限以及擅长焊接类型,将人员信息输入终端设备后,终端设备中的中央处理器会将与人员信息相关联或相匹配的资质信息调出,并与本次焊接的所需焊接类型相比较,在资质信息中当前焊接人员的擅长焊接类型与预设的所需焊接类型相匹配时,第一目标信息表征人员信息正常,若不匹配,则第一目标信息表征人员信息存在异常。其中,管道焊接的焊接类型一般包括焊条电弧焊(smaw)、埋弧焊(saw)、钨极气体保护焊(gtaw)、熔化极气体保护焊(gmaw)、药芯焊丝电弧焊(fcaw)和下向焊。
67.在一些实施例中,实时工艺参数包括预热温度、焊接电压、焊接电流、送丝速度和气体流速。
68.在具体的实施过程中,采集模块为高速采样单元,该单元采用a/d转换器,结合mcu协处理器,可以实时采集焊接过程中的实时工艺参数。与采样单元连接的外部采样设备包括温度传感器、电压传感器、电流传感器、脉冲传感器以及气体流量传感器,分别用于采集预热温度、焊接电压、焊接电流、送丝速度和气体流速并将数据传递给采集模块。
69.为了实现上述目的,本公开还提供一种焊接质量监测装置,装置包括:
70.采集模块510,用于获取用户输入的人员信息以及在焊接过程中所采集的实时工艺参数;
71.第一确定模块520,用于根据用户输入的人员信息,从资源库中获取与人员信息相应的资质信息,确定第一目标信息,第一目标信息用于表征人员信息是否存在异常;
72.第二确定模块530,用于根据实时工艺参数以及预设的参数区间,确定第二目标信息,第二目标信息用于表征实时工艺参数是否存在异常;
73.第三确定模块540,用于根据第一目标信息以及第二目标信息,确定是否存在异常信息。
74.在一些实施例中,装置还包括:
75.警示模块,用于在确定存在异常信息的情况下,输出警示信息,警示信息用于提醒用户人员信息和/或实时工艺参数中存在异常。
76.在一些实施例中,装置还包括:
77.第一存储模块,用于对实时工艺参数进行分析转换,并存储至资源库中。
78.在一些实施例中,装置还包括:
79.采集模块,用于在焊接完成后,采集热处理信息以及质量检测信息;
80.第二存储模块,用于将热处理信息和质量检测信息存储至资源库中。
81.在一些实施例中,第一确定模块520具体用于:
82.根据人员信息,从资源库中获取与人员信息相匹配的资质信息;
83.根据资质信息以及预设的所需焊接类型,确定第一目标信息。
84.关于上述实施例中的装置,其中各个模块执行操作的具体方式已经在有关该方法的实施例中进行了详细描述,此处将不做详细阐述说明。
85.为了实现上述目的,本公开还提供一种焊接监测系统,包括上述实施例的焊接质量监测装置500,还包括均与焊接质量监测装置500的采集模块510连接的温度传感器、电压传感器、电流传感器、脉冲传感器以及气体流量传感器。
86.为了实现上述目的,本公开还提供一种电子设备,包括:
87.存储器,其上存储有计算机程序;
88.第一处理器,用于执行存储器中的计算机程序,以实现焊接质量监测方法的步骤。
89.图3是根据一示例性实施例示出的一种电子设备1900的框图。例如,电子设备1900可以被提供为一服务器。参照图3,电子设备1900包括第三处理器1922,其数量可以为一个或多个,以及存储器1932,用于存储可由第三处理器1922执行的计算机程序。存储器1932中存储的计算机程序可以包括一个或一个以上的每一个对应于一组指令的模块。此外,第三处理器1922可以被配置为执行该计算机程序,以执行上述的焊接质量监测方法。
90.另外,电子设备1900还可以包括电源组件1926和通信组件1950,该电源组件1926可以被配置为执行电子设备1900的电源管理,该通信组件1950可以被配置为实现电子设备1900的通信,例如,有线或无线通信。此外,该电子设备1900还可以包括输入/输出(i/o)接口1958。电子设备1900可以操作基于存储在存储器1932的操作系统,例如windows server
tm
,mac os x
tm
,unix
tm
,linux
tm
等等。
91.在另一示例性实施例中,还提供了一种包括程序指令的非临时性计算机可读存储介质,该程序指令被第二处理器执行时实现上述的焊接质量监测方法的步骤。例如,该非临时性计算机可读存储介质可以为上述包括程序指令的存储器,上述程序指令可由第二处理器或电子设备1900的第三处理器1922执行以完成上述的焊接质量监测方法。
92.在另一示例性实施例中,还提供一种计算机程序产品,该计算机程序产品包含能够由可编程的装置执行的计算机程序,该计算机程序具有当由该可编程的装置执行时用于执行上述的焊接质量监测方法的代码部分。
93.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
94.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
95.此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1