一种氢能源汽车双极板用多角度无缝焊接设备的制作方法
1.本发明涉及双极板焊接技术领域,具体是一种氢能源汽车双极板用多角度无缝焊接设备。
背景技术:
2.双极板又称集流板,是燃料电池重要部件之一。双极板在进行焊接时一般使用激光焊接保证密封性,现有的双极板焊接装置在焊接时一般采用对双极板四角位置进行按压,之后在进行焊接,但通过四角按压会导致在远离双极板四角位置的地方发生微小形变,导致焊缝过大并影响密封性,且固定双极板的平台不能进行角度调节。
3.针对以上问题,本发明提供了一种氢能源汽车双极板用多角度无缝焊接设备,以解决上述问题。
技术实现要素:
4.为实现上述目的,本发明提供如下技术方案:一种氢能源汽车双极板用多角度无缝焊接设备,包括:底板;立柱,至少为四个,且分别安装在所述底板上端面的四个角的位置;顶板,安装在所述立柱上;旋转气缸,被配置为四个,对称固定在所述顶板的下端面,且所述旋转气缸的输出端贯穿所述顶板,各所述旋转气缸上均固定有压爪,所述压爪上固定有磁性件;限位板,可拆卸的安装在所述顶板的上端面;按压组件,滑动设置在所述限位板上;以及双极板,其四角位置采用定位柱安装在所述顶板的上端面,且所述定位柱通过固定在所述顶板下端面的电磁铁对双极板进行固定。
5.进一步,优选的,所述立柱包括:外筒,其两端分别可滑动的设置在所述底板和顶板内;限位环,对称固定在所述外筒的两端;以及自动伸缩杆,设置为两个,且对称固定在所述外筒内,且两个所述自动伸缩杆的输出端分别铰接在所述底板和顶板上。
6.进一步,优选的,所述限位板的形状与所述双极板的形状相同,且所述限位板内开设有滑动槽,所述滑动槽两侧内壁分别开设有限位槽一和限位槽二,所述限位板远离所述双极板的位置开设有限位槽三。
7.进一步,优选的,所述按压组件包括:驱动组件,滑动设置在所述滑动槽内;升降板,可上下滑动的设置在所述驱动组件上;散热板,固定在所述升降板靠近所述双极板的一侧;
按压杆,对称固定在所述散热板上;按压辊,采用转轴转动设置在所述按压杆靠近所述驱动组件的一侧;吹气扇,被配置为三个,固定在所述散热板远离所述升降板的一侧,且分别位于所述按压杆的两侧和中间位置;升降装置,固定在所述升降板上,且所述升降装置的输出端与所述驱动组件相连;铰接杆,设置为两个,其一端对称铰接在所述升降板上,且铰接位置设置有扭力弹簧;以及伸缩柱,转动设置在所述铰接杆的另一端,且所述伸缩柱的伸缩端转动设置有限位轮,所述限位轮可滚动的设置在所述限位槽三内。
8.进一步,优选的,所述转轴和吹气扇的转动轴均延伸至所述散热板内,并通过锥齿轮组进行啮合传动。
9.进一步,优选的,所述按压组件包括:驱动板,其内部固定有驱动电机;主动齿,固定在所述驱动电机的输出端;驱动轮二,固定在所述主动齿远离所述驱动电机的一端面,且所述驱动轮二在所述限位槽二内进行滚动;滑动柱,至少为四个,固定在所述驱动板的上端面,且与所述升降板滑动连接;连接轴,一端固定在所述驱动轮二的轴心位置,另一端转动设置在所述升降装置的输出端;从动齿,转动设置在所述驱动板上,且所述从动齿与所述主动齿啮合传动;以及驱动齿一,采用延伸轴固定在所述从动齿的下端面,且所述驱动齿一在所述限位槽一内进行滚动。
10.与现有技术相比,本发明提供了一种氢能源汽车双极板用多角度无缝焊接设备,具备以下有益效果:本发明中,通过定位柱和电磁铁能够对双极板四角位置进行定位按压,焊接时,通过按压组件随焊接头的共同运动,从而避免焊接位置发生微小形变,大幅度的提高焊接的密封性,且按压组件运动时,能够通过三个吹气扇分别对双极板表面焊接位置进行焊接前清理,避免焊接时有杂物存在,焊接时冷却,避免焊接温度过高,以及焊接后的清理和冷却,避免焊接路径存在焊接残渣,并进一步的降低焊接表面的温度,提高冷却效果。
附图说明
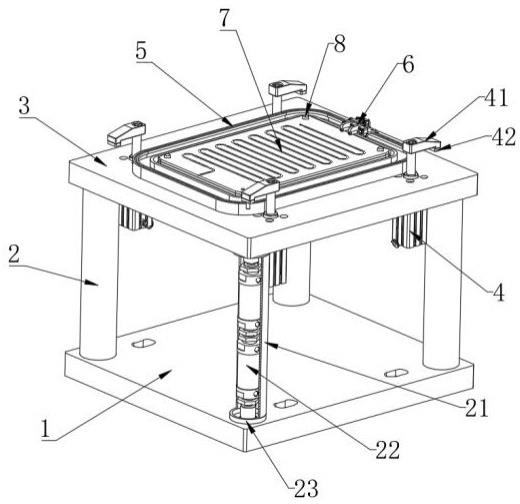
11.图1为一种氢能源汽车双极板用多角度无缝焊接设备的整体示意图;图2为一种氢能源汽车双极板用多角度无缝焊接设备的限位板截面示意图;图3为一种氢能源汽车双极板用多角度无缝焊接设备的按压组件示意图;图4为一种氢能源汽车双极板用多角度无缝焊接设备的散热板内部示意图;图5为一种氢能源汽车双极板用多角度无缝焊接设备的驱动组件示意图;图中:1、底板;2、立柱;3、顶板;4、旋转气缸;5、限位板;6、按压组件;7、双极板;8、定位柱;21、外筒;22、自动伸缩杆;23、限位环;41、压爪;42、磁性件;51、滑动槽;52、限位槽一;53、限位槽二;54、限位槽三;61、驱动组件;62、升降板;63、散热板;64、按压杆;65、按压
辊;66、吹气扇;67、升降装置;68、铰接杆;69、伸缩柱;651、转轴;652、锥齿轮组;611、驱动板;612、主动齿;613、驱动轮二;614、滑动柱;615、连接轴;616、从动齿;617、驱动齿一。
实施方式
12.参照图1~图5,本发明提供一种技术方案:一种氢能源汽车双极板用多角度无缝焊接设备,包括:底板1;立柱2,至少为四个,且分别安装在所述底板1上端面的四个角的位置;顶板3,安装在所述立柱2上;旋转气缸4,被配置为四个,对称固定在所述顶板3的下端面,且所述旋转气缸4的输出端贯穿所述顶板3,各所述旋转气缸4上均固定有压爪41,所述压爪41上固定有磁性件42;限位板5,可拆卸的安装在所述顶板3的上端面;按压组件6,滑动设置在所述限位板5上;以及双极板7,其所述双极板7的四角位置采用定位柱8安装在所述顶板3的上端面,且所述定位柱8通过固定在所述顶板3下端面的电磁铁对双极板7进行固定。
13.需要注意的是,按压组件6始终位于激光焊接头的下方,所述旋转气缸4为90
°
气缸。
14.在本实施例中,所述立柱2包括:外筒21,其两端分别可滑动的设置在所述底板1和顶板3内;限位环23,对称固定在所述外筒21的两端;以及自动伸缩杆22,设置为两个,且对称固定在所述外筒21内,且两个所述自动伸缩杆22的输出端分别铰接在所述底板1和顶板3上。
15.也就是说,当需要进行平面焊接时,通过自动伸缩杆22使限位环23进入底板1和顶板3内,从而使底板1对顶板3进行支撑,提高稳定性,当需要进行角度焊接时,先通过两个所述自动伸缩杆22的共同伸缩,使所述外筒21两端的限位环23均脱离底板1和顶板3,之后两个所述自动伸缩杆22分别进行单独伸缩,从而进行角度调节。
16.在本实施例中,所述限位板5的形状与所述双极板7的形状相同,且所述限位板5内开设有滑动槽51,所述滑动槽51两侧内壁分别开设有限位槽一52和限位槽二53,所述限位板5远离所述双极板7的位置开设有限位槽三54。
17.作为较佳的实施例,所述按压组件6包括:驱动组件61,滑动设置在所述滑动槽51内;升降板62,可上下滑动的设置在所述驱动组件61上;散热板63,固定在所述升降板62靠近所述双极板7的一侧;按压杆64,对称固定在所述散热板63上;按压辊65,采用转轴651转动设置在所述按压杆64靠近所述驱动组件61的一侧;吹气扇66,被配置为三个,固定在所述散热板63远离所述升降板62的一侧,且分别位于所述按压杆64的两侧和中间位置;升降装置67,固定在所述升降板62上,且所述升降装置67的输出端与所述驱动组
件61相连;铰接杆68,设置为两个,其一端对称铰接在所述升降板62上,且铰接位置设置有扭力弹簧;以及伸缩柱69,转动设置在所述铰接杆68的另一端,且所述伸缩柱69的伸缩端转动设置有限位轮,所述限位轮可滚动的设置在所述限位槽三54内。
18.需要注意的是,通过三个吹气扇66能够分别对双极板7表面焊接位置进行焊接前清理,避免焊接时有杂物存在,焊接时进行冷却,避免焊接温度过高,以及焊接后的清理和冷却,避免焊接路径存在焊接残渣,并进一步的降低焊接表面的温度,提高冷却效果;进一步,三个吹气扇66的扇叶角度根据其旋转方向进行确定,保证使吹气扇66能够产生向外吹气的作用;优选的,两个铰接杆68在扭力弹簧不受力的作用下保持为同一角度,当按压组件6移动至限位板5的曲线位置时,铰接杆68能够进行转动,从而使按压组件6的移动更加平稳顺畅。
19.作为较佳的实施例,所述转轴651和吹气扇66的转动轴均延伸至所述散热板63内,并通过锥齿轮组652进行啮合传动。
20.作为较佳的实施例,所述按压组件6包括:驱动板611,其内部固定有驱动电机;主动齿612,固定在所述驱动电机的输出端;驱动轮二613,固定在所述主动齿612远离所述驱动电机的一端面,且所述驱动轮二613在所述限位槽二53内进行滚动;滑动柱614,至少为四个,固定在所述驱动板611的上端面,且与所述升降板62滑动连接;连接轴615,一端固定在所述驱动轮二613的轴心位置,另一端转动设置在所述升降装置67的输出端;从动齿616,转动设置在所述驱动板611上,且所述从动齿616与所述主动齿612啮合传动;以及驱动齿一617,采用延伸轴固定在所述从动齿616的下端面,且所述驱动齿一617在所述限位槽一52内进行滚动。
21.需要注意的是,按压杆64的长度小于双极板7边缘位置到定位柱8的距离,避免产生干涉。
22.具体的,首先,通过立柱2对顶板3进行调节,确定焊接角度,之后将双极板7放置在顶板3上,并通过旋转气缸4的磁性件42吸附的定位柱8对双极板7进行定位,之后开启电磁铁,对定位柱8进行吸附,并对双极板7进行按压夹持,之后旋转气缸4进行复位,脱离双极板,之后按压组件6通过升降装置67使按压辊65对双极板7产生局部按压,再开启激光焊接头对局部按压位置进行焊接,当激光焊接头沿双极板7边缘路径进行移动时,按压组件6通过驱动组件61进行同步运动,保证对焊接位置始终进行局部按压,提高了焊接的密封性,直至焊接完成。
23.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案
及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1