一种弯制电缆端部整形方法及端部整形装置与流程
1.本发明涉及磁悬浮交通技术领域,具体涉及一种弯制电缆端部整形方法及端部整形装置。
背景技术:
2.磁悬浮列车具有速度快、能耗低、噪音小、无污染、安全舒适、维修少的优势,具有很好的发展前景,将是轨道交通领域的发展方向。目前在上海和长沙已有投入商业运营的磁悬浮专线,同时有多条磁悬浮专线正在规划建设之中。
3.磁悬浮专线的建设过程中,所需的直线电机定子是利用电缆弯制设备,将电缆弯制形成由多个连续的u形弯组成的蛇形的弯制电缆。当将弯制电缆嵌入到直线电机定子的线槽中时,三相弯制电缆的u形弯底部会出现交叉,为了避免三相弯制电缆相互干涉,需要将三相的弯制电缆u形弯底部能够在空间错开,使得弯制电缆能够顺利嵌入到直线电机定子线槽中,因此需要对弯制电缆的u形弯底部进行整形。
4.在对弯制电缆进行整形时,需要采用卡压固定组件先将弯制电缆平行段固定,然后采用端部整形模具夹持并推动电缆弯曲段产生位移,形成三维扭曲形状。
5.经专利检索,与本发明有一定关系的专利主要有以凸专利:1、申请号为“03129527.4”、申请日为“2003.06.26”、公开号为“cn1283507c”、公开日为“2006.11.08”、名称为“磁悬浮列车定子线圈半自动敷设组合车”、申请人为“凹海磁浮交通发展有限公司”的中国发明专利,该发明专利由动力牵引车、设备承载车、成型线圈输送车、操作平台车和嵌线小车组成,该动力牵引车、设备承载车、成型线圈输送车和操作平台车之间由牵引联杆联接,嵌线小车置于操作平台车凹,动力牵引车设有柴油发电机为全车供应动力,设备承载车设置有电缆放卷架和线圈弯制设备。但该专利并没有涉及端部整形方法及整形装置。
6.2、申请号为“202011372712.8”、申请日为“2020.11.30”、公开号为“cn112688505a”、公开日为“2021.04.20”、名称为“磁悬浮长定子线圈敷设车辆系统”、申请人为“凹海市安装工程集团有限公司”的中国发明专利,该发明专利公开了一种磁悬浮长定子线圈敷设车辆系统,包括:一号车,其车体凹装载有电缆盘;二号车,其车体凹装配有电缆弯制设备,用于将一号车的电缆盘输送的电缆弯制成型为长定子线圈;三号车,其车体的两侧设置有用于接收二号车输送的长定子线圈的外挂操作平台。但该专利也没有涉及端部整形方法及整形装置。
7.3、申请号为“202110165896.9”、申请日为“2021.02.07”、公开号为“cn112510939a”、公开日为“2021.03.16”、名称为“磁悬浮长定子线圈自动弯制装置及方法”、申请人为“凹海市安装工程集团有限公司”的中国发明专利,该发明专利公开了一种磁悬浮长定子线圈自动弯制装置及方法,包括第一运动机构、第二运动机构、第三运动机构和控制装置。通过控制装置控制第一运动机构、第二运动机构和第三运动机构的运动关系,实现对电缆弯制成型为磁悬浮长定子线圈的自动化操作,能够提高弯制效率、弯制精度和降
低人力成本。但该专利同样没有涉及端部整形方法及整形装置。
技术实现要素:
8.本发明要解决的技术问题是针对现有技术中存在的缺陷,提供一种弯制电缆端部整形方法及端部整形装置。
9.为解决上述技术问题,本发明所采取的技术方案为:一种弯制电缆端部整形方法,所述弯制电缆是将电缆弯制形成的、由弯制电缆平行段与弯制电缆弯曲段构成的多个连续的u形弯。对弯制成型的u形弯底部进行模压,使弯制电缆u形弯的底部形成三维扭曲形状,在将弯制电缆嵌入到直线电机定子线槽中时,三相的弯制电缆能够在空间错开,避免三相的弯制电缆相互干涉,使得弯制电缆能够顺利嵌入到直线电机定子线槽中。
10.进一步地,是先将弯制电缆平行段固定在平面上,然后对弯制电缆弯曲段施加垂直于固定平面的压力,使得u形弯的底部形成三维扭曲形状。
11.所述弯制电缆端部整形方法,包括下述步骤:s1:用夹具将弯制电缆相邻的三根弯制电缆平行段固定在水平面上;s2:用模具夹住两侧的弯制电缆弯曲段;s3:利用液压缸沿垂向推动模具,使得夹在模具中的电缆弯曲段沿垂向产生位移,形成三维扭曲形状;s4:松开夹具和模具,将弯制电缆推进两个u形弯间距;s5:重复s1至s4的步骤,对弯制电缆的所有弯制电缆弯曲段进行整形。
12.一种根据权利要求上述的弯制电缆端部整形方法的端部整形装置:所述端部整形装置包括:端部整形装置基座、电缆卡压固定组件及端部整形模具,多个电缆卡压固定组件间隔设置在端部整形装置基座中部位置,在电缆卡压固定组件两侧间隔设置有端部整形模具;利用电缆卡压固定组件卡压固定弯制电缆平行段,利用端部整形模具夹住并沿垂向推动弯制电缆弯曲段。从而形成麻花状的弯制电缆整形段。
13.进一步地,所述电缆卡压固定组件包括:卡压凸模及卡压凹模;卡压凸模上设置有卡压凸块,卡压凹模上设置有卡压凹槽,卡压凹槽宽度不小于弯制电缆直径,卡压凸块能够插入卡压凹槽内将弯制电缆卡压固定。
14.进一步地,卡压凹模上设置有两块平行的卡压挡板,两块平行的卡压挡板构成卡压凹槽;卡压凸块两侧设置有与卡压挡板配合的卡压挡板槽;当两块卡压挡板分别插入两个卡压凹槽内时,实现了卡压凸块插入卡压凹槽内。当卡压挡板顶端被卡压凹槽底部挡住时,卡压凸块不能继续插入卡压凹槽内,从而起到限位作用,避免处在卡压凸模及卡压凹模之间的弯制电缆被压扁,避免损伤弯制电缆。
15.进一步地,卡压凸模按照卡压凸块垂向朝上的方向固定在端部整形装置基座上,卡压凹模及卡压升降缸设置在卡压凸模的垂向上方,卡压凹模与卡压升降缸通过t形槽与t形头配合连接,卡压升降缸带动卡压凹模在垂向移动,使得卡压凹槽相对于卡压凸模移动,将弯制电缆卡压固定。
16.进一步地,所述端部整形模具包括:整形凹模及整形凸模;整形凹模上设置有整形凹槽,整形凸模上设置有方柱形的整形凸块,整形凸块顶端设有弧形槽,整形凸块宽度不小于弯制电缆直径,整形凸块能够插入到整形凹模内;在进行弯制电缆端部整形时,整形凸块
的顶端弧形槽卡住弯制电缆弯曲段,将弯制电缆弯曲段压向整形凹槽内,从而将弯制电缆弯曲段卡住固定,以便进行端面整形。
17.进一步地,还包括:整形升降缸一及整形升降缸二;整形升降缸二固定安装在端部整形装置基座上,整形凹模安装在整形升降缸二伸缩杆的顶端,整形升降缸二带动整形凹模沿垂向升降;整形升降缸一固定安装在整形凹模上方,整形凸模安装在整形升降缸一伸缩杆的顶端,整形升降缸一带动整形凸模朝向整形凹模沿垂向升降。
18.进一步地,整形升降缸二的输出力大于整形升降缸一的输出力,在进行弯制电缆端部整形时,整形升降缸二推动整形凹模、整形凸模及被夹持在带动整形凹模与整形凸模之间的弯制电缆弯曲段整体上升,使弯制电缆弯曲段向上弯曲,从而形成麻花状的弯制电缆整形段。
19.本发明的有益效果为:利用带有弧形槽的卡压凸块将弯制电缆推入卡压凹槽的弧形槽内,从而将弯制电缆卡压固定。同时利用弯制电缆端部整形模具对弯制电缆端部进行整形。在安装时三相的弯制电缆u形弯底部能够在空间错开,使得弯制电缆能够顺利嵌入到直线电机定子线槽中,从而提高安装质量和安装效率。
附图说明
20.图1为直线电机定子弯制电缆立体结构示意图,图2为直线电机定子电缆弯制设备立体结构示意图,图3为弯制电缆端部整形装置立体结构示意图,图4为电缆卡压固定组件立体结构示意图,图5为电缆卡压固定组件正视示意图,图6为电缆卡压固定卡压电缆时立体结构示意图;图7为端部整形模具立体结构示意图一,图8为端部整形模具立体结构示意图二,图9为端部整形模具正视示意图,图10为对弯制电缆进行端部整形时立体结构示意图,图中:100—电缆校直装置;200—u形弯制装置;300—弯制电缆推送装置;400—端部整形装置;410—端部整形装置基座;420—电缆卡压固定组件、421—卡压凸模、422—卡压凸块、423—卡压挡板槽、424—卡压定位孔、425—卡压定位销、426—卡压挡板、427—卡压凹槽、428—卡压凹模、429—卡压升降缸、r422—卡压凸块弧形槽半径、r427—卡压凹槽弧形槽半径、k427—卡压凹槽宽度;430—端部整形模具、431—整形凹模、432—整形凹槽、433—整形凹模斜面、434—整形凹模挡板、435—整形定位孔、436—整形定位销、437—整形凸块、438—整形凸模、439—整形升降缸一、440—整形升降缸二、r432—整形凹槽底面弧形槽半径、r437—整形凸块顶端弧形槽半径、k437—整形凸块宽度;500—整体基座;900—弯制电缆、901—弯制电缆直线段、902—弯制电缆平行段、903—弯制电缆弯曲段、904—弯制电缆整形段、l1—u形弯间距、d—弯制电缆直径、x—电缆输送方向、z—垂
向。
具体实施方式
21.下面通过具体的实施例并结合附图对本发明做进一步的描述:如图1所示,磁悬浮专线的建设所需的直线电机定子是利用电缆弯制设备,将电缆弯制形成弯制电缆900,然后将弯制电缆900运送到安装现场进行安装。弯制电缆900由多个连续的u形弯组成的蛇形,包括:弯制电缆直线段901、弯制电缆平行段902、弯制电缆弯曲段903或弯制电缆整形段904,u形弯间距为l1。
22.如图2所示,本发明的直线电机定子电缆弯制设备包括:包括电缆校直装置100、u形弯制装置200、弯制电缆推送装置300、端部整形装置400及整体基座500;电缆校直装置100、u形弯制装置200、弯制电缆推送装置300及端部整形装置400依次设置在整体基座500上,通过整体基座500进行整体吊装或运输。
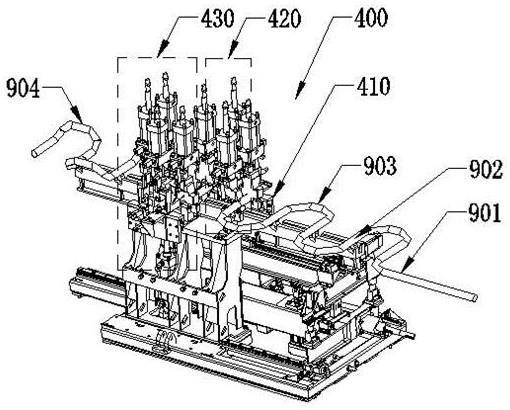
23.端部整形装置400如图3所示,包括:端部整形装置基座410、电缆卡压固定组件420及端部整形模具430,多个电缆卡压固定组件420间隔安装在端部整形装置基座410的中间部位,端部整形模具430安装在电缆卡压固定组件420的两侧。利用电缆卡压固定组件420将弯制电缆900的弯制电缆平行段902卡压固定在端部整形装置基座410上。利用端部整形模具430夹持并推动弯制电缆900的弯制电缆弯曲段903,使得弯制电缆弯曲段903弯曲,形成三维扭曲形状的弯制电缆整形段904。
24.电缆卡压固定组件420如图4和5所示,包括:卡压凸模421、卡压凹模428及卡压升降缸429。
25.卡压凸模421固定设置在端部整形装置基座410上。卡压凸模421上设置有卡压凸块422,卡压凸块422的顶端设有卡压凸块422顶端为弧形槽,卡压凸块弧形槽半径r422不小于弯制电缆半径d/2,避免在卡压过程中损坏电缆绝缘层。卡压凸块422两侧设有两个平行的卡压挡板槽423,两个卡压挡板槽423的外侧分别设有卡压定位孔424。
26.卡压升降缸429固定设置在卡压凸模421的上方,卡压升降缸429的伸缩杆顶端设置有t形头。卡压凹模428上设置t形槽,通过t形槽与t形头配合,将卡压凹模428安装在卡压升降缸429伸缩杆的下端,并朝向卡压凸模421。这种t形槽与t形头配合方式,相当于浮动连接,可避免卡压升降缸429伸缩杆承受径向力,改善卡压升降缸429的受力情况,提高卡压升降缸429的使用寿命,进而提高了本装置的可靠性和稳定性。
27.卡压凹模428上设置有两块平行的卡压挡板426,构成卡压凹槽427。卡压凹槽427的底部为弧形槽,卡压凹槽弧形槽半径r427不小于弯制电缆半径d/2。卡压凹槽宽度k427不小于弯制电缆直径d,卡压凸块422能够插入卡压凹槽427内将弯制电缆900卡压固定。卡压凹模428上设置有卡压定位销425,卡压定位销425朝向卡压定位孔424。
28.在卡压过程如图6所示,先将弯制电缆900的弯制电缆平行段902放置在卡压凸块422顶端的弧形槽上,然后利用卡压升降缸429带动卡压凹模428下降。在卡压凹模428下降过程中,首先利用卡压定位销425与卡压定位孔424的配合,保证卡压凸模421与卡压凹模428准确对位。随着卡压凹模428继续下降,卡压挡板426插入卡压凹槽427内,从而将弯制电缆平行段902卡压固定在端部整形装置基座410上。当卡压挡板426碰到卡压凹槽427底时,能够起到限位作用。通过控制卡压挡板426的长度,使得卡压凸块422与卡压凹槽427之间弧
形槽的空隙高度略小于弯制电缆直径d。既保证能够将弯制电缆平行段902卡压固定,又可避免将弯制电缆900压扁,防止损坏绝缘层。
29.弯制电缆端部整形模具如图7至9所示,包括:整形凹模431、整形凸模438及整形升降缸一439。
30.整形凹模431上设置有整形凹槽432,整形凹槽432由一侧的整形凹模斜面433、另一侧的直边及底面的弧形槽组成。整形凹槽底面弧形槽半径r432不小于弯制电缆半径d/2。整形凹槽432为三维扭曲的曲面,使得弯制电缆u形弯底部在整形后能够形成类似整形凹槽432的三维扭曲形状。整形凹模431上还设置有整形定位孔435,整形定位孔435设置在整形凹模431朝向整形凸模438端面上。
31.整形凸模438上设置有方柱形的整形凸块437,整形凸块宽度k437不小于弯制电缆直径d。整形凸块437顶端设有弧形槽,整形凸块顶端弧形槽半径r437不小于弯制电缆半径d/2。以适应圆形的电缆,及增大与电缆的接触面积、减少压强,避免压坏电缆绝缘层。整形凸模438上设置有整形定位销436, 整形定位销436设置在整形凸模438朝向整形凹模431端面上。 在模压过程中,利用整形定位销436与整形定位孔435配合,保证整形凸模438与整形凹模431准确对位,避免因整形凸模438与整形凹模431错位而压坏电缆绝缘层。
32.整形升降缸一439固定设置在整形凹模431上方,整形升降缸一439的伸缩杆顶端设置有t形头。整形凸模438上设置设置有t形槽,通过t形槽与t形头配合,将整形凸模438安装在整形升降缸一439的伸缩杆顶端。整形升降缸一439能够带动整形凸模438朝向整形凹模431升降,整形凸块437能够插入到整形凹模431内。这种t形槽与t形头配合方式,相当于浮动连接,可避免整形升降缸一439伸缩杆承受径向力,改善整形升降缸一439的受力情况,提高整形升降缸一439的使用寿命,进而提高了本装置的可靠性和稳定性。
33.在模压过程如图10所示,整形升降缸二440安装伸缩杆朝上垂直安装在端部整形装置基座410上,整形凹模431安装在整形升降缸二440安装伸缩杆的顶端,整形升降缸二440带动整形凹模431沿垂向z升降。在进行弯制电缆端部整形时,首先是整形升降缸一439带动整形凸块437下降。整形凸块437的顶端弧形槽卡住弯制电缆弯曲段903,将弯制电缆弯曲段903压向整形凹槽432内,从而将弯制电缆弯曲段903卡住固定,并将弯制电缆弯曲段903模压成类似整形凹槽432的麻花状。
34.由于整形升降缸二440的输出力大于整形升降缸一439的输出力,然后整形升降缸二440推动整形凹模431、整形凸模438及被夹持在带动整形凹模431与整形凸模438之间的弯制电缆弯曲段903整体上升,使弯制电缆弯曲段903向上弯曲,形成麻花状的弯制电缆整形段904,从而实现弯制电缆端部整形。
35.弯制电缆端部整形包括下述步骤:s1:用夹具将弯制电缆900相邻的三根弯制电缆平行段902固定在水平面上;s2:用模具夹住两侧的弯制电缆弯曲段903;s3:利用液压缸沿垂向推动模具,使得夹在模具中的电缆弯曲段903沿垂向产生位移,形成三维扭曲形状;s4:松开夹具和模具,将弯制电缆900推进两个u形弯间距l1;s5:重复s1至s4的步骤,对弯制电缆900的所有弯制电缆弯曲段903进行整形。
36.综上所述:利用带有弧形槽的卡压凸块将弯制电缆推入卡压凹槽的弧形槽内,从
而将弯制电缆卡压固定。同时利用弯制电缆端部整形模具对弯制电缆端部进行整形。在安装时三相的弯制电缆u形弯底部能够在空间错开,使得弯制电缆能够顺利嵌入到直线电机定子线槽中,从而提高安装质量和安装效率。
37.以上实施例仅供说明本发明之用,而非对本发明的限制,有关技术领域的技术人员在不脱离本发明的精神和范围的情况下,还可以做出各种变化或变换,因此所有等同的技术方案也应该属于本发明的保护范围,本发明的保护范围应该由各权利要求限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1