一种多边形数控加工刀具的制作方法
1.本发明属于数控刀具技术领域,特别涉及一种多边形数控加工刀具。
背景技术:
2.数控刀片是可转位车削刀片的总称,是现代金属切削应用领域的主流产品。主要应用在金属的车削、铣削、切断切槽、螺纹车削等领域。
3.目前市面上常用的有snmg120412四面八刃刀片,这类传统的刀片因其本身的结构原因,排屑效果较差,并且装夹时固定跨距较小,装夹稳定性不佳。
技术实现要素:
4.本发明的目的是针对现有技术中存在的上述问题,提供了一种多边形数控加工刀具。
5.本发明的目的可通过下列技术方案来实现:一种多边形数控加工刀具,其特征在于,包括刀片本体,所述刀片本体的中心设置有安装孔,所述刀片本体包括上端面、下端面以及至少五个侧面,每个侧面之间通过圆弧面过渡,所述上端面和下端面都设置有五个顶角,所述上端面和下端面均沿着刀片本体的边缘设置有排屑槽,所述排屑槽内设置有多个崩屑结构,崩屑结构和顶角一一对应,所述崩屑结构包括朝向顶角的第一切屑顶凸以及分别位于第一切屑顶凸两侧的两个凸点,所述排屑槽于相邻的两个顶角之间设置有第二切屑顶凸,每个所述顶角均设置有一个切削单元,所述切削单元包括圆弧切削刃以及直切削刃,所述圆弧切削刃由圆弧面与上端面或下端面相交形成,所述直切削刃由侧面与上端面或下端面相交形成,每个所述顶角的角度均为九十度。
6.本发明的工作原理:使用时,通过安装孔将刀片本体安装到刀片夹具上,由于五角设计,装夹时的固定跨距更大,装夹更稳定,在工作时,铁屑进入排屑槽,先经过第一切屑顶凸以及两个凸点的切割,铁屑的截面厚度变薄,再经过第二切屑顶凸进一步切割,最终实现崩屑效果,排屑效果佳,有效减小铁屑的积留,从而减小刀片本体的磨损,延长了使用寿命,减小生产成本。
7.在上述的多边形数控加工刀具中,每个所述侧面均包括第一刀面和第二刀面,所述第一刀面和第二刀面由对应侧面中部向安装孔弯折形成。
8.在上述的多边形数控加工刀具中,所述刀片本体的后角为零度。
9.在上述的多边形数控加工刀具中,两个所述凸点对称设置在第一切屑顶凸的两侧。
10.在上述的多边形数控加工刀具中,两个所述凸点均设置为圆形凸起。
11.与现有技术相比,本发明具有排屑效果好以及装夹稳定的优点。
附图说明
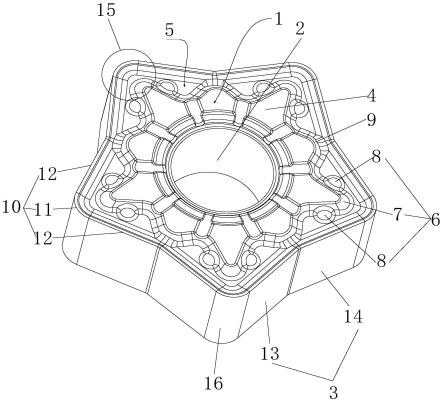
12.图1是本发明的结构示意图。
13.图2是本发明加工外圆端面的结构示意图。
14.图3是本发明加工内圆端面的结构示意图。
15.图中,1、刀片本体;2、安装孔;3、侧面;4、上端面;5、排屑槽;6、崩屑结构;7、第一切屑顶凸;8、凸点;9、第二切屑顶凸;10、切削单元;11、圆弧切削刃;12、直切削刃;13、第一刀面;14、第二刀面;15、顶角;16、圆弧面。
具体实施方式
16.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
17.如图1-图3所示,本多边形数控加工刀具包括刀片本体1,刀片本体1的中心设置有安装孔2,刀片本体1包括上端面4、下端面以及至少五个侧面3,每个侧面3之间通过圆弧面16过渡,上端面4和下端面都设置有五个顶角15,上端面4和下端面均沿着刀片本体1的边缘设置有排屑槽5,排屑槽5内设置有多个崩屑结构6,崩屑结构6和顶角15一一对应,崩屑结构6包括朝向顶角15的第一切屑顶凸7以及分别位于第一切屑顶凸7两侧的两个凸点8,排屑槽5于相邻的两个顶角15之间设置有第二切屑顶凸9,每个顶角15均设置有一个切削单元10,切削单元10包括圆弧切削刃11以及直切削刃12,圆弧切削刃11由圆弧面16与上端面4或下端面相交形成,直切削刃12由侧面3与上端面4或下端面相交形成,每个侧面3均包括第一刀面13和第二刀面14,第一刀面13和第二刀面14由对应侧面3中部向安装孔2弯折形成,每个顶角15的角度均为九十度;刀片本体1的上端面4部分和下端面部分完全相同,因此下端面部分没有在附图中示意,并且每个侧面3便又分成两个面,总共为五角十边二十刃,大大提高刃口使用率,如图2和图3中所示,可实现一刀两用,一个工位便能够加工内圆、外圆端面。
18.进一步细说,刀片本体1的后角为零度;后角是指刀片本体1的后面和切削平面的夹角,如图2和图3所示,而本刀具在用于法兰等零部件的内圆、外圆端面加工时,由于端面的加工可以看作是圆台的侧面3,零度后角的设计也不会增大摩擦,因此进行零度后角的设计提高刀刃强度,耐用性佳。
19.进一步细说,两个凸点8对称设置在第一切屑顶凸7的两侧;规格统一,方便生产。
20.进一步细说,两个凸点8均设置为圆形凸起;可以将铁屑和每一个凸点8之间的摩擦力最小化,并防止铁屑融化和结合在凸点8表面上。
21.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
22.尽管本文较多地使用了大量术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
技术特征:
1.一种多边形数控加工刀具,其特征在于,包括刀片本体(1),所述刀片本体(1)的中心设置有安装孔(2),所述刀片本体(1)包括上端面(4)、下端面以及至少五个侧面(3),每个侧面(3)之间通过圆弧面(16)过渡,所述上端面(4)和下端面都设置有五个顶角(15),所述上端面(4)和下端面均沿着刀片本体(1)的边缘设置有排屑槽(5),所述排屑槽(5)内设置有多个崩屑结构(6),崩屑结构(6)和顶角(15)一一对应,所述崩屑结构(6)包括朝向顶角(15)的第一切屑顶凸(7)以及分别位于第一切屑顶凸(7)两侧的两个凸点(8),所述排屑槽(5)于相邻的两个顶角(15)之间设置有第二切屑顶凸(9),每个所述顶角(15)均设置有一个切削单元(10),所述切削单元(10)包括圆弧切削刃(11)以及直切削刃(12),所述圆弧切削刃(11)由圆弧面(16)与上端面(4)或下端面相交形成,所述直切削刃(12)由侧面(3)与上端面(4)或下端面相交形成,每个所述顶角(15)的角度均为九十度。2.根据权利要求1所述的一种多边形数控加工刀具,其特征在于,每个所述侧面(3)均包括第一刀面(13)和第二刀面(14),所述第一刀面(13)和第二刀面(14)由对应侧面(3)中部向安装孔(2)弯折形成。3.根据权利要求1所述的一种多边形数控加工刀具,其特征在于,所述刀片本体(1)的后角为零度。4.根据权利要求1所述的一种多边形数控加工刀具,其特征在于,两个所述凸点(8)对称设置在第一切屑顶凸(7)的两侧。5.根据权利要求1所述的一种多边形数控加工刀具,其特征在于,两个所述凸点(8)均设置为圆形凸起。
技术总结
本发明提供了一种多边形数控加工刀具,属于数控刀具技术领域。现有技术排屑效果较差、装夹稳定性不佳。每个侧面之间通过圆弧面过渡,上端面和下端面都设置有五个顶角,上端面和下端面均沿着刀片本体的边缘设置有排屑槽,排屑槽内设置有多个崩屑结构,崩屑结构和顶角一一对应,崩屑结构包括朝向顶角的第一切屑顶凸以及分别位于第一切屑顶凸两侧的两个凸点,排屑槽于相邻的两个顶角之间设置有第二切屑顶凸,每个顶角均设置有一个切削单元,切削单元包括圆弧切削刃以及直切削刃,圆弧切削刃由圆弧面与上端面或下端面相交形成,直切削刃由侧面与上端面或下端面相交形成,每个顶角的角度均为九十度。排屑效果好以及装夹稳定。排屑效果好以及装夹稳定。排屑效果好以及装夹稳定。
技术研发人员:刘孟辉 王军波
受保护的技术使用者:力锋精密工具(浙江)有限公司
技术研发日:2022.12.16
技术公布日:2023/3/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1