卧式校圆机的制作方法
1.本发明涉及检测设备技术领域,更具体地说,涉及一种卧式校圆机。
背景技术:
2.卧式自动校圆机用于圆环类产品的校正领域,是专门用于圆环零件的自动校正设备及检测设备,现有的卧式校圆机,采用装配式转盘,回转精度依赖于机加件和轴承装配,精度低,可靠性差。校圆机采用单头挤压结构,采用机械加载配合固定支撑的方式对三角圆实现挤压式校圆,但是对于三角圆的校正无法实现,由于采用机械式加载,在需要更大加载力的校正需求时,难以实现加载力提升。同时,由于卧式校圆机的支撑压头位置固定,对于具有轴向高度的圆环无法实现高度方向的多位置校正,容易使得最后校正的圆环呈现喇叭口形状。
3.因此,如何提高卧式校圆机的校圆性能,是目前本领域技术人员亟待解决的问题。
技术实现要素:
4.有鉴于此,本发明提供了一种卧式校圆机,以提高卧式校圆机的校圆性能。
5.为了达到上述目的,本发明提供如下技术方案:
6.一种卧式校圆机,包括校圆机主机和校圆工装,所述校圆工装具有驱动圆环部件转动的转盘,所述转盘具有对所述圆环部件进行夹紧定位的夹持机构,和驱动所述转盘旋转的回转机构;
7.所述校圆机主机上还设置的主机框架,所述主机框架围绕所述转盘布置有对所述圆环部件的外周进行径向校圆挤压的加载机构;
8.所述加载机构包括围绕所述转盘外周间隔分布的多组,多组所述加载机构可独立的或协同的前进和退回的对所述圆环部件进行加载校圆。
9.优选地,在上述卧式校圆机中,所述加载机构包括三组,三组所述加载机构互成120
°
的分布于所述主机框架上。
10.优选地,在上述卧式校圆机中,所述加载机构包括加载油缸,布置于所述加载油缸的活塞杆伸出端的压头座,和可拆装于所述压头座上的压头块;
11.还包括对所述加载油缸进行支撑的加载机构滑动板,所述主机框架和所述加载机构滑动板之间布置沿竖直方向进行滑移导向的导向装置,和驱动所述加载机构滑动板上下滑动的压头调整机构。
12.优选地,在上述卧式校圆机中,还包括对所述活塞杆的伸出方向进行辅助导向的导向定位装置,所述导向定位装置包括固装于所述加载机构滑动板上的衬套和导向杆;
13.所述导向杆和所述活塞杆之间固定连接有与二者同步伸缩,并对所述活塞杆进行止转的移动导板。
14.优选地,在上述卧式校圆机中,所述压头调整机构包括与所述加载机构滑动板连接的螺母块,和与所述螺母块配合的螺杆,所述螺杆沿所述加载机构滑动板的滑动方向同
向布置;
15.所述螺杆的下端布置有伞状齿轮,所述主机框架上还布置有驱动所述伞状齿轮转动的伞齿轴,所述伞齿轴的末端布置驱动所述伞齿轴转动的调整口。
16.优选地,在上述卧式校圆机中,所述转盘包括环状结构,对所述圆环部件进行轴向支承的支承转盘,和
17.布置于所述支承转盘内圈,对所述圆环部件的内圈进行径向转动支撑的三爪夹持机构;
18.所述回转机构包括位于所述支承转盘的下端面,带动所述支承转盘转动的回转支承齿轮,以及驱动所述回转支承齿轮的驱动齿轮,所述驱动齿轮连接有齿轮驱动装置;
19.所述三爪夹持机构包括中间齿轮和由所述中间齿轮旋转同步带动三个同步齿轮,所述同步齿轮上固装有齿轮连杆,所述齿轮连杆的伸出端固装有对所述圆环部件的内圈压紧配合的压紧轮;
20.所述中间齿轮连接有驱动其转动并可沿径向摆动的摆动气缸。
21.优选地,在上述卧式校圆机中,还包括用于测量所述圆环部件跳动的圆环测量机构,所述圆环测量机构包括测量架,
22.固装于所述主机框架上,对所述测量架进行位置调整的测量导轨;
23.所述测量架上伸出有测量触片,所述测量触片与所述圆环部件的外圈贴紧并反馈跳动信号,还包括接收所述跳动信号的第一位移传感器。
24.优选地,在上述卧式校圆机中,所述测量架的底端还设置测量所述转盘跳动的转盘测量机构,所述转盘测量机构包括第二位移传感器和与所述第二位移传感器配合的测量挺杆。
25.优选地,在上述卧式校圆机中,所述主机框架包括位于所述校圆机主机长度方向第一端的第一框架,和第二端的第二框架;
26.所述第二框架上伸出有沿所述校圆机主机长度方向的第一组加载机构;
27.所述第一框架包括框架主体,由所述框架主体上呈翼状伸出至所述主机框架宽度方向两侧的第一伸出部和第二伸出部,所述第一伸出部上固装有第二组加载机构,所述第二伸出部上伸出有第三组加载机构。
28.优选地,在上述卧式校圆机中,所述框架主体上还伸出有与所述第一组加载装置相对布置进行椭圆校正可动支撑部,所述可动支撑部包括固装于所述框架主体上的支撑体,由所述支撑体上滑动伸出的滑动体,以及驱动所述滑动体在所述支撑体上滑动的辅助气缸;所述滑动体和所述支撑体之间布置有对二者滑移进行导向的燕尾导向槽。
29.本发明提供的卧式校圆机,包括校圆机主机和校圆工装,校圆工装具有驱动圆环部件转动的转盘,转盘具有对圆环部件进行夹紧定位的夹持机构,和驱动转盘旋转的回转机构;校圆机主机上还设置的主机框架,主机框架围绕转盘布置有对圆环部件的外周进行径向校圆挤压的加载机构;加载机构包括围绕转盘外周间隔分布的多组,多组加载机构可独立的或协同的前进和退回的对圆环部件进行加载校圆。圆环部件校圆过程中固定在转盘上,通过夹持机构和回转机构对转盘进行转动调整至校圆位置,通过主机框架上设置的多组加载机构,可通过多个加载机构对圆环部件进行多个方向的挤压校圆,可适应椭圆或三角圆从多个方向进行圆环的加压校圆,提高校圆机对不同圆度的圆环部件的校圆能力。
附图说明
30.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
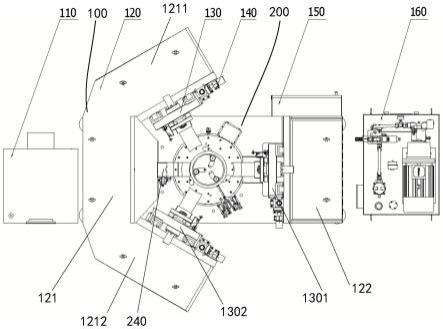
31.图1为本发明提供的卧式校圆机的布置结构示意图;
32.图2为图1中可动支撑部的第一方向示意图;
33.图3为图1中可动支撑部的第二方向示意图;
34.图4为图1中加载机构的结构主视图;
35.图5为图1中压头调整机构的结构示意图;
36.图6为图1中校圆工装位置的结构主视图;
37.图7中图6中校圆工装中转盘结构主视图;
38.图8为图7中转盘结构的俯视图;
39.图9为图7中转盘结构a-a方向的剖视图;
40.图10为图1中圆环测量机构的第一方向示意图;
41.图11为图1中圆环测量机构的第二方向示意图。
具体实施方式
42.本发明公开了一种卧式校圆机,提高了卧式校圆机的校圆性能。
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.如图1-图11所示,图1为本发明提供的卧式校圆机的布置结构示意图;图2为图1中可动支撑部的第一方向示意图;图3为图1中可动支撑部的第二方向示意图;图4为图1中加载机构的结构主视图;图5为图1中压头调整机构的结构示意图;图6为图1中校圆工装位置的结构主视图;图7中图6中校圆工装中转盘结构主视图;图8为图7中转盘结构的俯视图;图9为图7中转盘结构a-a方向的剖视图;图10为图1中圆环测量机构的第一方向示意图;图11为图1中圆环测量机构的第二方向示意图。
45.本实施例提供了一种卧式校圆机,包括校圆机主机100和校圆工装200,校圆工装200具有驱动圆环部件转动的转盘210,转盘210具有对圆环部件进行夹紧定位的夹持机构211,和驱动转盘旋转的回转机构;校圆机主机100上还设置的主机框架120,主机框架120围绕转盘210布置有对圆环部件的外周进行径向校圆挤压的加载机构130;加载机构130包括围绕转盘外周间隔分布的多组,多组加载机构可独立的或协同的前进和退回的对圆环部件进行加载校圆。圆环部件校圆过程中固定在转盘210上,通过夹持机构211和回转机构对转盘210进行转动调整至校圆位置,通过主机框架120上设置的多组加载机构130,可通过多个加载机构130对圆环部件进行多个方向的挤压校圆,可适应椭圆或三角圆从多个方向进行圆环的加压校圆,提高校圆机对不同圆度的圆环部件的校圆能力
46.本实施例中,加载机构130包括三组,三组加载机构130互成120
°
的分布于主机框
架120上。
47.具体地,主机框架120包括位于校圆机主机100长度方向第一端的第一框架121,和第二端的第二框架122;第二框架122上伸出有沿校圆机主机100长度方向的第一组加载机构131。
48.主机框架120沿校圆机主机100长度方向设置两部分,第一框架121位于长度方向的第一端,第二框架122布置于第二端,第一框架121和第二框架122之间围成转盘210对圆环部件的支撑空间,用于圆环部件的布置和校圆。
49.第一框架121包括框架主体,由框架主体上呈翼状伸出至主机框架120,即校圆机主体100宽度方向两侧的第一伸出部1211和第二伸出部1212,第一伸出部1211上固装有第二组加载机构130,第二伸出部1212上伸出有第三组加载机构1302。
50.第二框架122上布置于长度方向的第一端,其上布置一个第一组加载机构,用于对圆环部件形成第一支撑和挤压受力点。
51.第一框架121布置于长度方向的第二端,第一框架121由框架主体部分支撑于校圆机主机100上,框架主体上伸出第一伸出部1211和第二伸出部1212,二者伸出至校圆机主机100宽度方向的两侧,整体上呈翼状布置,第一伸出部1211和第二伸出部1212增加了第一框架121宽度方向的长度,第一伸出部1211上设置第二组加载机构130,第二伸出部1212上设置第三组加载机构1302,通过将第一伸出部1211和第二伸出部1212的伸出端延伸至校圆机主机宽度方向两侧的方式,第一组加载机构1301形成互成120
°
的圆环挤压机构。
52.进一步地,框架主体上还伸出有与第一组加载装置1301相对布置进行椭圆校正可动支撑部240,可动支撑部240包括固装于框架主体上的支撑体242,由支撑体242上滑动伸出的滑动体243,以及驱动滑动体243在支撑体242上滑动的辅助气缸241;滑动体243和支撑体242之间布置有对二者滑移进行导向的燕尾导向槽。
53.框架主体上同时设置可动支撑部240,具体布置在第一框架121的中部,与第一组加载装置1301相对布置。
54.可以理解的是,对于圆环部件呈三角圆结构,三角圆指圆环部件具有至少三个径向凸出位置,通过第一组加载装置、第二组加载装置和第三组加载装置从圆环部件的三个方向上同步挤压,可实现校圆;而对于椭圆结构的圆环部件,圆环部件具有两个凸出位置,从椭圆部件长径方向进行挤压,即可进行校圆。
55.通过设置可动支撑部240与第一组加载装置1301配合,可实现对椭圆结构圆环部件的校圆。圆环部件具有轴向高度,为适应不同高度方向的圆环部件的校圆,设置可动支撑部240具有与第一框架121固定安装的支撑体242,设置在支撑体242上的滑动体243,滑动体243的滑动方向沿高度方向上下滑移,从而满足不同的圆环部件不同高度的校圆需求。还设置辅助气缸241,通过辅助气缸241提供滑动体243的滑动动力,以在圆环部件调整至校圆位置时,驱动滑动体243滑动至预定位置。滑动体243的支撑端还设置可拆卸布置的支撑块244,支撑块244的表面为弧面支撑面,通过可拆卸的支撑块244,支撑块244和滑动体243通过止口和轴孔配合连接,满足不同弧度的圆环部件的外周支撑要求。
56.在本案一具体实施例中,加载机构130包括加载油缸137,布置于加载油缸137的活塞杆伸出端的压头座133,和可拆装于压头座133上的压头块131。压头块131在圆环部件校圆过程中,与圆环部件的外圈直接相抵,其通过压头座133可拆装的与加载油缸137连接,加
载油缸137的活塞杆伸缩提供压头块131校圆压力,通过采用加载油缸137提供对圆环部件径向施加塑形变形力,加载油缸137提供的加载力范围广,且可提供可调的挤压变形力,满足较大的加载力校正要求。
57.还包括对加载油缸137进行支撑的加载机构滑动板,主机框架和加载机构滑动板之间布置沿竖直方向进行滑移导向的导向装置136,和驱动加载机构滑动板上下滑动的压头调整机构。加载油缸137与加载机构滑动板固定连接,并通过导向装置136在高度方向实现上下滑移,优选地导向装置136为布置在主机框架和加载机构滑动板之间的直线导轨,通过将加载油缸137设置为高度方向可调结构,在对圆环部件进行校圆时,可通过调整加载机构滑动板对加载油缸137进行校圆高度调节,满足不同高度位置的校圆要求。
58.进一步地,还包括对活塞杆的伸出方向进行辅助导向的导向定位装置,导向定位装置包括固装于加载机构滑动板上的衬套134和导向杆135;导向杆135和活塞杆之间固定连接有与二者同步伸缩,并对活塞杆进行止转的移动导板132。加载油缸137通过活塞杆伸缩带动压头块131和压头座133对圆环部件的外周进行挤压校圆,由于校圆过程中圆环部件的非圆结构,为了避免压头块与圆环部件之间的挤压不平衡性,导致的反馈到活塞杆的扭转或弯折,通过设置加载机构滑动板上的导向定位装置,由移动导板135同步连接活塞杆和导向杆135,通过导向杆135和活塞杆的同向滑移,保证了加载油缸137对圆环部件加载能力的稳定性。
59.在本案一具体实施例中,压头调整机构包括与加载机构滑动板连接的螺母块141,和与螺母块141配合的螺杆142,螺杆142沿加载机构滑动板的滑动方向同向布置。
60.螺杆142通过轴承座143和固定座144固定在主机框架上,螺杆142的下端布置有伞状齿轮145,主机框架上还布置有驱动伞状齿轮145转动的伞齿轴146,伞齿轴146通过锁紧座147进行安装定位,伞齿轴146的末端布置驱动伞齿轴147转动的调整口148。通过伞状结构的伞齿轴146和伞状齿轮145将调整口148伸出至预定调整位置,该位置为工作人员布置调节部件的位置,提高调节便利性。
61.当然,校圆机主机100还连接有电控柜110和油源160,电控柜110包含电控系统和软件系统,实现动作控制及自动算法运行。油源160通过电机泵组及换向阀给油缸提供动力并控制油缸运行方向。
62.在本案一具体实施例中,转盘210包括环状结构,对圆环部件进行轴向支承的支承转盘212,和
63.布置于支承转盘212内圈,对圆环部件的内圈进行径向转动支撑的三爪夹持机构211;
64.回转机构包括位于支承转盘212的下端面,带动支承转盘212转动的回转支承齿轮213,以及驱动回转支承齿轮213的驱动齿轮214,驱动齿轮214连接有齿轮驱动装置,具体地,齿轮驱动装置包括伺服电机216和减速机215。转盘由环状结构的支承转盘212对圆环部件提供轴向支撑,支承转盘212可通过回转支承齿轮213和驱动齿轮214实现独立转动。支承转盘212的内圈布置三爪夹持机构212,用于圆环部件在转动过程中,对圆环部件的内圈进行径向支撑,保证转动稳定性。
65.可以理解的,由于需要校圆的圆环部件的非圆结构,三爪夹持机构的不同转动支撑位置可对径向支撑距离进行自动调节,提高转动支撑适应性。
66.具体地,三爪夹持机构包括中间齿轮和由中间齿轮旋转同步带动三个同步齿轮,同步齿轮上固装有齿轮连杆,齿轮连杆的伸出端固装有对圆环部件的内圈压紧配合的压紧轮;中间齿轮连接有驱动其转动并可沿径向摆动的摆动气缸。中间齿轮转动带动三个同步齿轮转动,每个同步齿轮上通过齿轮连杆伸出压紧轮,在校圆工作时,中间齿轮驱动三个同步齿轮转动,进而带动齿轮连杆摆动,齿轮连杆将其端部的压紧轮沿径向展开,直至与圆环部件的内圈相抵。
67.中间齿轮连接有可沿径向进行位置调整的摆动气缸217,则由于圆环部件的非圆位置推动同步齿轮和中间齿轮反向转动,并在径向摆动自动进行支撑平衡性调节。
68.具体地,摆动气缸217通过联轴器218连接中间齿轮,摆动气缸217连接有气动旋转结构219,气动旋转结构219的一端与主机框架120相连,一端与转盘结构相连,防止气管缠绕。还包括气动箱150,其通过螺钉与主机框架相连,提供气源。
69.在本案一具体实施例中,还包括用于测量圆环部件跳动的圆环测量机构220,圆环测量机构220包括测量架225,
70.固装于主机框架120上,对测量架225进行位置调整的测量导轨224;
71.测量架225上伸出有测量触片226,测量触片226与圆环部件的外圈贴紧并反馈跳动信号,还包括接收跳动信号的第一位移传感器223。
72.圆环测量机构220的各部件均通过螺栓组连接,测量导轨224为直线导轨,其滑块端与测量架225相连,导轨端通过连接件固定在主机框架120上。测量架225上布置测量气缸221,以及第一位移传感器223原理,执行端通过接触的方式连接。
73.测量过程中,圆环测量机构220的测量气缸221动作,测量触片226在弹簧222的作用下紧贴圆环部件,测量触片226实时贴紧圆环沿测量导轨224滑动,将跳动反馈至第一位移传感器223。
74.在本案一具体实施例中,测量架225的底端还设置测量转盘跳动的转盘测量机构230,转盘测量机构230包括第二位移传感器和与第二位移传感器配合的测量挺杆。
75.圆环部件在本实施例的校圆机上进行校圆工作时,人工将圆环部件摆放至转盘210上,按下自动启动按钮,转盘210的三爪夹持机构211受摆动气缸217的驱动伸出压紧环2111,对圆环部件的内圈进行夹持。
76.圆环测量机构220的气缸221动作,测量触片226在弹簧222的作用下紧贴圆环部件的外圈。伺服电机216连接减速机215输出动力,带动驱动齿轮214转动,带动与之啮合回转支承齿轮213实现回转支承转盘212旋转一圈。
77.测量触片226实时贴紧圆环部件,受圆环部件的非圆结构推动沿直线导轨224滑动跳动,将跳动反馈至第一位移传感器223。
78.第一位移传感器223的跳动值、伺服电机216的角度值和转盘测量机构230的跳动值,经过算法计算出圆环部件的圆度及方向。转盘210将所需要挤压的方向停到与加载机构130匹配的角度停止。三爪夹持机构211松开圆环部件。
79.当出现椭圆时,可动支撑240的辅助气缸241伸出,支撑块244降至圆环部件需要校正的位置,对面的第一组加载机构1301前进到相应的加载位置,退回。当出现三角圆时,互成120度的三个加载机构,包括第一组加载机构1301,第二组加载机构130和第三组加载机构1301同步前进相应的加载位置,退回。再次重复测量及校正过程,直至圆度达到合格线,
停机提示人工取下圆环。
80.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1