一种无裂纹缺陷的12Cr马氏体耐热钢环焊缝焊接工艺
本发明涉及钢铁材料的焊接加工工艺,具体涉及一种无裂纹缺陷的12cr马氏体耐热钢环焊缝焊接工艺。
背景技术:
1、12cr马氏体耐热钢具有低热应力、高温抗蠕变强度以及优异的抗辐照肿胀能力,因而被认为是四代核电堆芯组件的重要候选材料。堆芯组件内装有核燃料,一旦发生泄漏事故,后果不堪设想。目前,堆芯结构中的包壳管、外套管等部件的装配均需要使用熔化焊工艺,如钨极气体保护焊(argon tungsten-arc welding,gtaw),焊接装配一般采用环形或六角形焊缝。焊接接头的性能是保证整个组件服役安全性的重要因素之一。然而,12cr马氏体钢环形焊接后发现会出现宏观裂纹。另一方面,由于外套管管身和端部分别采用了两种不同的12cr马氏体耐热钢,因此焊接时出现了焊缝位置偏移的问题,这些问题均导致焊缝质量不合格,严重阻碍了堆芯组件的制造进程。
2、因此,开发一种无裂纹缺陷的12cr马氏体耐热钢环焊缝焊接工艺,从而提高焊缝性能。
技术实现思路
1、本发明的目的在于提供一种反应堆堆芯用12cr马氏体耐热钢环焊缝的焊接工艺,焊接方法为钨极氩弧焊接,通过焊接工艺来调控熔池晶粒形态和δ-铁素体分布,从而避免焊缝中出现裂纹缺陷,形成质量优异的焊缝。这一方法特别适用于反应堆堆芯组件用12cr马氏体耐热钢环焊缝的焊接。
2、为实现上述目的,本发明的技术方案是:
3、一种无裂纹缺陷的12cr马氏体耐热钢环焊缝焊接工艺,该工艺包括以下步骤:
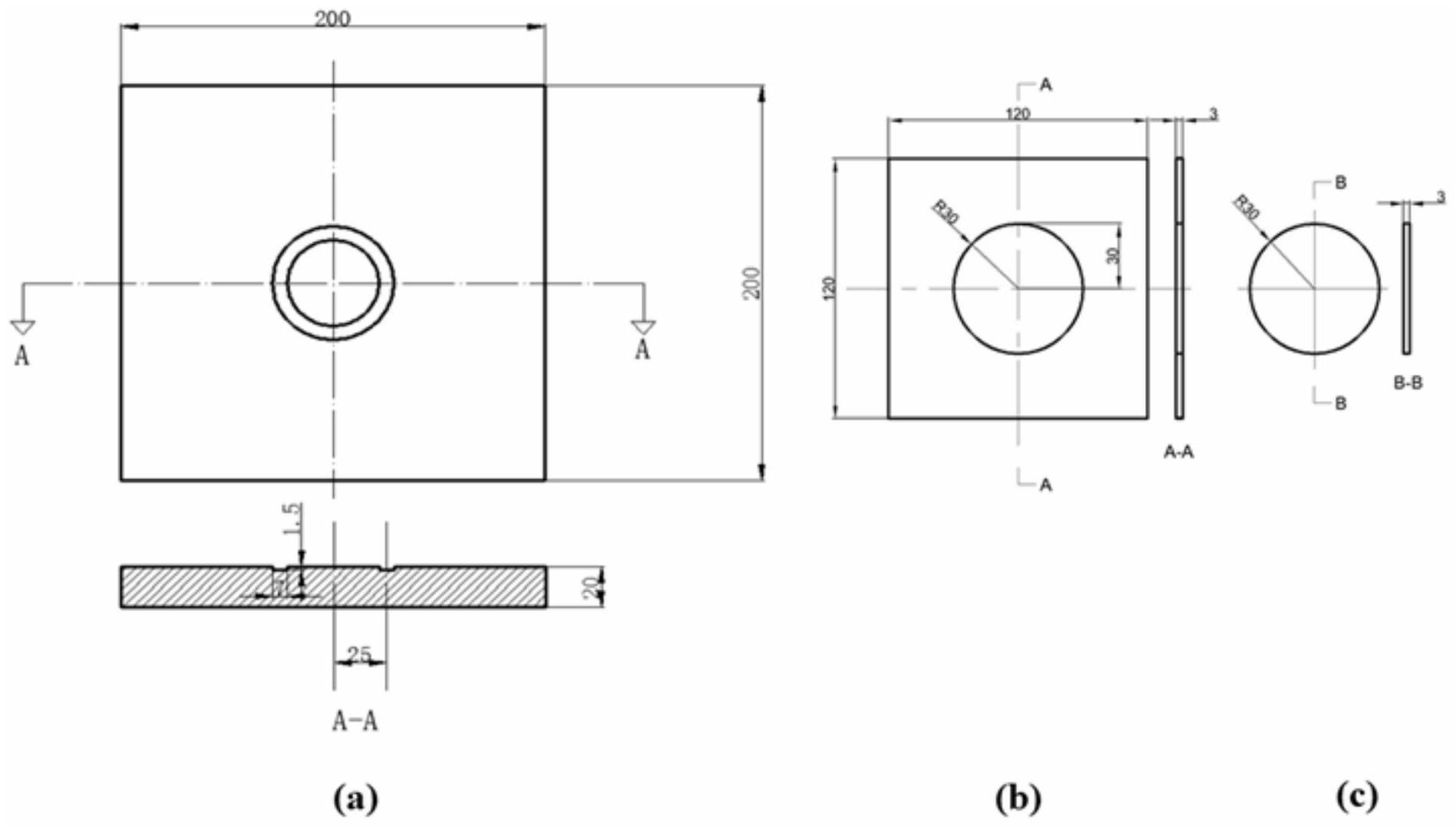
4、(1)将12cr马氏体耐热钢加工出圆形薄板和带圆形孔的薄板,并将两者进行装配,形成无坡口环形焊缝,其中一侧母材为ht-9(12cr-1mo-0.3v)合金,另一侧母材为12cr-2ni-1mo合金,属于12cr耐热钢的焊接;
5、(2)对环形焊缝进行焊接,焊接电流为100-120a,焊接速度为0.5-0.7mm/s,电压为12-14v,钨极垂直于焊接面,将钨极对准缝隙后,向12cr-2ni-1mo母材侧平移0.4-0.8mm,以确保最终焊缝位于中心位置,焊接行走轨迹沿着环形缝隙,完成焊接。
6、进一步地,圆形薄板和带圆形孔的薄板由反应堆堆芯用12cr马氏体耐热钢制成,其中一侧母材为ht-9(12cr-1mo-0.3v)合金,另一侧母材为12cr-2ni-1mo合金,属于12cr耐热钢的焊接。。焊接前将圆形薄板镶嵌在方形薄板的圆孔内,使两者上下表面平行,并进行点固使两者相对固定。将方形薄板置于钢底座上,使环形缝隙刚好位于底座的环形凹槽上方。通过焊接角焊缝将方形薄板四周密封并焊死在底座上,目的是实现强拘束,提高该组合件的焊接开裂敏感程度,使其能够有效评价后续焊接工艺的裂纹敏感性。
7、本发明主要思路和机理如下:
8、本发明的目的在于提供一种反应堆堆芯用12cr马氏体耐热钢环焊缝的焊接工艺技术,焊接方法为钨极氩弧焊接,通过焊接工艺来调控熔池晶粒形态和δ-铁素体分布,从而避免焊缝中出现裂纹缺陷,形成质量优异的焊缝。本发明主要思路和机理如下:
9、发明人在对12cr马氏体钢环焊缝组织进行研究时发现,焊缝中的宏观裂纹为凝固裂纹,裂纹沿着焊缝中心线分布,在焊缝中心位置可以观察到大尺寸条状的δ铁素体,该种δ-铁素体由凝固偏析的残余液相形成,并且这种焊缝中心呈大尺寸条状的δ铁素体还会为裂纹的扩展提供路径,从而进一步降低焊缝的韧性。以上现象表明,本研究中焊接裂纹的根本原因由于残余液相凝固收缩所造成。基于以上结论,并结合经典焊接冶金学知识,发明人通过调整焊接参数,使焊缝熔池中的柱状晶生长方向由原来的指向焊缝中心线的笔直柱状晶变为呈弯曲状生长的晶粒,从而使凝固的残余液相排向运动的熔池中,而不再是被挤在焊缝中心线而无法获得补缩,因为避免凝固开裂,同时焊缝中心也不再形成大尺寸条状的有害δ-铁素体,显著提升焊缝性能。
技术特征:
1.一种无裂纹缺陷的12cr马氏体耐热钢环焊缝焊接工艺,其特征在于:该工艺包括以下步骤:
2.按照权利要求1所述的无裂纹缺陷的12cr马氏体耐热钢环焊缝焊接工艺,其特征在于:步骤(1)中,圆形薄板和带圆形孔的方形薄板由反应堆堆芯用12cr马氏体耐热钢制成,其中一侧母材为ht-9(12cr-1mo-0.3v)合金,另一侧母材为12cr-2ni-1mo合金,属于12cr耐热钢的焊接。
3.按照权利要求1所述的无裂纹缺陷的12cr马氏体耐热钢环焊缝焊接工艺,其特征在于:步骤(1)装配过程为:焊接前将圆形薄板镶嵌在方形薄板的圆孔内,使两者上下表面平行,并进行点固使两者相对固定;将方形薄板置于钢底座,使环形缝隙刚好位于底座的环形凹槽上方;通过焊接角焊缝将方形薄板四周密封并焊死在底座上,目的是实现强拘束,提高该组合件的焊接开裂敏感程度,使其能够有效评价后续焊接工艺的裂纹敏感性。
4.按照权利要求1所述的无裂纹缺陷的12cr马氏体耐热钢环焊缝焊接工艺,其特征在于:步骤(2)焊接过程中,钨极垂直于焊接面,将钨极对准缝隙后,向12cr-2ni-1mo母材侧平移0.4-0.8mm,焊接行走轨迹沿着环形缝隙。
技术总结
本发明属于钢铁材料的焊接加工工艺领域,特别是一种反应堆堆芯用12Cr马氏体耐热钢环焊缝的焊接工艺技术,通过焊接工艺来调控熔池晶粒形态和δ‑铁素体分布,从而避免焊缝中出现裂纹缺陷。该焊接工艺热加工工艺主要过程如下:(1)将12Cr马氏体耐热钢加工出圆形薄板和与之相配的带圆形孔的薄板,并将两者进行装配,形成无坡口环形对接焊缝;(2)对环形对接焊缝进行焊接,焊接电流为100‑120A,焊接速度为0.5‑0.7mm/s,电压为12‑14V,焊枪沿着环形焊缝行走,完成焊接。本发明焊接工艺可以避免反应堆堆芯用12Cr马氏体耐热钢环焊缝的裂纹问题,焊后经探伤无缺陷。
技术研发人员:陆善平,吴栋,李殿中,李依依
受保护的技术使用者:中国科学院金属研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!