一种起落架活塞杆加工装置的制作方法
1.本实用新型涉及飞机起落架加工技术领域,尤其涉及一种起落架活塞杆加工装置,特别是具有深长孔的活塞杆内部的加工。
背景技术:
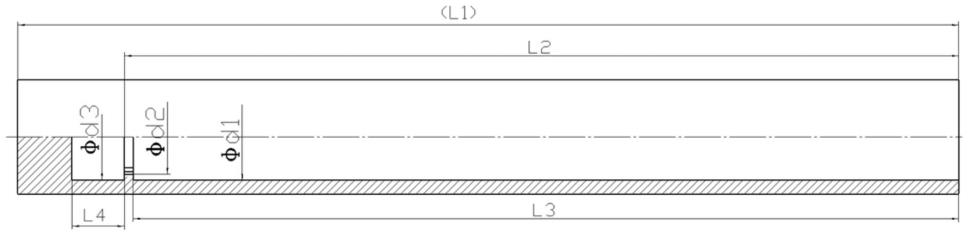
2.如图1、图2所示,前期活塞杆作为飞机前起落架的关键重要件,其材料为超高强度钢,其中l1=1200;l2=953;l3=938;l4=200;l5=31;φd1=φ99;φd2=φ76;φd3=φ102,在内孔938mm处的台阶端面上有一处典型偏心r9圆弧面,该圆弧面用于控制油针位置,加工质量好坏直接影响起落架内部油液流通、起落架消耗和吸收飞机着陆时的撞击能量的性能,所以该偏心圆弧面的加工精度要求至关重要。
3.目前尚未有有效的装置对超长深孔内偏心圆弧结构的活塞杆进行加工。
技术实现要素:
4.本实用新型的目的在于提供一种起落架活塞杆加工装置,实现上述技术方案。
5.本实用新型的技术方案是:一种起落架活塞杆加工装置包括底板、设于所述底板上供活塞杆穿过的抱环、以及支撑,所述支撑包括用于套装在活塞杆内腔的轴部、以及设于所述轴部一端的端部,所述端部在远离活塞杆的一侧与所述抱环的侧壁贴合;所述端部上设有至少两个定位件和一个供刀杆穿过的支撑孔,所述定位件贯穿所述端部并伸入所述抱环中;所述支撑孔与活塞杆内部的偏心圆弧面位置对应,且所述支撑孔贯通所述支撑;所述刀杆伸入活塞杆内部的末端可拆卸连接有加工工具。
6.优选的,所述起落架活塞杆加工装置还包括定位装置、定位座和定位轴;所述活塞杆的末端设有轮轴孔,所述定位装置设于所述底板上,且所述定位装置的上部设有定位孔,所述定位孔位于活塞杆的上方;所述定位轴的一端穿过所述轮轴孔,另一端与所述定位座连接,所述定位座与所述定位装置上对应位置的定位孔相连。
7.优选的,所述抱环包括依次设置的前抱环和后抱环,所述端部与所述后抱环的侧壁贴合。
8.优选的,所述加工工具包括铣刀和塞规,所述刀杆的末端可拆卸连接铣刀或塞规。
9.优选的,所述刀杆包括本体、设于所述本体一端的刀柄、及设于所述本体上的第一杆部和第二杆部,所述第一杆部和第二杆部与支撑孔适配。
10.优选的,所述本体的直径小于所述第一杆部和第二杆部的直径。
11.优选的,所述第一杆部在刀柄的远离端设置,所述第二杆部位于第一杆部和刀柄之间。
12.优选的,所述定位件包括第一定位销、第二定位销及螺钉,所述第一定位销、第二定位销及螺钉在所述端部上呈圆周均布。
13.优选的,所述底板的底部设有能与机床装夹的定位键。
14.优选的,所述抱环以铰接的方式固定活塞杆。
15.与相关技术相比,本实用新型的有益效果为:能加工出活塞杆超长深孔内偏心圆弧面,并保证加工精度,同时固化新构型下起落架深长孔内偏心圆弧面的加工方案,为后续类似结构的产品加工提供理论依据及技术支持。
附图说明
16.图1为起落架活塞杆的内部简化示意图;
17.图2为图1中的偏心r9圆弧面位置示意图;
18.图3为本实用新型提供的起落架活塞杆加工装置、活塞杆与机床进给装置的定位示意图;
19.图4为沿图3的a向示意图;
20.图5为本实用新型提供的起落架活塞杆加工装置中的定位装置与活塞杆的定位示意图;
21.图6为图3中的刀杆与塞规的分解示意图。
具体实施方式
22.以下将参考附图并结合实施例来详细说明本实用新型。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。为叙述方便,下文中如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
23.如图3、图5所示,本实施例提供的一种起落架活塞杆加工装置包括定位装置1、抱环3、定位件4、支撑5、工艺孔6、刀杆8、定位键9、加工工具、底板11、定位座14和定位轴15。
24.所述抱环3包括前抱环3-1和后抱环3-2。所述底板11的上端排布设有所述前抱环3-1和后抱环3-2。如图5所示,所述前抱环3-1和后抱环3-2结构相同,均采用铰接式的方式,即一端设有铰接点,另一端沿该铰接点绕转后,通过销轴卡接的方式固定活塞杆2。
25.如图1所示,所述活塞杆2的一端为敞口,另一端封闭;如图5所示,在活塞杆2的封闭端设有第二部2-2,该第二部2-2与活塞杆2形成整体。所述第二部2-2的轴心线与活塞杆2的轴心线垂直,且所述第二部2-2内设有贯通的轮轴孔2-1。
26.如图3所示,所述活塞杆2的敞口自前抱环3-1起依次插入前抱环3-1和后抱环3-2中,且活塞杆2的敞口的端面与后抱环3-2远离前抱环3-1的端面平齐。
27.所述支撑5包括轴部5-1和设于所述轴部5-1一端的端部5-2。所述轴部5-1自所述后抱环3-2依次,从活塞杆2的敞口插入至活塞杆2的内部,且将所述端部5-2与后抱环3-2的侧壁贴合。
28.如图3、图4所示,所述端部5-2上设有三个贯通孔(未标号)和一个制造工艺孔6,三个贯通孔呈圆周均布。所述后抱环3-2的侧壁上设有与贯通孔位置对应的两个孔和一个螺纹孔。所述定位件4包括第一定位销4-1、第二定位销4-2和螺钉4-3。所述支撑5上设有供刀杆8穿过的支撑孔12,所述支撑孔12贯通所述支撑5。
29.安装时,所述第一定位销4-1、第二定位销4-2分别插入其中两个贯通孔中并伸入所述后抱环3-2的侧壁上设有的对应两个孔,螺钉4-3与螺纹孔配合,三点固定后,使支撑孔12与活塞杆2内部的偏心圆弧面位置对应。
30.如图3、图5所示,为了保证更好的定位支撑5的支撑孔12的位置以准确加工活塞杆2内的偏心r9的圆弧面,在所述临近前抱环3-1的一侧设有所述定位装置1,所述定位装置1设于所述底板11上,且所述定位装置1的上部设有定位孔1-1,所述定位孔1-1位于活塞杆2的上方。所述定位轴15的一端穿过所述轮轴孔2-1,与所述定位座14连接,所述定位座14与所述定位装置1上对应位置的定位孔1-1相连。通过定位装置1能够实现如图2所示的α
°
的角度位置准确定位。在其他实施例中,也可以通过分度头或机床a轴来实现上述角度的定位。
31.如图6所示,所述刀杆8伸入活塞杆2内部的末端可拆卸连接有加工工具。所述刀杆8包括本体8-4、设于所述本体8-4一端的刀柄8-3、及设于所述本体8-4上的第一杆部8-1和第二杆部8-2。所述第一杆部8-1和第二杆部8-2与支撑孔12适配,以对刀杆8定位导向。所述第一杆部8-1和第二杆部8-2与支撑孔12的孔壁之间为间隙配合,存在≯0.02mm的配合间隙。
32.所述本体8-4远离刀柄8-3的末端设有内螺纹,以能够与不同的加工工具可拆卸连接。所述加工工具包括有铣刀10和用于检测的塞规13。铣刀10直径在φ18~φ19之间(取决于r9公差),铣刀10悬伸>r9厚度即可。
33.活塞杆2内的r9为+差,塞规13“通端”控制其下差值,“至端”控制其上差值。
34.所述底板11的底部设有能与机床装夹的定位键9。所述定位键9包括间隔设置的第一定位键9-1和第二定位键9-2。
35.本实用新型提供的起落架活塞杆加工装置加工步骤为:
36.s1,对活塞杆2实施装夹定位:
37.s1.1,将底板11通过第一定位键9-1和第二定位键9-2安装至镗床或卧式数控机床上,找正夹紧;
38.s1.2,将活塞杆2安装至前抱环3-1和后抱环3-2上,将定位轴15插入轮轴孔2-1中,再将定位座14安装在定位轴15上。通过定位轴15的转动带动活塞杆2和第二部2-2整体转动,以调整定位座14的位置,将定位座14与定位装置1上的定位孔1-1对齐,并通过螺钉固定;通过定位装置1对活塞杆2的r9角度位置进行方向定位后,夹紧前抱环3-1和后抱环3-2;
39.s1.3,复查活塞杆2外圆轴向跳动均≯0.03时,表明活塞杆2装夹找正完毕;
40.s1.4,如图3安装支撑5至活塞杆2的φd1内孔中,通过第一定位销4-1、第二定位销4-2与后抱环3-2进行定位安装,再采用螺钉4-3固定于后抱环3-2上。此时活塞杆2完成了定位(定位装置1与定位件4共同作用来实现),即确定了r9与专用支撑5上的φ25支撑孔12实现了同心;
41.s1.5,通过找正φ25支撑孔12的孔心,确定机床主轴位置与φ25孔心线重合,即确定了机床x轴和y轴的加工原点;
42.s2,实施r9圆弧面加工
43.s2.1,将铣刀10安装在刀杆8上,再将刀杆8安装在机床主轴上,启动机床在工件端面进行对刀,确定z轴“0点”位置,按图1中l2、l3深度值,由机床来准确控制铣刀10需加工的深度位置;
44.s2.2,通过支撑孔12的孔壁与第一杆部8-1和第二杆部8-2的配合支撑铣刀10,机床控制进给装置7实现r9圆弧面的加工;
45.s2.3,加工完成后从支撑5中完全退出刀杆8;
46.s3,采用专用检具,如塞规13检测r9圆弧面尺寸
47.s3.1,手动,将塞规13安装于刀杆8上;
48.s3.2,手动,以φ25支撑孔12的孔壁为导向,采用塞规13检测r9圆弧面的尺寸,通过塞规13通端与至端确定尺寸区间;
49.s3.3,当塞规13通端不通过时,以原坐标位置及加工步骤继续实施r9弧面加工,直至塞规13通端通过,塞规13至端不通过时,此时说明产品加工完成。
50.在其他的实施例中,所述刀杆8也可以做成多根,其中一根或几根安装铣刀10,另外的安装塞规13。
51.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1