不锈钢板材焊接防变形装置的制作方法
1.本实用新型涉及不锈钢板材焊接技术领域,具体为不锈钢板材焊接防变形装置。
背景技术:
2.在工业生产和制造工作中经常需要通过焊接将两个不锈钢板材进行对接、交接或者搭接,在对两个不锈钢板材进行焊接的过程中,由于受到焊接时局部高温热源的影响,两个不锈钢板材的焊缝区(焊缝区即两个不锈钢板材焊缝附近区域,同时也是两个不锈钢钢板材焊接时的温度较高区域)均被急剧加热,并局部熔化,该区域材料被加热,使焊缝区扩展,而周围温度相对较低区域对焊缝区产生约束,从而产生弹性热应力,材料的屈服应力极限在温度升高后急剧下降,导致热弹性应力超过屈服极限,形成热压缩;冷却时,焊缝区材料收缩受到周围区域不均匀温度场的影响,产生不均匀的收缩变形,焊缝区呈现拉伸残余应力,相邻区域承受压缩残余应力。尤其是不锈钢板材较薄时,由于焊接过程中引起的不锈钢板材温度分布不均匀而导致其产生不良的形变问题,影响不锈钢板板材的使用质量。
3.针对上述问题,传统的解决办法是通过喷淋冷却法或湿沙冷却法来降低两个不锈钢板材的焊缝区的温度,但这两种方法操作不当时极易对焊道造成污染,影响不锈钢板材的使用质量。
技术实现要素:
4.本实用新型为了解决两个不锈钢板材焊接过程中由于温度分布不均匀而导致其产生不良形变的问题,故提供了一种不锈钢板材焊接防变形装置。
5.本实用新型是采用如下技术方案实现的:
6.不锈钢板材焊接防变形装置,包括上水冷板、下水冷板、储水池、水泵,储水池的进水管口、上水冷板的出水管口、下水冷板的出水管口通过三通出水管接头连通,水泵的出水管口、上水冷板的进水管口、下水冷板的进水管口通过三通进水管接头连通,水泵的进水管口与储水池的出水管口连通。
7.使用时,将上水冷板和下水冷板分别用胶带固定于两个不锈钢板材的焊缝区,然后打开水泵,使得储水池的水经水泵抽出送至上水冷板与下水冷板中,然后经过上水冷板与下水冷板后的水再流至储水池,水泵再将储水池中的抽出并送至上冷水板与下冷水板中,使得该装置形成一个简易的换热装置,从而实现两个不锈钢板材的散热,这时可进行两个不锈钢板材的焊接,焊接过程中,通过上水冷板与下水冷板将两个不锈钢板材焊缝区的温度降低,解决两个不锈钢板材焊接过程中由于温度分布不均匀而导致其产生不良形变的问题,焊接完成后待焊缝区完全冷却后将上水冷板与下水冷板拆除。
8.进一步地,不锈钢板材焊接防变形装置,包括多个呈一字型排列的上水冷板、多个呈一字型排列的下水冷板、水泵、储水池,每个上水冷板的进水管口、每个下水冷板的进水管口均与水泵的出水管口连通(如何让每个上水冷板的进水管口、每个下水冷板的进水管口均与水泵的出水管口连通,属于本领域技术人员的常规技术手段),每个上水冷板的出水
管口、每个下水冷板的出水管口均与储水池的进水管口连通(如何让每个上水冷板的出水管口、每个下水冷板的出水管口均与储水池的进水管口连通属于本领域技术人员的常规技术手段),储水池的出水管口与水泵的进水管口连通。
9.进一步地,多个上水冷板呈一字型均布排列,多个下水冷板呈一字型均布排列,从而使得两个不锈钢板材的焊缝区的温度散热均匀,进一步提高不锈钢板材的使用质量。
10.进一步地,多个上水冷板的进水管口分别位于多个上水冷板的上部,多个上水冷板的出水管口分别位于多个上水冷板的上部,多个下水冷板的进水管口分别位于多个下水冷板的下部,多个下水冷板的出水管口分别位于多个下水冷板的下部,布局紧凑,更加有利于两个不锈钢板材的焊缝区的温度散热均匀。
11.使用时,将多个呈一字型排列的上水冷板用胶带固定于其中一个不锈钢板材的焊缝区,将多个呈一字型排列的下水冷板用胶带固定于另外一个不锈钢板材的焊缝区,然后打开水泵,使得储水池的水经水泵抽出送至多个上水冷板与多个下水冷板中,然后经过上水冷板与下水冷板后的水再流至储水池,水泵再将储水池中的抽出至上冷水板与下冷水板中,使得该装置形成一个简易的换热装置,这时可进行两个不锈钢板材的焊接,焊接过程中,通过多个上水冷板与多个下水冷板将两个不锈钢板材焊缝区的温度降低,解决两个不锈钢板材焊接过程中由于温度分布不均匀而导致其产生不良形变的问题,焊接完成后待焊缝完全冷却后将上水冷板与下水冷板拆除。
12.本实用新型所产生的有益效果如下:本实用新型的装置结构简单,易于制造,装、拆方便,能够有效控制不锈钢板材的焊接变形;同时,对不锈钢板材进行进一步焊接时,往往会因为层间温度过高而需要等待焊缝区冷却才能进行进一步地焊接,采用该装置可以快速的降低焊缝区温度,控制不锈钢焊接时的层间温度,可以明显的减少等待时间,从而提高工作效率。
附图说明
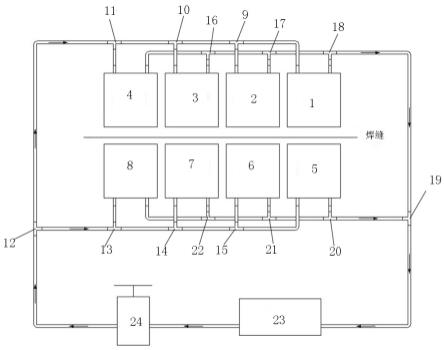
13.图1为本实用新型的整体结构示意图。
14.图中:1—第一上水冷板,2—第二上水冷板,3—第三上水冷板,4—第四上水冷板,5—第一下水冷板,6—第二下水冷板,7—第三下水冷板,8—第四下水冷板,9—第一三通进水管接头,10—第二三通进水管接头,11—第三三通进水管接头,12—第四三通进水管接头,13—第五三通进水管接头,14—第六三通进水管接头,15—第七三通进水管接头,16—第一三通出水管接头,17—第二三通出水管接头,18—第三三通出水管接头,19—第四三通出水管接头,20—第五三通出水管接头,21—第六三通出水管接头,22—第七三通出水管接头,23—储水池,24—水泵。
具体实施方式
15.如图1所示,不锈钢板材焊接防变形装置,包括第一上水冷板1、第二上水冷板2、第三上水冷板3、第四上水冷板4、第一下水冷板5、第二下水冷板6、第三下水冷板7、第四下水冷板8、第一三通进水管接头9、第二三通进水管接头10、第三三通进水管接头11、第四三通进水管接头12、第五三通进水管接头13、第六三通进水管接头14、第七三通进水管接头15、第一三通出水管接头16、第二三通出水管接头17、第三三通出水管接头18、第四三通出水管
接头19、第五三通出水管接头20、第六三通出水管接头21、第七三通出水管接头22、水泵24、储水池23,第一上水冷板1、第二上水冷板2、第三上水冷板3、第四上水冷板4呈一字型依次均布排列,第一上水冷板1、第二上水冷板2、第三上水冷板3、第四上水冷板4的进水管口分别位于第一上水冷板1、第二上水冷板2、第三上水冷板3、第四上水冷板4的上部,第一上水冷板1、第二上水冷板2、第三上水冷板3、第四上水冷板4的出水管口分别位于第一上水冷板1、第二上水冷板2、第三上水冷板3、第四上水冷板4的上部,第一下水冷板5、第二下水冷板6、第三下水冷板7、第四下水冷板8呈一字型依次均布排列,第一下水冷板5、第二下水冷板6、第三下水冷板7、第四下水冷板8的进水管口分别位于第一下水冷板5、第二下水冷板6、第三下水冷板7、第四下水冷板8的下部,第一下水冷板5、第二下水冷板6、第三下水冷板7、第四下水冷板8的出水管口分别位于第一下水冷板5、第二下水冷板6、第三下水冷板7、第四下水冷板8的下部,第一三通进水管接头9的第一接口、第二接口分别与第一上水冷板1的进水管口、第二上水冷板2的进水管口连通,第二三通进水管接头10的第一接口、第二接口分别与第一三通进水管接头9的第三接口、第三上水冷板3的进水管口连通,第三三通进水管接头11的第一接口、第二接口分别与第二三通进水管接头10的第三接口、第四上水冷板4的进水管口连通,第四三通进水管接头12的第一接口、第三接口分别与第三三通进水管接头11的第三接口、水泵24的出水管口连通,第五三通进水管接头13的第一接口、第二接口分别与第四三通进水管接头12的第二接口、第四下水冷板8的的进水管口连通,第六三通进水管接头14的第一接口、第二接口分别与第五三通进水管接头13的第三接口、第三下水冷板7的进水管口连通,第七三通进水管接头15的第一接口、第二接口、第三接口分别与第六三通进水管接头14的第三接口、第二下水冷板6的进水管口、第一水冷板的进水管口连通;第一三通出水管接头16的第一接口、第二接口分别与第四上水冷板4的出水管口、第三上水冷板3的出水管口连通,第二三通出水管接头17的第一接口、第二接口分别与第一三通出水管接头16的第三接口、第二上水冷板2的出水管口连通,第三三通出水管接头18的第一接口、第二接口分别与第二三通出水管接头17的第三接口、第一上水冷板1的出水管口连通,第四三通出水管接头19的第一接口、第三接口分别与第三三通出水管接头18的第三接口、储水池23的进水管口连通,第五三通出水管接头20的第一接口、第二接口分别与第四三通出水管接头19的第二接口、第一下水冷板5的出水管口连通,第六三通出水管接头21的第一接口、第二接口分别与第五三通出水管接头20的第三接口、第二下水冷板6的出水管口连通,第七三通出水管接头22的第一接口、第二接口、第三接口分别与第六三通出水管接头21的第三接口、第三下水冷板7的出水管口、第四下水冷板8的出水管口连通,储水池23的出水管口与水泵24的进水管口连通。
16.使用时,将第一上水冷板1、第二上水冷板2、第三上水冷板3、第四上水冷板4呈一字型依次均布排列并用胶带固定于其中一个不锈钢板材的焊缝区,第一下水冷板5、第二下水冷板6、第三下水冷板7、第四下水冷板8呈一字型依次排列并用胶带固定于另外一个不锈钢板材的焊缝区,然后打开水泵24,使得储水池23的水经水泵24抽出送至所有上水冷板与所有下水冷板中,然后经过上水冷板与下水冷板后的水再流至储水池23,水泵24再将储水池23中的抽出送至所有上冷水板与所有下冷水板中,使得该装置形成一个简易的换热装置,这时可进行两个不锈钢板材的焊接,焊接过程中,通过多个上水冷板与多个下水冷板将两个不锈钢板材焊缝区的温度降低,解决两个不锈钢板材焊接过程中由于温度分布不均匀
而导致其产生不良形变的问题,焊接完成后待焊缝完全冷却后将所有上水冷板与所有下水冷板拆除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1