一种新型多功能冷床对齐辊道装置的制作方法
1.本实用新型涉及钢材加工技术领域,尤其是涉及一种新型多功能冷床对齐辊道装置。
背景技术:
2.已轧制成型的钢材通过辊道输送进入冷床,再由齿条步进式的形式将排列在冷床上的钢材逐步移向冷床顶端,达到了工件的冷却效果。
3.在实际生产过程中,当抛钢过远或者钢材与齿条接触导致摩擦增大等情况出现时,会使钢材在对齐辊道运作范围内无法全部对齐,出现单根或少数钢材没有对齐的情况,对于后续提高产量即加快生产节奏极为不利。
技术实现要素:
4.为了提高生产效率,加快生产节奏,本技术提供一种新型多功能冷床对齐辊道装置。
5.本技术提供的一种新型多功能冷床对齐辊道装置采用如下的技术方案:
6.一种新型多功能冷床对齐辊道装置,包括机架,所述机架上设置对齐辊道,所述机架上固定设置挡板,所述挡板位于对齐辊道一端,所述机架上转动设置若干加速辊,所述加速辊位于对齐辊道下方,所述机架上设置有加速电机,所述加速电机用于带动加速辊转动。
7.通过采用上述技术方案,钢材在对齐辊道上移动使钢材端部与挡板接触,达到使钢材端部对齐的效果,在现场工人发现有钢筋无法于对齐辊道运动区域和时间内对齐时,工人启动加速电机,加速电机带动加速辊转动,达到对钢材进行加速的目的,使在钢材对齐辊道运动区域快速对齐,提高生产效率,加快生产节奏。
8.作为优选,所述加速辊表面固定设置滑移层。
9.通过采用上述技术方案,加速辊表面的滑移层增大加速辊与钢材的摩擦力,进而达到加速辊转动带动钢材移动的目的,减少加速辊空转的情况,进而减少由于加速辊空转导致钢材不易对齐的情况,进而降低生产效率低的情况。
10.作为优选,所述挡板上固定设置缓冲层。
11.通过采用上述技术方案,挡板上的缓冲层减少挡板与钢材接触造成钢材端部磨损的情况。
12.作为优选,所述对齐辊道下方转动设置托板,所述托板一端与机架转动连接,所述机架上固定设置托举气缸,所述托举气缸的活塞杆与托板底壁转动连接。
13.通过采用上述技术方案,钢材端部出现弯折时,启动托举气缸,托举气缸带动托板转动,托板转动使钢材移动与对齐辊道分离,工作人员通过切刀将钢材出现弯折的部位切除,减少切刀与对齐辊道接触造成对齐辊道损坏的情况,进而减少由于对齐辊道损坏影响生产节奏的情况。
14.作为优选,所述托板远离机架一端上转动设置托辊。
15.通过采用上述技术方案,托辊减小托板与钢材之间的摩擦力,进而减少钢材磨损导致生产效率低的情况。
16.作为优选,所述挡板上固定设置垫板,所述挡板上固定设置支撑架,所述支撑架上固定设置切割气缸,所述切割气缸的活塞杆上固定设置切刀。
17.通过采用上述技术方案,钢材需要切割时,钢材需要切割部位位于垫板上,启动切割气缸,切割气缸带动切刀向下移动切割钢材,切割完成后切刀复位,减少使用劳动力切割钢材的情况,加快生产节奏。
18.作为优选,所述机架上设置顶升气缸,所述顶升气缸的活塞杆上固定设置顶升板,所述加速辊转动设置在顶升板上。
19.通过采用上述技术方案,钢材需要加速移动对齐时,启动顶升气缸,顶升气缸带动顶升板向上移动,顶升板带动加速辊向上移动至与钢材接触,钢材加速移动对齐后,顶升气缸使顶升板带动加速辊复位,减少加速辊与钢材接触不紧密导致钢材不易加速移动对齐的情况。
20.作为优选,所述机架上开设滑槽,所述滑槽内转动设置丝杆,所述滑槽内滑移设置滑块,所述滑块与丝杆螺纹连接,所述滑块与顶升气缸固定连接,所述机架上设置移动电机,所述移动电机用于带动丝杆转动。
21.通过采用上述技术方案,启动移动电机带动丝杆转动,丝杆转动带动滑块在滑槽内滑动,滑槽滑动带动顶升气缸移动,达到工人可以根据需要调整加速辊位置的目的。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.通过设置机架、对齐辊道、挡板、加速辊和加速电机,提高生产效率,加快生产节奏;
24.2.通过设置托板和托举气缸,减少由于对齐辊道损坏影响生产节奏的情况;
25.3.通过设置顶升气缸和顶升板,减少加速辊与钢材接触不紧密导致钢材不易加速移动对齐的情况。
附图说明
26.图1是本技术实施例中一种新型多功能冷床对齐辊道装置结构示意图。
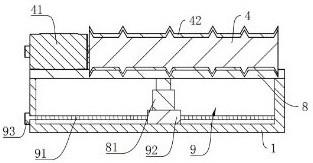
27.图2是本技术实施例中一种新型多功能冷床对齐辊道装置的剖视图。
28.附图标记说明:1、机架;2、对齐辊道;3、挡板;31、缓冲层;4、加速辊;41、加速电机;42、滑移层;5、托板;51、托举气缸;52、托辊;6、垫板;61、支撑架;7、切刀;71、切割气缸;8、顶升板;81、顶升气缸;9、滑槽;91、丝杆;92、滑块;93、移动电机。
具体实施方式
29.以下结合附图1-2对本技术作进一步详细说明。
30.本技术实施例公开一种新型多功能冷床对齐辊道装置。参照图1和图2,包括机架1,机架1上焊接对齐辊道2,机架1上焊接挡板3,挡板3位于对齐辊道2的一端,挡板3上粘贴缓冲层31,缓冲层31由橡胶材质制成。机架1上转动设置若干加速辊4,加速辊4位于对齐辊道2下方,加速辊4上粘贴滑移层42,滑移层42由尼龙材质制成。机架1上焊接加速电机41,加速电机41用于带动加速辊4转动。钢材在对齐辊道2上移动使钢材端部与挡板3接触,进而使
钢材对齐,挡板3上的缓冲层31减少挡板3与钢材接触造成钢材端部磨损的情况。在现场工人发现有钢筋无法于对齐辊道2运动区域和时间内对齐时,工人启动加速电机41,加速电机41带动加速辊4转动,达到对钢材进行加速的目的。加速辊4表面的滑移层42增大加速辊4与钢材的摩擦力,进而达到加速辊4转动带动钢材移动的目的,减少加速辊4空转的情况,进而减少由于加速辊4空转导致钢材不易对齐的情况,使在钢材对齐辊道2运动区域快速对齐,提高生产效率,加快生产节奏。
31.为了提高生产效率,加快生产节奏,参照图1,对齐辊道2下方转动设置托板5,托板5一端与机架1转动连接,托板5另一端上转动设置托辊52。机架1上焊接托举气缸51,托举气缸51的活塞杆与托板5底壁焊接。挡板3上焊接垫板6,挡板3上焊接支撑架61,支撑架61上焊接切割气缸71,切割气缸71的活塞杆上焊接切刀7且朝向垫板6设置。钢材端部出现弯折时,启动托举气缸51,托举气缸51带动托板5转动,托辊52减小托板5与钢材之间的摩擦力。托板5转动使钢材移动与对齐辊道2分离,钢材需要切割部位位于垫板6上,启动切割气缸71,切割气缸71带动切刀7向下移动切割钢材,切割完成后切刀7复位。减少切刀7与对齐辊道2接触造成对齐辊道2损坏的情况,进而减少由于对齐辊道2损坏影响生产节奏的情况,减少使用劳动力切割钢材的情况,加快生产节奏。
32.为了减少加速辊4与钢材接触不紧密导致钢材不易加速移动对齐的情况,参照图2,机架1上开设滑槽9,滑槽9内转动设置丝杆91,机架1上设置移动电机93,移动电机93用于带动丝杆91转动。滑槽9内滑移设置滑块92,滑块92与丝杆91螺纹连接,滑块92顶壁上焊接顶升气缸81,顶升气缸81的活塞杆上焊接顶升板8,加速辊4转动设置在顶升板8上。钢材需要加速移动对齐时,启动移动电机93带动丝杆91转动,丝杆91转动带动滑块92在滑槽9内滑动,滑槽9滑动带动顶升气缸81移动,工人可以根据钢材位置调整加速辊4的位置。启动顶升气缸81,顶升气缸81带动顶升板8向上移动,顶升板8带动加速辊4向上移动至与钢材接触,钢材加速移动对齐后,顶升气缸81使顶升板8带动加速辊4复位,减少加速辊4与钢材接触不紧密导致钢材不易加速移动对齐的情况。
33.本技术实施例一种新型多功能冷床对齐辊道2装置的实施原理为:在现场工人发现有钢筋无法于对齐辊道2运动区域和时间内对齐时,工人启动加速电机41,加速电机41带动加速辊4转动,达到对钢材进行加速的目的。加速辊4表面的滑移层42增大加速辊4与钢材的摩擦力,进而达到加速辊4转动带动钢材移动的目的,减少加速辊4空转的情况,进而减少由于加速辊4空转导致钢材不易对齐的情况,使在钢材对齐辊道2运动区域快速对齐,提高生产效率,加快生产节奏。
34.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1