缓冲块装配工装的制作方法
1.本实用新型涉及汽车零配件领域,特别涉及一种缓冲块装配工装。
背景技术:
2.在现有技术中,轿车零部件装配环节涉及不少缓冲块装配工序:将缓冲块安装嵌入顶端连接板内圈定位中。
3.但是对于这种结构,由于缓冲块与顶端连接板内圈配合较紧,用手按压无法安装到位,往往需要借助起子等工具,将缓冲块翻边一点一点地安装嵌入顶端连接板内圈定位中。
4.这种操作方式费时且存在安装不到位的风险,存在较大质量风险。
5.有鉴于此,本技术发明人设计了一种缓冲块装配工装,以期克服上述技术问题。
技术实现要素:
6.本实用新型要解决的技术问题是为了克服现有技术中汽车零配件中缓冲块安装费时,复杂且存在较大质量风险等缺陷,提供一种缓冲块装配工装。
7.本实用新型是通过下述技术方案来解决上述技术问题的:
8.一种缓冲块装配工装,其特点在于,所述缓冲块装配工装包括装配台、下定位底座、上定位底座、顶端连接板、压动部和驱动装置,所述下定位底座和所述上定位底座固定在所述装配台上,所述顶端连接板安装在所述下定位底座上,位于所述上定位底座的下方;
9.所述驱动装置安装在所述上定位底座的上端部,所述压动部安装在所述上定位底座的上端部,与所述驱动装置连接;
10.通过所述驱动装置驱动所述压动部朝向所述顶端连接板压动。
11.根据本实用新型的一个实施例,所述下定位底座包括第一底座和定位销,所述第一底座固定在所述装配台上,所述定位销安装在所述第一底座的中心。
12.根据本实用新型的一个实施例,所述定位顶端连接板的中心孔安装在所述定位销上。
13.根据本实用新型的一个实施例,所述第一底座的上平面和所述顶端连接板的底部接触。
14.根据本实用新型的一个实施例,所述上定位底座包括第二底座、立柱和定位板,所述第二底座固定在所述装配台上,所述立柱竖直固定在所述第二底座上,所述定位板固定在所述立柱的顶端。
15.根据本实用新型的一个实施例,所述驱动装置安装在所述定位板的上端面上,所述压动部安装在所述定位板的下端面,所述驱动装置的驱动轴穿过所述定位板与所述压动部连接。
16.根据本实用新型的一个实施例,所述压动部为上压头,所述驱动装置为气缸。
17.根据本实用新型的一个实施例,所述上定位底座还包括多个加强件,所述加强件
安装在所述第二底板和所述立柱之间,和/或所述加强件安装在所述立柱和所述定位板之间。
18.根据本实用新型的一个实施例,所述顶端连接板的上端部设置有内凹的内圈结构,用于放置缓冲块。
19.根据本实用新型的一个实施例,所述压动部位于所述内圈结构的正上方。
20.本实用新型的积极进步效果在于:
21.本实用新型缓冲块装配工装,具有如下诸多优势:
22.一、操作可靠:双按钮启动压装,保证缓冲块压装到位。
23.二、维护方便:只需定期紧固连接螺栓,检查上压头是否紧固即可。
24.三、调整方便:通过调节气缸磁性开关位置,可以调整气缸压缩行程,实现不同型号缓冲块压装。
附图说明
25.本实用新型上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变的更加明显,在附图中相同的附图标记始终表示相同的特征,其中:
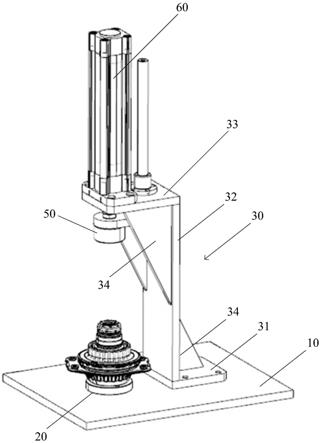
26.图1为本实用新型缓冲块装配工装的立体图。
27.图2为本实用新型缓冲块装配工装的爆炸图。
28.【附图标记】
29.装配台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
30.下定位底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
31.上定位底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
32.顶端连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
33.压动部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50
34.驱动装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
35.第一底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21
36.定位销
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22
37.第二底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31
38.立柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32
39.定位板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
40.加强件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34
41.内圈结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41
42.缓冲块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
具体实施方式
43.为让本实用新型的上述目的、特征和优点能更明显易懂,以下结合附图对本实用新型的具体实施方式作详细说明。
44.现在将详细参考附图描述本实用新型的实施例。现在将详细参考本实用新型的优选实施例,其示例在附图中示出。在任何可能的情况下,在所有附图中将使用相同的标记来表示相同或相似的部分。
45.此外,尽管本实用新型中所使用的术语是从公知公用的术语中选择的,但是本实用新型说明书中所提及的一些术语可能是申请人按他或她的判断来选择的,其详细含义在本文的描述的相关部分中说明。
46.此外,要求不仅仅通过所使用的实际术语,而是还要通过每个术语所蕴含的意义来理解本实用新型。
47.图1为本实用新型缓冲块装配工装的立体图。图2为本实用新型缓冲块装配工装的爆炸图。
48.如图1和图2所示,本实用新型公开了一种缓冲块装配工装,其包括装配台10、下定位底座20、上定位底座30、顶端连接板40、压动部50和驱动装置60。其中,下定位底座20和上定位底座30固定在装配台10上,顶端连接板40安装在下定位底座20上,位于上定位底座30的下方。驱动装置60安装在上定位底座30的上端部,压动部50安装在上定位底座30的上端部,与驱动装置60连接。这样可以通过驱动装置60驱动压动部50朝向顶端连接板40压动。
49.此处,压动部50可以优选为上压头,驱动装置60可以优选为气缸。
50.优选地,下定位底座20包括第一底座21和定位销22,将第一底座21固定在装配台10上,定位销22安装在第一底座21的中心。定位顶端连接板40的中心孔安装在定位销22上。
51.优选地,第一底座21的上平面和顶端连接板40的底部接触,起到支撑作用。
52.进一步地,上定位底座30包括第二底座31、立柱32和定位板33,第二底座31固定在装配台10上,立柱32竖直固定在第二底座31上,定位板33固定在立柱32的顶端。
53.驱动装置60优选地安装在定位板33的上端面上,压动部50安装在定位板33的下端面,驱动装置60的驱动轴穿过定位板33与压动部50连接。
54.另外,上定位底座30还包括多个加强件34,加强件34安装在第二底板31和立柱32之间,和/或加强件34安装在立柱32和定位板33之间。
55.在顶端连接板40的上端部还设置有内凹的内圈结构41,主要用于放置缓冲块70。压动部50位于内圈结构41的正上方。这样,当驱动装置60驱动压动部50向下移动时,压动部50正好将缓冲块70压紧入顶端连接板40,简单精确地实现缓冲块的安装。
56.根据上述结构描述,本实用新型缓冲块装配工装主要由装配台10、下定位底座20、上定位底座30、上压头(即压动部50)、气缸(即驱动装置60)以及固定螺栓组成。装配台10用于支撑固定下定位底座20、上定位底座30。
57.下定位底座20采用螺栓固定在装配台10的台面上。下定位底座20的中心安装一根定位销22,用于定位顶端连接板40的中心孔,保证工件处于正确定位。下定位底座20的上平面与顶端连接板40的底部接触,起到支撑作用。
58.上定位底座30采用螺栓固定在装配台10的台面上。气缸(即驱动装置60)采用螺栓固定在上定位底座30上,可以实现上下运动,气缸上安装有两个限位磁性开关,控制气缸的动作行程。
59.上压头(即压动部50)与气缸(即驱动装置60)连接。压头中心安装有一根定位销,用于定位缓冲块70的中心孔。上压头(即压动部50)与缓冲块70的大圈接触,向下压缩缓冲块70。
60.本实用新型缓冲块装配工装的主要工作过程为:
61.首先,将顶端连接板放置在下定位底座上,顶端连接板中心孔穿入底座定位销中,
顶端连接板底部放置在底座上平面上,保证顶端连接板放置平整;
62.接着,将缓冲块(大头朝下)平放在顶端连接板上;
63.接着,双手按下启动按钮,气缸动作;
64.然后,气缸带动上压头向下运动,上压头定位销穿入缓冲块中心孔,上压头与缓冲块大圈接触,向下压缩缓冲块,缓冲块压缩变形后翻边嵌入顶端连接板内圈定位中;
65.最后,气缸下降至下限位磁性开关位置,气缸回退,上升至上限位磁性开关位置后停止动作。
66.目前,随着汽车工业在国内的高速发展,缓冲块装配工艺应用越来越多,对装配质量要求和工艺水平也越来越高,该缓冲块装配工装结构简单、易加工、易操作、维护方便,保证产品质量和生产节拍。
67.综上所述,本实用新型缓冲块装配工装,具有如下诸多优势:
68.一、操作可靠:双按钮启动压装,保证缓冲块压装到位。
69.二、维护方便:只需定期紧固连接螺栓,检查上压头是否紧固即可。
70.三、调整方便:通过调节气缸磁性开关位置,可以调整气缸压缩行程,实现不同型号缓冲块压装。
71.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这些仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式作出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1