自动加工设备的制作方法
1.本实用新型涉及机械加工技术领域,特别涉及一种自动加工设备。
背景技术:
2.现有的工件在对两侧进行打孔时,首先是对工件的一侧进行打孔,再重新拆下工件,并反向安装工件,以对工件的另一侧进行打孔,工件需要重复定位,且加工步骤冗杂,不方便加工工件,工件的加工效率低。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种自动加工设备,能够提高工件的加工效率。
4.根据本实用新型的实施例的自动加工设备,包括机架、第一打孔机构及第二打孔机构,所述机架上转动设置有工作台,所述工作台沿其周向设有第一工位和第二工位,所述第一打孔机构设于所述机架,并与所述第一工位对应设置,所述第一打孔机构的打孔端位于所述工作台的外侧,所述第二打孔机构设于所述机架,并与所述第二工位对应设置,所述第二打孔机构的打孔端位于所述工作台的内侧。
5.根据本实用新型的实施例的自动加工设备,至少具有如下有益效果:
6.工件加工时,首先将工件固定在第一工位,再通过第一打孔机构对工件的一侧进行打孔,待打孔完毕之后,工作台相对机架转动,将工件转运至第二工位,第二打孔机构对工件的另一侧进行打孔,使得自动加工设备能够对工件的相对的两侧进行打孔,无需拆卸零件再反向安装工件,能够简化工件的加工步骤,以便于对工件的相对的两侧进行打孔,能够提高工件的加工效率。
7.根据本实用新型的一些实施例,所述第一打孔机构与所述机架之间设有第一调节组件。
8.根据本实用新型的一些实施例,所述第一调节组件包括第一滑座和与所述机架转动连接的第一调节螺栓,所述第一滑座与所述机架滑动连接,所述第一滑座用于驱动所述第一滑座移动,所述第一滑座滑动连接有第二滑座,所述第一滑座与所述第二滑座之间设有第二调节螺栓,所述第一打孔机构与所述第二滑座连接,所述第一滑座与所述第二滑座的移动方向交错。
9.根据本实用新型的一些实施例,所述机架上设置第一推压机构,所述第一推压机构包括第一推压支架和与所述第一推压支架连接的第一驱动件,所述第一驱动件的输出端连接有第一推压件,所述第一推压件能够靠近所述第一工位和所述第二工位。
10.根据本实用新型的一些实施例,所述机架上设有出料机构,所述工作台沿其周向设有第三工位,所述出料机构与所述第三工位对应设置,所述第一工位、所述第二工位及所述第三工位均滑动连接有顶推件,所述出料机构包括出料驱动件和与出料驱动件的驱动端连接的出料件,所述出料件能够与对应的顶推件抵接。
11.根据本实用新型的一些实施例,所述顶推件与所述工作台之间设有导向结构。
12.根据本实用新型的一些实施例,所述导向结构包括设于所述工作台的导向轴和设于所述顶推件的导向孔,所述导向轴穿设于所述导向孔。
13.根据本实用新型的一些实施例,所述导向轴与所述与所述顶推件之间设有限位结构。
14.根据本实用新型的一些实施例,所述限位结构包括设于所述导向柱的限位部,所述限位部能够与所述导向孔的周缘抵接。
15.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
16.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
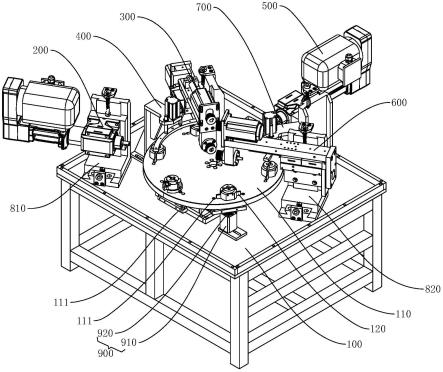
17.图1为本实用新型实施例的自动加工设备的结构示意图;
18.图2为本实用新型实施例的自动加工设备在另一方向的结构示意图;
19.图3为本实用新型实施例的第一打孔机构或第一攻牙机构的结构示意图;
20.图4为本实用新型实施例的第二打孔机构或第二攻牙机构的结构示意图;
21.图5为本实用新型实施例的第一推压机构或第二推压机构的结构示意图;
22.图6为本实用新型实施例的顶推件的结构示意图;
23.图7为本实用新型实施例的导向轴的结构示意图。
24.附图标记:
25.机架100、工作台110、导向轴111、限位部112、顶推件120、导向孔121、顶推部122、连接部123;
26.第一打孔机构200、第二打孔机构300;
27.第一推压机构400、第一推压支架410、第一驱动件420、第一推压件430;
28.第一攻牙机构500、第二攻牙机构600;
29.第二推压机构700、第二推压支架710、第二驱动件720、第二推压件730;
30.第一调节组件810、第一滑座811、第一调节螺栓812、第二滑座813、第二调节螺栓814、第一螺母815、第二螺母816、第二调节组件820、第三滑座821、第三调节螺栓822、第四滑座823、第四调节螺栓824、第三螺母825、第三调节组件830、第四调节组件840;
31.出料机构900、出料驱动件910、出料件920。
具体实施方式
32.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
33.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用
新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
34.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
35.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
36.相关技术中,为了对工件的相对的两侧进行打孔,通常是通过打孔机对工件的一侧进行打孔,然后通过安装机构对工件进行反向安装,安装机构包括夹持气缸、直线气缸及旋转气缸,直线气缸的活动端与夹持气缸连接,旋转气缸与夹持气缸的夹持端连接,夹持气缸对工件进行夹持,再通过直线气缸提升工件,使得工件与工装分离,在工件与工装分离之后,旋转气缸再180度转动工件,直线气缸将工件重新放置在工装上,再松开工件,打孔机再对工件的另一侧进行打孔,此过程的加工步骤过于冗杂,且加工耗时长,不方便对工件进行两侧打孔。
37.参照图1、图2,根据本实用新型实施例的自动加工设备,包括机架100、第一打孔机构200及第二打孔机构300,机架100上转动设置有工作台110,工作台110沿其周向设有第一工位和第二工位,第一打孔机构200设于机架100,并与第一工位对应设置,第一打孔机构200的打孔端位于工作台110的外侧,第二打孔机构300设于机架100,并与第二工位对应设置,第二打孔机构300的打孔端位于工作台110的内侧,能够简化工件的加工步骤,无需重复定位工件,以便于对工件的相对的两侧进行打孔,能够提高工件的加工效率。
38.具体地,工件加工时,首先将工件固定在第一工位,再通过第一打孔机构200对工件的一侧进行打孔,待打孔完毕之后,工作台110相对机架100转动,将工件转运至第二工位,第二打孔机构300对工件的另一侧进行打孔,使得自动加工设备能够对工件的相对的两侧进行打孔,无需拆卸零件再反向安装工件,能够简化工件的加工步骤,以便于对工件的相对的两侧进行打孔,能够提高工件的加工效率。
39.可以理解的是,工作台110连接有分度器,分度器能够控制工作台110的转动角度,以使工件能够从第一工位运动至第二工位,便于对工件进行加工。
40.参照图1、图2,在本实用新型的一些实施例中,工作台110为圆形结构,工作台110围合形成的区域定义为工作台110的内侧,工作台110的外部定义为工作台110的外侧,第一打孔机构200和第二打孔机构300沿工作台110的周向间隔设置,第一打孔机构200设置在第一工位上,第二打孔机构300设置在第二工位上,第一打孔机构200的打孔端的轴向朝向工作台110的圆心,第二打孔机构300的打孔端的轴向朝向工作台110的圆心,当第一打孔机构200与第二打孔机构300在空间上重合时,第一打孔机构200的打孔端和第二打孔机构300的打孔端沿工作台110的径向间隔设置,工件设置在第一打孔机构200的打孔端和第二打孔机构300的打孔端。
41.其中,工件为圆环形结构,第一打孔机构200的打孔端的轴向和第二打孔机构300的打孔端的轴向均指向工件的轴线,第一打孔机构200的打孔端的轴向和第二打孔机构300
的打孔端的轴向均沿水平方向设置,使得自动加工设备能够对工件的侧向进行打孔。
42.参照图3,在本实用新型的一些实施例中,第一打孔机构200与机架100之间设有第一调节组件810,能够调节第一打孔机构200的打孔位置,以适用不同规格的工件,能够提高自动加工设备的通用性。
43.参照图3,在本实用新型的一些实施例中,第一打孔机构200包括第一钻头、第一驱动电机及第一直线驱动件,第一钻头与第一驱动电机的输出轴连接,第一直线驱动件与第一驱动电机连接,以使第一驱动电机能够靠近和远离第一工位,第一驱动电机靠近第一工位时,能够带动第一钻头转动,以对工件进行打孔。
44.参照图4,在本实用新型的一些实施例中,第二打孔机构300包括第二钻头、第二驱动电机及第二直线驱动件,第二钻头与第二驱动电机的输出轴之间通过皮带传动结构连接,第二直线驱动件与第二驱动电机连接,以使第二驱动电机能够靠近和远离第二工位,第二驱动电机靠近第二工位时,能够带动第二钻头转动,以对工件进行打孔。与第二打孔机构300的结构类似,在此不作详述。
45.当然,在一些具体实施方式中,第二钻头与第二驱动电机的输出轴之间还可以通过齿轮传动结构连接,在此不作详述。
46.参照图3,在本实用新型的一些实施例中,第一调节组件810包括第一滑座811和与第一滑座811活动连接的第一调节螺栓812,第一滑座811与机架100滑动连接,第一滑座811滑动连接有第二滑座813,第一滑座811与第二滑座813之间设有第二调节螺栓814,第一打孔机构200与第二滑座813连接,第一滑座811与第二滑座813的移动方向交错,能够调节第一打孔机构200的打孔位置,以适用不同规格的工件,能够提高自动加工设备的通用性。
47.具体地,第一滑座811和第二滑座813的移动方向相对正交,第一滑座811包括第一连接座和与第一连接座连接的第二连接座,第一连接座与第二连接座垂直设置,机架100设有第一滑轨,第二连接座设有第二滑轨,第一连接座与第一滑轨滑动连接,第二滑座813与第二滑轨滑动连接,第一调节螺栓812与第一滑轨活动连接,第二调节螺栓814与第二滑轨活动连接,操作人员可以通过拧动第一调节螺栓812,调节第一打孔机构200在水平方向的位置,也可以通过拧动第二调节螺栓814,调节第一打孔机构200在竖直方向的位置,以适用不同规格的工件,能够提高自动加工设备的通用性。
48.需要说明的是,第一调节螺栓812和第二调节螺栓814能够对第一滑座811和第二滑座813进行微调,能够提高第一调节组件810的调节精度。
49.另外,微调的精度与第一调节螺栓812和第二调节螺栓814的螺距对应,第一调节螺栓812和第二调节螺栓814的螺距越小,第一调节组件810的调节精度越高,
50.此外,第一连接座与第二连接座为一体式结构,第一滑座811可以通过压铸一次成型,再通过数控加工中心对第一滑座811进行精加工,能够减少模具数量,以降低模具的制造成本,从而降低自动加工设备的制造成本。
51.当然,在一些具体实施方式中,由于第一打孔机构200打孔时将产生较大的振动,使得第一滑座811和第二滑座813的位置容易发生变化,导致第一打孔机构200的加工质量较差,为了解决此问题,设计人员将第一调节螺栓812套接有第一螺母815,当第一滑座811调节至合适位置时,操作人员可以拧动第一螺母815,以使第一螺母815与第一连接座抵接,能够锁紧第一滑座811,第二调节螺栓814套接有第二螺母816,当第二滑座813调节至合适
位置时,操作人员可以拧动第二螺母816,以使第二螺母816与第二滑座813抵接,能够锁紧第二滑座813,如此,能够锁紧第一打孔机构200,以提高第一打孔机构200的加工稳定性。
52.可以理解的是,第一调节组件810还可以是调节支架与锁紧螺栓配合的结构,调节支架包括水平支架和与水平支架连接的竖直支架,水平支架和竖直支架均设有腰型孔,锁紧螺栓穿设于对应的腰型孔,分别与机架100和第一打孔机构200连接,也能调节第一打孔机构200的打孔位置,以适用不同规格的工件,能够提高自动加工设备的通用性。
53.参照图4,在本实用新型的一些实施例中,第二打孔机构300与机架100之间第三调节组件,以锁紧第二打孔机构300,第三调节组件与第一调节组件810的结构类似,在此不作详述。
54.参照图1、图5,在本实用新型的一些实施例中,机架100上设置第一推压机构400,第一推压机构400包括第一推压支架410和与第一推压支架410连接的第一驱动件420,第一驱动件420的输出端连接有第一推压件430,第一推压件430能够靠近第一工位和第二工位,以同时对位于第一工位和第二工位的工件进行推压固定,能够防止工件在打孔相对工作台110晃动的情况发生,以提高自动加工设备的打孔质量。
55.具体地,第一推压件430为条形结构,第一推压件430的一端设置在第一工位的上方,另一端设置在第二工位的上方,在第一打孔机构200和第二打孔机构300对工件进行打孔之前,第一驱动件420驱动第一推压件430向下移动,并与位于第一工位和第二工位的工件抵接,以固定位于第一工位和第二工位的工件,能够防止工件在打孔相对工作台110晃动的情况发生,以提高自动加工设备的打孔质量。
56.另外,第一推压件430能够靠近第一工位和第二工位,使得自动加工设备无需再额外设置一个第一推压机构400单独对第一工位或第二工位的工件进行推压,能够减少自动加工设备的零件数量,从而降低自动加工设备的生产制造成本。
57.参照图1、图2,在本实用新型的一些实施例中,机架100上设置有第一攻牙机构500和第二攻牙机构600,工作台110沿其周向设有第三工位和第四工位,第一攻牙机构500与第三工位对应设置,第二攻牙机构600与第四工位对应设置,第一攻牙机构500的攻牙端位于工作台110的外侧,第二攻牙机构600的攻牙端位于工作台110的内侧,使得自动加工设备能够对工件的两侧进行攻牙,能够提高工件的加工效率。
58.具体地,第三工位设置在第四工位和第二工位之间,第一工位、第二工位、第三工位及第四工位沿工作台110的周向依次设置,工件在第一工位和第二工位对两侧打孔之后,再通过转盘转运至第三工位,第一攻牙机构500能够对第一打孔机构200打出的孔进行攻牙,攻牙完毕之后,转盘将工件转运至第四工位,第二攻牙机构600能够第二打孔机构300打出的孔进行攻牙,使得自动加工设备能够对工件的两侧进行攻牙,能够提高工件的加工效率。
59.其中,第一攻牙机构500的攻牙端的轴向和第二攻牙机构600的攻牙端的轴向均指向工件的轴线,第一攻牙机构500的攻牙端的轴向和第二攻牙机构600的攻牙端均沿水平方向设置使得自动加工设备能够对工件的侧向进行攻牙。
60.需要说明的是,第一攻牙机构500与第一打孔机构200的结构类似,将钻头替换为丝锥,即可对工件进行攻牙,在此不作详述。
61.另外,第二攻牙机构600与第二打孔机构300的结构类似,将钻头替换为丝锥,即可
对工件进行攻牙,在此不作详述。
62.参照图1、图5,在本实用新型的一些实施例中,机架100上设置第二推压机构700,第二推压机构700包括第二推压支架710和与第二推压支架710连接的第二驱动件720,第二驱动件720的输出端连接有第二推压件730,第二推压件730能够靠近第三工位和第四工位,以同时对位于第三工位和第四工位的工件进行推压固定,能够防止工件在攻牙相对工作台110晃动的情况发生,以提高自动加工设备的攻牙质量。
63.具体地,第二推压件730为条形结构,第二推压件730的一端设置在第三工位的上方,另一端设置在第四工位的上方,在第一攻牙机构500和第二攻牙机构600对工件进行攻牙之前,第二驱动件720驱动第二推压件730向下移动,并与位于第三工位和第四工位的工件抵接,以固定位于第三工位和第四工位的工件,能够防止工件在攻牙相对工作台110晃动的情况发生,以提高自动加工设备的攻牙质量。
64.另外,第二推压件730能够靠近第三工位和第四工位,使得自动加工设备无需再额外设置一个第二推压机构700单独对第三工位或第四工位的工件进行推压,能够减少自动加工设备的零件数量,从而降低自动加工设备的生产制造成本。
65.参照图1、图6,在本实用新型的一些实施例中,机架100上设有出料机构900,工作台110沿其周向设有第五工位,出料机构900与第五工位对应设置,第一工位、第二工位、第三工位、第四工位及第五工位均滑动连接有顶推件120,出料机构900包括出料驱动件910和与出料驱动件910的驱动端连接的出料件920,出料件920能够与对应的顶推件120抵接,以便于顶出以加工完成的工件,方便操作人员取料。
66.具体地,当工件在第四工位加工完毕之后,工作台110能够将工件转运至第五工位,在工件到位之后,出料驱动件910能够驱动顶推件120向上移动,能够顶推工件向上移动,以使工件脱离工作台110,以便于顶出已加工完成的工件,方便操作人员取料。
67.而且,出料机构900设置在工作台110的下方,工作台110设置有避让孔,顶推件120穿设于避让孔,出料驱动件910驱动出料件920向上移动,以使出料件920与顶推件120连接,再带动顶推件120向上移动,方便操作人员取料。
68.当然,在一些具体实施方式中,出料机构900还可以设置在工作台110的上方,在此不作限制。
69.此外,参照图6,顶推件120包括顶推部122和与顶推部122连接的连接部123,连接部123能够与出料件920抵接,顶推部122可活动地穿设于避让孔,且能在出料件920的推动作用下,移动至工作台110的上方,以顶推工件,方便工件出料。
70.参照图1、图6,在本实用新型的一些实施例中,顶推件120与工作台110之间设有导向结构,能够对顶推件120进行导向,以使顶推件120沿预设方向移动,能够提高出料机构900的出料稳定性。
71.参照图1、图6,在本实用新型的一些实施例中,导向结构包括设于工作台110的导向轴111和设于顶推件120的导向孔121,导向轴111穿设于导向孔121,能够对顶推件120进行导向,以使顶推件120沿预设方向移动,能够提高出料机构900的出料稳定性。
72.具体地,导向柱穿设于导向孔121,并与导向孔121的侧壁连接,能够对顶推件120进行导向,以使顶推件120沿预设方向移动,能够提高出料机构900的出料稳定性。
73.需要说明的是,导向轴111与导向孔121的位置还可以互换,即导向孔121设于工作
台110,导向轴111设于顶推件120,亦能够对顶推件120进行导向,在此不作详述。
74.此外,导向轴111配置有两个,导向孔121对应配置有两个,导向孔121设置在连接部123的两端,顶推部122位于两个导向孔121之间,能够提高顶推件120的滑动稳定性。
75.当然,在一些具体实施方式中,导向轴111和导向孔121还可以配置有一个、三个或四个等,在此不作限制。
76.参照图1、图4,在本实用新型的一些实施例中,第一攻牙机构500与机架100之间设有第二调节组件820,第二调节组件820包括第三滑座821和与第三滑座821活动连接的第三调节螺栓822,第三滑座821与机架100滑动连接,第三滑座821滑动连接有第四滑座823,第三滑座821与第四滑座823之间设有第四调节螺栓824,第一攻牙机构500与第四滑座823连接,第三滑座821与第四滑座823的移动方向交错,能够调节第一攻牙机构500的攻牙位置,以适用不同规格的工件,能够提高自动加工设备的通用性。
77.具体地,第三滑座821与第四滑座823的移动方向相对正交,第三滑座821包括第三连接座和与第三连接座连接的第四连接座,第三连接座与第四连接座垂直设置,机架100设有第三滑轨,第四连接座设有第四滑轨,第三连接座与第三滑轨滑动连接,第四滑座823与第四滑轨滑动连接,第三调节螺栓822与第三滑轨活动连接,第四调节螺栓824与第四滑轨活动连接,操作人员可以通过拧动第三调节螺栓822,调节第一攻牙机构500在水平方向的位置,也可以通过拧动第四调节螺栓824,调节第一攻牙机构500在竖直方向的位置,以适用不同规格的工件,能够提高自动加工设备的通用性。
78.可以理解的是,第二调节组件820也可以是调节支架与锁紧螺栓配合的结构,调节支架包括水平支架和与水平支架连接的竖直支架,水平支架和竖直支架均设有腰型孔,锁紧螺栓穿设于对应的腰型孔,分别与机架100和第一打孔机构200连接,也能调节第一打孔机构200的打孔位置,以适用不同规格的工件,能够提高自动加工设备的通用性。
79.参照图1、图2,在本实用新型的一些实施例中,第二攻牙机构600与机架100之间第四调节组件840,以锁紧第二攻牙机构600,第四调节组件840与第二调节组件820的结构类似,在此不作详述。
80.参照图1、图7,在本实用新型的一些实施例中,导向轴111与顶推件120之间设有限位结构,能够限制顶推件与工作台分离。
81.参照图1、图7,在本实用新型的一些实施例中,限位结构包括设于导向轴111的限位部112,限位部112能够与导向孔121的周缘抵接,能够限制顶推件与工作台分离。
82.具体地,限位部112沿导向轴111的周向延伸设置,当顶推件120向下移动至最远位置时,限位部112能够与导向孔121的周缘抵接,不仅能够避免顶推件120与出料件920碰撞的情况发生,还能限制顶推件与工作台分离。
83.需要说明的是,限位结构还可以是腰型孔与限位块配合的结构,限位块设于导向孔121的侧壁,腰型孔设于导向轴,并沿导向轴的轴向设置,限位块穿设于腰型孔,并能够与腰型孔的侧壁抵接,在此不作详述。
84.可以预想的是,上述的各个驱动件,既可以是气缸,也可以是电机与滚珠丝杆的配合驱动,更可以是液压缸等其他常规驱动部件。具体的实施方式可以根据实际的需要做相应的调整,在此不做限制。
85.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实
施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
86.上面结合附图对本实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1