一种箱体拉铆夹具的制作方法
1.本实用新型涉及箱体拉铆夹具技术领域,具体涉及一种箱体拉铆夹具。
背景技术:
2.箱体拉铆夹具是在铝合金箱体安装时需要使用到的工艺,需要将工装或者底座或者框架定位和夹紧固定的同时,进行焊接,焊接之间需要压铆操作,压铆的过程中容易出现操作误差,操作面和工装面不垂直以及工装翻转不同步的问题,容易导致成品的毛刺多和倒角尖锐造成客诉。
3.现有的箱体拉铆夹具在操作时容易出现操作面和工装面不垂直,例如申请号为201920379399.7公开的一种散热水箱拉铆夹具工装,在操作中误差率高,以及容易出现操作面和工装面不垂直的情况,影响压铆和焊接。
4.因此,发明一种箱体拉铆夹具来解决上述问题很有必要。
技术实现要素:
5.本实用新型的目的是提供一种箱体拉铆夹具,以解决技术中箱体拉铆夹具在使用过程中容易操作面与工装面不垂直,误差大的问题。
6.为了实现上述目的,本实用新型提供如下技术方案:一种箱体拉铆夹具,包括变位机、工装框架、底板、支撑座组件、定位销组件和压紧组件,所述变位机上连接有工装框架,所述工装框架上设置有底板,所述底板上连接有支撑座组件,所述支撑座组件上安装有定位销组件,所述支撑座组件上连接有真空吸附组件,所述变位机上连接有压紧组件,所述压紧组件上设置有底座,所述压紧组件上放置有箱体底板。
7.优选的,所述工装框架和变位机固定连接,且所述工装框架为多个矩形管组成,并且其长度与变位机相适配。
8.优选的,所述底板与工装框架固定连接,且所述底板厚度为工装框架厚度的五分之一。
9.优选的,所述支撑座组件上设置有支承件,且所述支撑座组件上连接有垫片,其垫片厚度分别为1mm和0.5mm以及0.2mm。
10.优选的,所述定位销组件为“z”字形,且所述定位销组件上设置有尺寸与内六角螺钉尺寸相吻合的孔,并且所述定位销组件上连接有销轴。
11.优选的,所述底座上安装有平垫,所述底座上连接有支架,所述支架上连接有带弹性垫。
12.优选的,所述带弹性垫为“u”形,且所述带弹性垫与支架通过螺钉连接,所述支架上开设有多个安装孔。
13.优选的,所述真空吸附组件为铝合金材料,且所述真空吸附组件设置有三种类型,并且其均与气缸连接,气缸的销轴设置在真空吸附组件的几何中心位置。
14.在上述技术方案中,本实用新型提供的技术效果和优点:
15.1、通过变位机和支撑组件以及压紧组件的配合使用,能使得压铆的过程精准,误差率低,以及成品无毛刺,锐角不锋利,保证完成操作后重复调整的平面差角度在0.2范围内;
16.2、多个压紧件能将工装压紧固定在一个平面上,多个真空吸附件能将工作同步上行或者下拉,同步操作避免误差,同时能控制焊接变形率,焊接面和工装面相互垂直,底座焊接牢固,焊渣易被清除。
附图说明
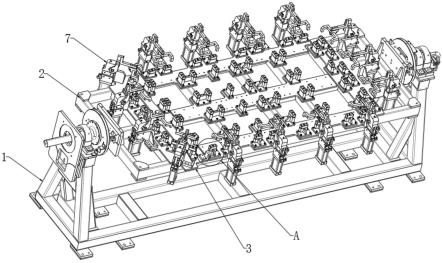
17.图1为本实用新型的整体结构示意图;
18.图2为本实用新型真空吸附组件的立体结构示意图;
19.图3为本实用新型箱体底板的立体结构示意图;
20.图4为本实用新型压紧组件的立体结构示意图;
21.图5为本实用新型图1中a处的放大结构示意图。
22.附图标记说明:
23.1、变位机;2、工装框架;3、底板;4、支撑座组件;5、定位销组件;6、压紧组件;601、底座;602、平垫;603、支架;604、带弹性垫;7、真空吸附组件;8、箱体底板。
具体实施方式
24.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
25.本实用新型提供了如图1-5所示的一种箱体拉铆夹具,包括变位机1、工装框架2、底板3、支撑座组件4、定位销组件5和压紧组件6,变位机1上连接有工装框架2,工装框架2上设置有底板3,底板3上连接有支撑座组件4,支撑座组件4上安装有定位销组件5,支撑座组件4上连接有真空吸附组件7,变位机1上连接有压紧组件6,压紧组件6上设置有底座601,压紧组件6上放置有箱体底板8。
26.工装框架2和变位机1固定连接,且工装框架2为多个矩形管组成,并且其长度与变位机1相适配,底板3与工装框架2固定连接,且底板3厚度为工装框架2厚度的五分之一。
27.支撑座组件4上设置有支承件,且支撑座组件4上连接有垫片,其垫片厚度分别为1mm和0.5mm以及0.2mm,定位销组件5为“z”字形,且定位销组件5上设置有尺寸与内六角螺钉尺寸相吻合的孔,并且定位销组件5上连接有销轴。
28.底座601上安装有平垫602,底座601上连接有支架603,支架603上连接有带弹性垫604,带弹性垫604为“u”形,且带弹性垫604与支架603通过螺钉连接,支架603上开设有多个安装孔,真空吸附组件7为铝合金材料,且真空吸附组件7设置有三种类型,并且其均与气缸连接,气缸的销轴设置在真空吸附组件7的几何中心位置。
29.本实用工作原理:
30.参照说明书附图1-5,在使用本装置时,首先将箱体底板8放置到变位机1上,十五个压紧组件6上的气缸同时压紧(一个气缸上安装传感器,十五个气缸基本同步);
31.参照说明书附图1-5,在使用本装置时,压紧后操作工确认周边完全压紧之后,按动变位机1上的按钮,真空吸附组件7在十个气缸带动下向上顶出,(顶出行程为12mm,基本
保持同步,该动作十个气缸下拉力量由调节阀进行调节);
32.接收到上述顶出信号后,真空吸附组件7对箱体底板8进行吸附,预估吸附时间为四秒,吸附完成之后,在由气缸带动真空吸附组件7下拉,下拉距离为30mm,操作工操作变位机1控制箱体底板8翻转65
°
进行压铆,(互锁,压紧组件6未压紧时,此操作不能完成);
33.压铆完成之后,操作工按钮操作后,变位机1控制箱体底板8翻转是为初始的水平位置,真空吸附组件7停止吸附,压紧组件6停止压紧,操作工在操作区域时,变位机1不允许动作。
技术特征:
1.一种箱体拉铆夹具,包括变位机(1)、工装框架(2)、底板(3)、支撑座组件(4)、定位销组件(5)和压紧组件(6),其特征在于:所述变位机(1)上连接有工装框架(2),所述工装框架(2)上设置有底板(3),所述底板(3)上连接有支撑座组件(4),所述支撑座组件(4)上安装有定位销组件(5),所述支撑座组件(4)上连接有真空吸附组件(7),所述变位机(1)上连接有压紧组件(6),所述压紧组件(6)上设置有底座(601),所述压紧组件(6)上放置有箱体底板(8)。2.根据权利要求1所述的一种箱体拉铆夹具,其特征在于:所述工装框架(2)和变位机(1)固定连接,且所述工装框架(2)为多个矩形管组成,并且其长度与变位机(1)相适配。3.根据权利要求2所述的一种箱体拉铆夹具,其特征在于:所述底板(3)与工装框架(2)固定连接,且所述底板(3)厚度为工装框架(2)厚度的五分之一。4.根据权利要求1所述的一种箱体拉铆夹具,其特征在于:所述支撑座组件(4)上设置有支承件,且所述支撑座组件(4)上连接有垫片,其垫片厚度分别为1mm和0.5mm以及0.2mm。5.根据权利要求1所述的一种箱体拉铆夹具,其特征在于:所述定位销组件(5)为“z”字形,且所述定位销组件(5)上设置有尺寸与内六角螺钉尺寸相吻合的孔,并且所述定位销组件(5)上连接有销轴。6.根据权利要求1所述的一种箱体拉铆夹具,其特征在于:所述底座(601)上安装有平垫(602),所述底座(601)上连接有支架(603),所述支架(603)上连接有带弹性垫(604)。7.根据权利要求6所述的一种箱体拉铆夹具,其特征在于:所述带弹性垫(604)为“u”形,且所述带弹性垫(604)与支架(603)通过螺钉连接,所述支架(603)上开设有多个安装孔。8.根据权利要求1所述的一种箱体拉铆夹具,其特征在于:所述真空吸附组件(7)为铝合金材料,且所述真空吸附组件(7)设置有三种类型,并且其均与气缸连接,气缸的销轴设置在真空吸附组件(7)的几何中心位置。
技术总结
本实用新型公开了一种箱体拉铆夹具,包括变位机、工装框架、底板、支撑座组件、定位销组件和压紧组件,所述变位机上连接有工装框架,所述工装框架上设置有底板,所述底板上连接有支撑座组件,所述支撑座组件上安装有定位销组件,所述支撑座组件上连接有真空吸附组件,所述变位机上连接有压紧组件,所述压紧组件上设置有底座,所述压紧组件上放置有箱体底板。本实用新型通过变位机和支撑组件以及压紧组件的配合使用,能使得压铆的过程精准,误差率低,以及成品无毛刺,锐角不锋利,保证完成操作后重复调整的平面差角度在0.2范围内。重复调整的平面差角度在0.2范围内。重复调整的平面差角度在0.2范围内。
技术研发人员:许祥霖 鞠小平 万小民 邹占伟 闻进 丁乾 何杰 管律 徐静 谷强 徐晓枫
受保护的技术使用者:江苏恒义工业技术有限公司
技术研发日:2022.07.01
技术公布日:2022/11/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1