一种粗加工组合成型刀的制作方法
1.本实用新型涉及机械刀具技术领域,具体为一种粗加工组合成型刀。
背景技术:
2.针对结构复杂的零部件,在生产加工中,大多采用多刀具多工序的加工方式,尤其是在加工中间小两端大的零部件的时候,需要正反加工非常繁琐,需要多次更换夹具方向,这样的加工方式导致加工效率低。
3.为此设计一种不必频繁调换夹具方向从其中一侧加工两端孔径的刀具是十分有必要的。
技术实现要素:
4.本实用新型的目的在于提供一种粗加工组合成型刀,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种粗加工组合成型刀,包括:刀体和刀片组件,所述刀体的内部开设有冷却机构,所述刀体的表面还开设有排屑机构。
6.所述刀片组件包括:第一刀片、第二刀片、第三刀片、第四刀片和第五刀片。
7.优选的,所述第一刀片的数量有一个,且所述第二刀片及第三刀片的数量均为两个,并且所述第四刀片及第五刀片的数量均有一个。
8.优选的,所述冷却机构包括:第一冷却孔、第二冷却孔、第三冷却孔、第四冷却孔和第五冷却孔。
9.优选的,所述排屑机构包括:第一排屑槽、第二排屑槽、第三排屑槽和第四排屑槽。
10.优选的,所述第一冷却孔的数量有一个,且所述第二冷却孔及第三冷却孔的数量均为两个,并且所述第四冷却孔及第五冷却孔的数量均为一个。
11.优选的,所述第一排屑槽与第二排屑槽之间关于刀体的中心轴呈对称分布,且所述第一排屑槽和第四排屑槽位于同一方向,并且所述第一排屑槽、第二排屑槽、第三排屑槽及第四排屑槽的深度方向从刀体的顶端延伸至外壁处。
12.优选的,一个所述第一刀片、一个第二刀片和一个第三刀片均通过螺栓固定在第一排屑槽内,且另一个所述第二刀片和另一个第三刀片还通过螺栓固定在第二排屑槽内,并且所述第四刀片和第五刀片分别通过螺栓固定在第四排屑槽和第三排屑槽内部。
13.与现有技术相比,本实用新型的有益效果是:
14.本粗加工组合成型刀结构适用于中间小两端大的零部件时,利用一款刀,可同时对中间小两端大的零部件进行加工作业,从而降低了产品加工过程中使用的刀具数量,降低了成本,而且避免了频繁调换夹具方向,提升了加工效率与产品精度。
附图说明
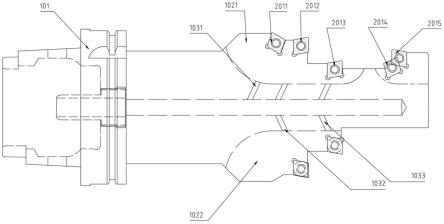
15.图1为本实用新型主视剖面结构示意图;
16.图2为本实用新型侧视结构示意图。
17.图中:101、刀体;2011、第一刀片;2012、第二刀片;2013、第三刀片; 2014、第四刀片;2015、第五刀片;1031、第一冷却孔;1032、第二冷却孔; 1033、第三冷却孔;1034、第四冷却孔;1035、第五冷却孔;1021、第一排屑槽;1022、第二排屑槽;1023、第三排屑槽;1024、第四排屑槽。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1-2,本实用新型提供一种技术方案:一种粗加工组合成型刀,包括:刀体101和刀片组件,刀体101材料为42crmo,42crmo属于超高强度钢,具有高强度和韧性,刀体101的内部开设有冷却机构,冷却机构包括:第一冷却孔1031、第二冷却孔1032、第三冷却孔1033、第四冷却孔1034和第五冷却孔1035,第一冷却孔1031的数量有一个,且第二冷却孔1032及第三冷却孔1033的数量均为两个,并且第四冷却孔1034及第五冷却孔1035的数量均为一个,刀体101的表面还开设有排屑机构,排屑机构包括:第一排屑槽1021、第二排屑槽1022、第三排屑槽1023和第四排屑槽1024,第一排屑槽1021与第二排屑槽1022之间关于刀体101的中心轴呈对称分布,且第一排屑槽1021和第四排屑槽1024位于同一方向,并且第一排屑槽1021、第二排屑槽1022、第三排屑槽1023及第四排屑槽1024的深度方向从刀体101 的顶端延伸至外壁处,使得刀具切屑金属工件产生的废屑,可顺着排屑机构排出刀体101的外壁,从而减少了废屑在切削端的堆积,减少废屑对切削作业的影响,同时还防止废屑刮滑工件表面。
20.请参阅图1-2,刀片组件包括:第一刀片2011、第二刀片2012、第三刀片2013、第四刀片2014和第五刀片2015,上述刀片均为硬质合金材质,具有很高的硬度、强度、耐磨性和耐腐蚀性,第一刀片2011的数量有一个,且第二刀片2012及第三刀片2013的数量均为两个,并且第四刀片2014及第五刀片2015的数量均有一个,一个第一刀片2011、一个第二刀片2012和一个第三刀片2013均通过螺栓固定在第一排屑槽1021内,且另一个第二刀片2012 和另一个第三刀片2013还通过螺栓固定在第二排屑槽1022内,并且第四刀片2014和第五刀片2015分别通过螺栓固定在第四排屑槽1024和第三排屑槽 1023内部,以便于所有的刀片在进行切削作业时,都可将切削产生的废屑排出。
21.工作原理:如图1-2所示,在使用该粗加工组合成型刀时,首先,将该刀具安装在加工中心上的对应位置,并固定,再通过将中间小,两端大的待加工的工件夹持在加工中心上,通过加工中心上的转动机构带动工件进行转动,同时使工件靠近固定好的刀具,使刀具横向切入工件的中间部位,然后通过刀体101两侧安装的刀片组件,对工件进行两端的同时切削作业,避免了频繁调换夹具方向,提升了加工效率,且切削时产生的工件废屑,会通过设置的排屑机构排出,同时,通过冷却机构的设置,使得加工中心上万象竹管中排出的冷却液可与刀片组件及刀体101进行充分接触,起到降温的作用,这就是该粗加工组合成型刀的特点。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种粗加工组合成型刀,包括:刀体(101)和刀片组件,其特征在于,所述刀体(101)的内部开设有冷却机构,所述刀体(101)的表面还开设有排屑机构;所述刀片组件包括:第一刀片(2011)、第二刀片(2012)、第三刀片(2013)、第四刀片(2014)和第五刀片(2015)。2.根据权利要求1所述的一种粗加工组合成型刀,其特征在于:所述第一刀片(2011)的数量有一个,且所述第二刀片(2012)及第三刀片(2013)的数量均为两个,并且所述第四刀片(2014)及第五刀片(2015)的数量均有一个。3.根据权利要求1所述的一种粗加工组合成型刀,其特征在于:所述冷却机构包括:第一冷却孔(1031)、第二冷却孔(1032)、第三冷却孔(1033)、第四冷却孔(1034)和第五冷却孔(1035)。4.根据权利要求1所述的一种粗加工组合成型刀,其特征在于:所述排屑机构包括:第一排屑槽(1021)、第二排屑槽(1022)、第三排屑槽(1023)和第四排屑槽(1024)。5.根据权利要求3所述的一种粗加工组合成型刀,其特征在于:所述第一冷却孔(1031)的数量有一个,且所述第二冷却孔(1032)及第三冷却孔(1033)的数量均为两个,并且所述第四冷却孔(1034)及第五冷却孔(1035)的数量均为一个。6.根据权利要求4所述的一种粗加工组合成型刀,其特征在于:所述第一排屑槽(1021)与第二排屑槽(1022)之间关于刀体(101)的中心轴呈对称分布,且所述第一排屑槽(1021)和第四排屑槽(1024)位于同一方向,并且所述第一排屑槽(1021)、第二排屑槽(1022)、第三排屑槽(1023)及第四排屑槽(1024)的深度方向从刀体(101)的顶端延伸至外壁处。7.根据权利要求1所述的一种粗加工组合成型刀,其特征在于:一个所述第一刀片(2011)、一个第二刀片(2012)和一个第三刀片(2013)均通过螺栓固定在第一排屑槽(1021)内,且另一个所述第二刀片(2012)和另一个第三刀片(2013)还通过螺栓固定在第二排屑槽(1022)内,并且所述第四刀片(2014)和第五刀片(2015)分别通过螺栓固定在第四排屑槽(1024)和第三排屑槽(1023)内部。
技术总结
本实用新型公开了一种粗加工组合成型刀,包括:刀体和刀片组件,所述刀体的内部开设有冷却机构,所述刀体的表面还开设有排屑机构,所述刀片组件包括:第一刀片、第二刀片、第三刀片、第四刀片和第五刀片。本实用通过刀具横向切入工件的中间部位,然后通过刀体两侧安装的刀片组件,对工件进行两端的同时切削作业,避免了频繁调换夹具方向,达到提升加工效率的目的。的。的。
技术研发人员:何振岗 郑国爽 刘利东
受保护的技术使用者:戴贝尔(武汉)刀具有限公司
技术研发日:2022.07.08
技术公布日:2022/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1