一种数控不落轮车床轮对自动抬平系统的制作方法
1.本实用新型属于数控不落轮车床技术领域,具体而言,涉及一种数控不落轮车床轮对自动抬平系统。
背景技术:
2.目前国内外不落轮车床加工列车轮对均是利用车床摩擦轮架上的摩擦轮将加工轮对直接抬升至固定位置,之后开始对轮对进行车削加工,这种方式存在以下问题:
3.(1)车床摩擦轮架上的摩擦轮在轮对车削加工过程中,一般不会随时换新,因此会出现一定程度的磨损;
4.(2)车床摩擦轮架上的摩擦轮与每次加工轮对的左右车轮接触位置不可能相同,始终会有一定的变化;
5.(3)待加工轮对是已经运营过后的轮对,其左右车轮存在轮径差。
6.基于上述原因,现有不落轮车床抬升的加工轮对位置并不能保证其左右车轮轮对轴心线处于同一水平位置,因此,左右车轮轮对存在一定的高度差,最终会轮对的加工精度造成影响。
技术实现要素:
7.本实用新型的目的在于提供一种数控不落轮车床轮对自动抬平系统,利用不落轮车床的测量探头,对加工轮对的左右车轮的轮径测量点位置进行测量,通过车床左右支撑轮对轴箱的自动抬平顶镐装置对其进行自动抬平调整,使其加工轮对的轴心线处于水平位置,保证了加工轮对的抬平,从而提高了不落轮车床加工轮对的精度。
8.为实现本实用新型目的,采用的技术方案为:一种数控不落轮车床轮对自动抬平系统,包括控制单元、测量定位单元和分别对轮对两端支撑的顶镐装置,两个顶镐装置均可上下运动,两个顶镐装置输入端均与控制单元连接;
9.测量定位单元包括检测轮对基点高度差的锥形测量探头和水平方向的定位圆柱形测量探头,且测量探头输出端与控制单元连接;
10.还包括驱动测量探头沿x方向、z方向移动的驱动装置,驱动装置输入端与控制单元连接。
11.进一步的,所述顶镐装置上设有检测轮对重量的重力传感器,重力传感器输出端与控制单元连接。
12.进一步的,所述顶镐装置上还安装有检测其上下运动距离的编码器,编码器输出端与控制单元连接。
13.进一步的,所述测量定位单元还包括用于检测测量定位单元x方向、z方向移动量的线性位移传感器,线性位移传感器输出端与控制单元连接。
14.进一步的,还包括左右两个摩擦轮架,两个摩擦轮架上均安装有摩擦轮。
15.进一步的,所述摩擦轮架通过液压缸或气压缸驱动可上下运动。
16.进一步的,所述控制单元为ncu模块。
17.进一步的,所述ncu模块包括plc,与plc连接的人工交互单元。
18.进一步的,还包括电源单元,用于为测量定位单元、驱动装置、控制单元和两个顶镐装置提供工作电压。
19.本实用新型的有益效果是:
20.本实用新型通过控制单元与驱动装置、测量定位单元的配合,通过锥形测量探头采集轮对上两个车轮基点高度差,并通过控制单元计算并控制驱动装置,使轮对上两个车轮的轴心线处于水平位置,从而完成加工轮对的精定位,保证轮对的加工精度。整个系统能够与原有加工车床进行集成,无需额外引入专用仪器,简单、方便、高效实现轮对精定位的同时,降低了测量成本开销。
附图说明
21.附图示出了本实用新型的示例性实施方式,并与其说明一起用于解释本实用新型的原理,其中包括了这些附图以提供对本实用新型的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
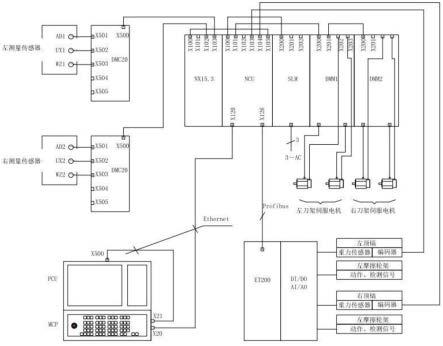
22.图1是本实用新型提供的数控不落轮车床轮对自动抬平系统的电路原理图;
23.图2是本实用新型提供的数控不落轮车床轮对自动抬平系统中的轮对加工车床示意图;
24.图3是本实用新型提供的数控不落轮车床轮对自动抬平系统中优选示例的轮对加工车床示意图。
25.附图中标记及相应的零部件名称:
26.1、顶镐装置,2、摩擦轮,3、摩擦轮架,4、锥形测量探头,5、圆柱形测量探头。
具体实施方式
27.下面结合附图和实施方式对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分。
28.需要说明的是,在不冲突的情况下,本实用新型中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本实用新型。
29.如图1、图2所示,本实用新型提供的一种数控不落轮车床轮对自动抬平系统,包括控制单元、测量定位单元和分别对轮对两端支撑的顶镐装置1,两个顶镐装置1分别位于机床的左右两侧,即两个顶镐装置1为左/右顶镐装置1,左/右顶镐装置1均可上下运动,且顶镐装置1自身具有可靠的锁定功能,左/右顶镐装置1输入端均与控制单元连接,使控制单元可控制顶镐装置1的升降。
30.所述测量定位单元包括检测轮对基点高度差的锥形测量探头4和水平方向定位的圆柱形测量探头5,锥形测量探头4和圆柱形测量探头5均为两个,两个锥形测量探头4和两个圆柱形测量探头5均分别与轮对上的两个车轮对应,具体的,两个锥形测量探头4分别对轮对上两个车轮的基点高度差进行检测,两个圆柱形测量探头5分别对轮对上两个车轮内侧进行定位,锥形测量探头4输出端、圆柱形测量探头5输出端均与控制单元连接,锥形测量
探头4、圆柱形测量探头5将检测得到的数据传输给控制单元。
31.该轮对自动抬平系统还包括驱动测量定位单元沿x方向、z方向移动的驱动装置,具体的,测量定位单元沿x方向的移动通过气缸或液压缸驱动进行伸出和缩回,而驱动测量定位单元沿z方向移动是通过安装在左/右刀架上的横向伺服电机进行驱动,由于左/右刀架自身也可向x方向移动,因此除了通过气缸或液压缸驱动测量单元沿x方向移动外,左/右刀架自身沿x方向移动的动力为安装在左/右刀架上的纵向伺服电机,当左/右刀架自身沿x方向移动时安装在左/右刀架上端测量定位单元也可同步向x方向移动。在本实用新型中,测量定位单元沿x方向、z方向的移动优先采用左/右刀架上的横向伺服电机、纵向伺服电机驱动,而当测量定位单元在测量完毕且轮对镟修时,测量定位单元通过气缸或液压缸沿x方向退回。
32.所述测量定位单元沿x方向、z方向的移动均通过左/右刀架上的线性测量导轨引导和位移的测量,液压缸输入端、伺服电机输入端均与控制单元连接,通过控制单元控制液压缸、伺服电机的启动与停止。
33.所述测量定位单元中的z向定位是对车轮内侧面进行横向测量定位,其移动是通过安装在刀架上的横向伺服电机驱动的,因此本实用新型中的z向定位信息可由横向伺服电机中的编码器和线性位移传感器反馈至控制单元,控制单元进而计算测量定位单元的当前位置,具体的,测量定位单元中的定位采用测距传感器,如红外收发传感器、旋转编码器、线性导轨光栅尺测量子系统等,即测量定位单元在沿z方向移动时,测距传感器可对测量定位单元在z方向的信息获取并反馈至控制单元。在本实用新型中,控制单元用于车轮内侧面的定位测量并根据测量定位单元反馈的信息进行对应的定位运算处理。
34.具体的,测量定位单元对车轮的采集为:一是以车轮内侧为定位基面,二是以车轮直径测量处为测量点。在本示例中,先采集两个车轮内侧的定位a1/a2,并测量a1/a2的横坐标,然后再采集两个车轮直径处的测量点。即a1/a2的横坐标采集完毕后测量定位单元下降水平横移70mm再将锥形测量探头4定位两个车轮直径处的测量点b1/b2点,并测量出b1/b2的纵坐标。
35.设b1与b2的纵坐标为xb1/xb2
36.b1与b2点高度差δxb
37.车轮直径为
[0038][0039]
根据图3示,轮对两端中心点为e1/e2,则对应e1与e2点的高差为δhc,则
[0040]
δhc=δxb
×
l1/l2
………………………………………………②
[0041]
设左/右顶镐装置1粗定位值为hc1/hc2
[0042]
左/右顶镐装置1精定位动态值为hj1/hj2
[0043]
左/右顶镐装置1粗定位高差为δhc
[0044]
左/右顶镐装置1精定位高差为δhj
[0045]
δhj=δhc-[(hc1-hj1)-(hc2-hj2)]
×
(l1/l2)
………………③
[0046]
控制单元控制驱动顶镐装置1的升降按照
③
式中的计算结果进行调整,当δhj=0,则结束调整,此时加工轮对上的两个车轮的轴心线处于水平位置,完成加工轮对的精定位,从而保证了轮对的加工精度。
[0047]
在本示例中,控制单元通过控制驱动装置进而使测量定位单元x方向、z方向运动,使测量定位单元中的两个圆柱形测量探头5与轮对a1/a2面抵接,圆柱形测量探头5在靠近a1/a2面的过程中,测量定位单元的水平线性位移传感器检测圆柱形测量探头5的位移量,从而得到两个圆柱形测量探头5分别在抵接a1/a2时a1/a2面的横坐标,并将测量得到的a1/a2面的坐标反馈至控制单元;接着,控制单元通过刀架自身具有的横向伺服电机和纵向伺服电机驱动测量定位单元先下降,横移70mm,再上升使锥形测量探头4抵接至车轮踏面b1/b2点,将此时的纵向伺服电机中编码器的位置信息和纵向线性位移传感器的信息读入控制单元,经过运算,得出b1/b2点纵坐标。
[0048]
作为本实施方式的更进一步改进,所述顶镐装置1上设有检测轮对重量的重力传感器,通过重力传感器的感应,使轮对两端的轴箱分别支撑在两个顶镐装置1上后,重力传感器能立即感应到轮对两端支撑在顶镐装置1上的情况,从而确定轮对两端的支撑情况,而重力传感器在感应到轮对可靠支撑后立即反馈至控制单元,使控制单元在接收到重力传感器反馈的信息后确认轮对已处于可靠支撑状态。
[0049]
作为本实施方式的更进一步改进,所述顶镐装置1上还安装有检测其上下运动距离的编码器,具体的,顶镐装置1的升降通过驱动电机驱动蜗杆与蜗轮,从而来带动丝杆来执行上下抬升运动的,而编码器通过齿轮副连接在丝杆上,以此对顶镐装置1的升降距离进行检测;所述编码器输出端与控制单元连接,使编码器可检测顶镐装置1升降的距离并传输给控制单元,通过控制单元计算、处理后向顶镐装置1中的驱动电机发送控制指令,控制顶镐装置1中的驱动电机启动或运动。
[0050]
作为本实施方式的更进一步改进,数控不落轮车床轮对自动抬平系统还包括两个摩擦轮架3,两个摩擦轮架3可上下移动,且两个摩擦轮架3上均安装有摩擦轮2,且摩擦轮架3上还安装有驱动摩擦轮2转动的主轴电机,通过主轴电机的驱动,使摩擦轮2在摩擦轮架3上可充分转动,轮对抬平装夹完成后,摩擦轮2与车轮踏面抵接,通过摩擦轮2的转动使轮对转动,从而实现对轮对的驱动,使车轮在加工过程中能实现动力传递,并通过调节主轴电机的转速可控制轮对的转速,从而控制车轮的切削速度。为了便于对主轴电机的控制,主轴电机输入端与控制单元连接,使控制单元可直接控制主轴电机的转速、启动、停止。
[0051]
作为本实施方式的更进一步改进,所述控制单元为ncu模块,ncu模块的型号为6fc5372-0aa30-0ab0,且ncu模块为数控系统的控制核心,用于实现本实用新型系统的统筹控制和轮对的抬平计算。
[0052]
作为本实施方式的更进一步改进,所述ncu模块包括plc(可编程逻辑控制器),与plc连接的人工交互单元。其中,人工交互单元优选为op015a,plc通过ethernet与之连接,用于实现数据输入与信息显示。进一步地,ncu模块能够集成更多器件,包括不限于nck、闭环控制和通信器件等。更进一步地,系统还包括扩展ncu驱动控制的数量的n15.3模块,通过drive-cliq与ncu模块(plc)连接,以使ncu控制能力增加6轴;系统还包括drive-cliq总线集线器模块dmc20,与n15.3模块连接,用于完成星形布线方式;系统还包括双轴电机模块即dmm模块,一端与伺服电机、驱动电机、主轴电机等连接,另一端与ncu模块连接,用于对左/右刀架上的伺服电机的驱动;系统还包括et200模块,与ncu模块连接,是模块化i/o系统,用于建立分布式i/o站点,实现机床输入/输出信号接入系统;系统还包括机床操作面板mcp、pcu,mcp、pcu均与ncu模块连接,其中pcu表示数控系统操作界面的显示。
[0053]
作为本实施方式的更进一步改进,数控不落轮车床轮对自动抬平系统还包括电源单元,用于为测量定位单元、驱动装置和控制单元提供工作电压。具体地,电源单元包括开关电源和变压器,变压器与市电连接,且变压器输出端与开关电源连接;开关电源与plc连接。变压器用于对市电进行隔离变压,从而方便对数控系统供电和提高了系统的抗干扰性;开关电源用于对数控系统供电,从而使ncu模块、pcu模块、测距传感器、旋转编码器、液压缸、电机等正常运行。
[0054]
作为本实施方式的更进一步改进,数控不落轮车床轮对自动抬平系统还包括监测单元和报警单元,监测单元的输出端与控制单元连接,控制单元的输出端与报警单元连接。其中,监测单元具体为温度传感器,靠近电源单元设置,温度传感器的输出端与plc的i/o端连接,用于采集电源单元所处环境温度并反馈至plc,plc控制报警单元报警,报警单元优选为声光报警器。
[0055]
作为本实施方式的更进一步改进,数控不落轮车床轮对自动抬平系统还包括用于使能控制的按键单元,按键单元的输出端与控制单元连接。具体地,按键一端接地,另一端与plc的i/o端连接,且plc与按键之间连接有上拉电阻,上拉电阻接高电平。本示例中,按键用于保护控制,当按下按键后,控制单元才能控制驱动装置进行工作,否则控制单元无法控制驱动装置的工作状态。
[0056]
将上述实施方式进行组合,得到本实用新型优选示例如图1、图2所示,此时系统包括锥形测量轮、圆柱形测量轮以及液压缸,锥形测量轮上安装有检测向x方向位移量的线性位移传感器ux1/ux2;圆柱形测量轮上安装有检测向z向位移量的线性位移传感器wz1/wz2。本实施方式中在轮对上选取了两处测量,车轮内侧定位基面a1/a2和车轮直径测量点b1/b2。针对左车轮,测量定位单元以a1为初始定位基面,圆柱形测量探头5与轮对a1面抵接,测量a1的横坐标,之后测量定位单元下降后水平横移70mm后再使锥形测量探头4上升定位于b1点,测量出b1的纵坐标;针对右车轮,测量定位单元以a2为初始定位基面,圆柱形测量探头5与轮对a2面抵接,测量a2的横坐标,之后测量定位单元下降后水平横移70mm后再使锥形测量探头4上升定位于b2点,测量出b2的纵坐标。
[0057]
设b1与b2的纵坐标为xb1/xb2
[0058]
b1与b2点高度差δxb
[0059]
车轮直径为
[0060][0061]
根据图3示,轮对两端中心点为e1/e2,则对应e1与e2点的高差为δhc,则
[0062]
δhc=δxb
×
l1/l2
………………………………………………②
[0063]
设左/右顶镐装置1粗定位值为hc1/hc2
[0064]
左/右顶镐装置1精定位动态值为hj1/hj2
[0065]
左/右顶镐装置1粗定位高差为δhc
[0066]
左/右顶镐装置1精定位高差为δhj
[0067]
δhj=δhc-[(hc1-hj1)-(hc2-hj2)]
×
(l1/l2)
………………③
[0068]
控制单元控制驱动顶镐装置1的升降按照
③
式中的计算结果进行调整,当δhj=0,则结束调整,此时加工轮对上的两个车轮的轴心线处于水平位置,完成加工轮对的精定位,从而保证了轮对的加工精度。
[0069]
在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
[0070]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0071]
本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本实用新型,而并非是对本实用新型的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本实用新型的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1