一种弯管模具及弯管机构的制作方法
1.本实用新型涉及一种弯管模具及弯管机构,属于材料冷弯成型技术领域。
背景技术:
2.大吨位的机液压系统使用的液压油管,因主机工作环境问题,需要高压力,高承载,高冲击,目前国内使用的液压油管采用的管材,无法满足产品性能要求,国内油管管材,大多使用gb/t3639标准管材,该管材油管在大吨位的挖机使用中,容易出现油管漏油问题,通过对标分析,采用日标stkm14b管材,国内弯管机无加工日标管材模具,且现有的模具一体设计,更换成本较高,容易造成过度的资源浪费。
技术实现要素:
3.本实用新型的目的在于克服现有技术中的不足,提供一种弯管模具及弯管机构,直径模和夹模整体结构简单,制造成本低廉。
4.为达到上述目的,本实用新型是采用下述技术方案实现的:
5.本实用新型提供了一种弯管模具及弯管机构,包括直径模和夹模;圆柱体形的所述直径模设有轮夹;所述夹模设有第一型腔,所述轮夹设有第二型腔,第一型腔和第二型腔配合夹住管材;所述直径模的外周开设有弧形限位槽,用于对管材进行限位;所述直径模的底部设有凸台;所述夹模的顶部设有装配槽。
6.进一步的,所述直径模开设有安装槽;螺栓穿通所述轮夹连接于所述安装槽的安装孔内。
7.进一步的,所述弧形限位槽的弧度与所述第二型腔的弧形面的弧度相同。
8.进一步的,所述第一型腔和第二型腔的弧形面均与管材的外表面贴合。
9.进一步的,所述第一型腔和/或第二型腔的表面采用蚀刻工艺制成。
10.本实用新型还提供了一种弯管机构,包括工作台、弯曲旋转机构、限位机构和上述任一所述的弯管模具;所述工作台连接弯曲旋转机构;所述直径模通过凸台连接于所述工作台上;所述夹模的装配槽与所述弯曲旋转机构连接;管材通过所述直径模和夹模夹固,并通过所述限位机构对管材进行限位,所述工作台及弯曲旋转机构转动,实现管材的弯曲。
11.与现有技术相比,本实用新型所达到的有益效果:
12.本实用新型提供了一种弯管模具,直径模和夹模的结构简单,制造成本低廉;夹模上设置有弧形限位槽,能够在弯制管材的过程中中,使得管材能够不上下偏移,沿着弧形限位槽的走向弯制,其弧度与相应规格的管材匹配,在弯曲过程中对管材进行限位,防止管材在弯管过程中,管材变形,保证管材圆度;轮夹通过螺栓连接在直径模的安装槽上,能够方便更换,进而减少材料的损耗浪费;轮夹和夹模各自的所述第一型腔和第二型腔的表面可采用蚀刻工艺,既保证模具的耐磨性,又能保证管材在弯曲过程中的夹紧力;本弯管模具可实现对日标stkm14b管材进行弯曲。
13.本实用新型提供了一种弯管机构,该预弯机构能装配上述的弯管模具,对管材进
行弯制,能产生上述的技术效果。
附图说明
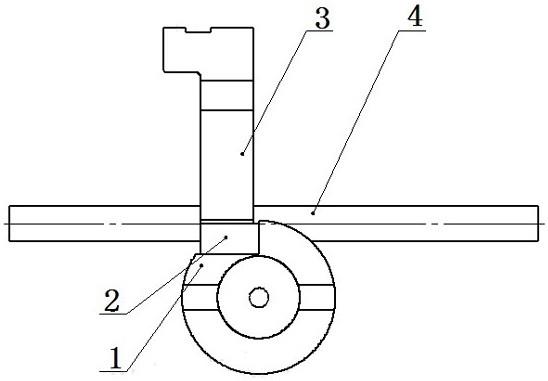
14.图1为本实用新型提供的一种弯管模具操作的俯视图;
15.图2为图1的立体结构示意图;
16.图3为夹模的结构示意图;
17.图4为直径模的结构示意图;
18.图5为图4的俯视图;
19.图中:1、直径模;2、轮夹;3、夹模;4、管材;5、弧形限位槽;6、安装槽;7、第一型腔;8、第二型腔。
具体实施方式
20.下面结合附图对本实用新型作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
21.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、
ꢀ“
底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
22.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
23.实施例一:
24.参见图1、图2、图3、图4和图5本实施例提供了一种弯管模具,包括直径模1和夹模3,直径模1为圆柱体,直径模1上设置有轮夹2。夹模3的底端上设置有第一型腔7,轮夹2上设置有第二型腔8,第一型腔7和第二型腔8用于配合夹住管材4。直径模1的外周上设置有弧形限位槽5,弯制管材4的过程中,可使得管材4沿着弧形限位槽5的走向弯曲,防止管材4偏离,使得管材4弯制失败。在弯曲过程中,弧形限位槽5对管材4进行限位,尺寸成型,还有防止管材4在弯管过程中,管材4变形,保证管材4圆度。直径模1的底部开设有凸台,夹模3的顶部设置有装配槽,均用于现有的弯管机构连接。弯管模具整体结构简单,制造成本低,夹住固定管材4的操作也便捷,能够提高管材4的弯曲制造的效率。该弯管模具可安装于国内主流弯管机上使用,所述管材为日标stkm14b管材。
25.可选的,直径模1上设置有装配轮夹2的安装槽6,轮夹2和对应安装槽6上均设有安装孔,螺栓穿通轮夹2上的安装孔连接到安装槽6上的安装孔进行固定。当弯曲管材4的次数
过多,造成轮夹2磨损,可通过拆卸螺栓,并可便捷装配新的轮夹2于安装槽6上。直径模1上与管材4接触的轮夹2进行跟换,能够便于减少材料的耗损。
26.可选的,弧形限位槽5的弧度与轮夹2上的第二型腔8上的弧度面的弧度相同,装配轮夹2在安装槽6时,需使得轮夹2的一侧端面可与安装槽6的一个立面贴合,可使得弯曲管材4的过程中平稳流程进行,成型美观。第一型腔7和第二型腔8的弧形面设置的均与需要弯曲的管材4的外表面贴合,能够保证第一型腔7和第二型腔8夹紧管材4,防止其在弯曲过程中松动。第一型腔7和/或者第二型腔8可采用蚀刻工艺,能够减小的第一型腔7和第二型腔8的误差,提升夹紧管材4的牢固性,从而保证产出的弯曲管材4的产品质量。
27.实施例二:
28.本实施例提供了一种弯管机构,包括有工作台、弯曲旋转机构、限位机构和实施例一中任一所述的弯管模具。弯管机构本体上装配有实施例一中的弯管模具。具体的,该弯管机构的工作台和弯曲旋转机构连接,能够同时旋转。直径模1通过凸台插装于工作台上,夹模3通过装配槽连接到弯曲旋转机构上。管材4贴紧到轮夹2的第二型腔8上,弯曲旋转机构上的夹模3相对于轮夹2趋近运动,使得第一型腔7配合第二型腔8夹紧管材4。工作台和弯曲旋转机构绕着直径的转动,带动管材4转动,限位机构上的限位件限制管材4转动,可使得管材4在限位件的屈服力的作用下沿着弧形限位槽5弯曲,弯曲的弧度,取决于工作台和弯曲旋转机构的转动角度。弯管模具装配的弯管机构为现有技术,能够产生实施例一中的技术效果,故此,对弯管机构不做赘述。
29.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1