一种镜片与后盖安装工装的制作方法
1.本实用新型涉及辅助工装技术领域,特别是一种镜片与后盖安装工装。
背景技术:
2.车内后视镜最基本的作用就是观察后排乘客,特别是如果后排有儿童,就可以通过内后视镜来观察。车内后视镜还可以用于判断车距、转向辅助、紧急刹车时观察后方车辆等。具体介绍如下:
3.1、判断车距:汽车行驶时和其他车辆保持好距离,在很大程度上可以减少交通事故的发生,但是有时外后视镜不能很清晰的显示后方车辆的距离,通过内后视镜,就可以较清楚的进行判断,更加安全。
4.2、转向辅助:驾车准备超车或者变道时一般都会先把转向灯打开,然后可以通过内后视镜来观察后方的车辆,观察好后方车辆行驶状况后,即可安全变道。
5.3、紧急刹车:追尾是在行车过程中很容易出现的问题,一旦前方的车辆紧急刹车,驾驶人就要及时应变,这时就可以通过内后视镜来观察后方的车辆,根据其行驶状况来调整行车距离,这样就能够很好的避免追尾事件的发生。
6.车内后视镜在生产过程需要将镜片贴合在后盖上,镜片和后盖之间通过胶带连接,现有操作采用人工对镜片与后盖进行贴合,此方式导致车内后视镜的生产效率较低,生产周期长,且人工贴合无法满足贴合的精度要求,为此,需要设计一种镜片与后盖安装工装。
技术实现要素:
7.本实用新型的目的是为了解决上述问题,设计了一种镜片与后盖安装工装。
8.实现上述目的本实用新型的技术方案为,一种镜片与后盖安装工装,包括支撑组件,所述支撑组件上设置有辅助安装板,所述辅助安装板上设置有导向组件,所述导向组件的移动部位设置有辅助定位组件,所述辅助安装板的中部位置设置有纵向动力组件,所述纵向动力组件的输出端与辅助定位组件连接,所述导向组件一端设置有辅助支撑立柱,所述辅助支撑立柱上设置有安装竖板,所述安装竖板上设置有辅助压合动力组件,所述辅助压合动力组件的输出端设置有辅助压合组件,所述辅助压合动力组件一侧设置有气压调节组件,所述支撑组件一侧设置有后盖定位组件,所述后盖定位组件的两侧设置有启停控制装置。
9.作为本技术方案的进一步描述,所述支撑组件包括支撑架,所述支撑架上设置有支撑板,所述支撑板上设置有辅助安装板。
10.作为本技术方案的进一步描述,所述辅助安装板上位于所述辅助定位板一侧设置有光电传感器,所述导向组件包括设置在辅助安装板上的辅助导轨,所述辅助导轨上设置有移动滑块,所述移动滑块上设置有辅助定位组件。
11.作为本技术方案的进一步描述,所述辅助定位组件包括设置在移动滑块上的移动
板,所述移动板上设置有辅助定位治具,所述移动板侧部设置有辅助挡板。
12.作为本技术方案的进一步描述,所述纵向动力组件包括设置在辅助安装板上的纵向动力气缸,所述纵向动力气缸的输出端与移动板连接。
13.作为本技术方案的进一步描述,所述辅助压合动力组件包括设置在安装竖板上的压合动力气缸,所述压合动力气缸的输出端设置有辅助压合组件。
14.作为本技术方案的进一步描述,所述辅助压合组件包括设置在压合动力气缸输出端的压合架,所述压合架上设置有压合板。
15.作为本技术方案的进一步描述,所述气压调节组件包括设置在安装竖板上位于压合气缸一侧的气压调节阀。
16.作为本技术方案的进一步描述,所述后盖定位组件包括设置在支撑组件一侧的后盖定位治具。
17.其有益效果在于,此镜片与后盖安装工装,结构设计巧妙,实用性较强,且工作运行稳定,运用此镜片与后盖安装工装,代替了人工对镜片与后盖进行安装,有效提高了车内后视镜的生产效率,同时,也提高了车内后视镜的加工精度。
附图说明
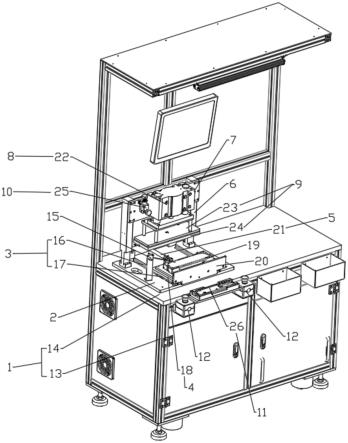
18.图1是本实用新型的整体结构示意图;
19.图2是本实用新型另一视角的整体结构示意图。
20.图中,1、支撑组件;2、辅助安装板;3、导向组件;4、辅助定位组件;5、纵向动力组件;6、辅助支撑立柱;7、安装竖板;8、辅助压合动力组件;9、辅助压合组件;10、气压调节组件;11、后盖定位组件;12、启停控制装置;13、支撑架;14、支撑板;15、光电传感器;16、辅助导轨;17、移动滑块;18、移动板;19、辅助定位治具;20、辅助挡板;21、纵向动力气缸;22、压合动力气缸;23、压合架;24、压合板;25、气压调节阀;26、后盖定位治具。
具体实施方式
21.首先说明本实用新型的设计初衷,车内后视镜在生产过程需要将镜片贴合在后盖上,镜片和后盖之间通过胶带连接,现有操作采用人工对镜片与后盖进行贴合,此方式导致车内后视镜的生产效率较低,生产周期长,且人工贴合无法满足贴合的精度要求,因此,本实用新型设计了一种镜片与后盖安装工装。
22.下面结合附图对本实用新型进行具体描述,如图1-图2所示,一种镜片与后盖安装工装,包括支撑组件1,所述支撑组件1包括支撑架13,所述支撑架13上设置有支撑板14,所述支撑板14上设置有辅助安装板2。
23.在支撑组件1上设置有辅助安装板2,在所述辅助安装板2上设置有导向组件3,下面将详细介绍导向组件3,所述导向组件3包括设置在辅助安装板2上的辅助导轨16,所述辅助导轨16上设置有移动滑块17,所述移动滑块17上设置有辅助定位组件4。
24.在所述导向组件3的移动部位设置有辅助定位组件4,所述辅助定位组件4包括设置在移动滑块17上的移动板18,所述移动板18上设置有辅助定位治具19,所述移动板18侧部设置有辅助挡板20。
25.为了给移动板18移动提供动力,在所述辅助安装板2的中部位置设置有纵向动力
组件5,所述纵向动力组件5的输出端与辅助定位组件4连接,下面将详细介绍纵向动力组件5,所述纵向动力组件5包括设置在辅助安装板2上的纵向动力气缸21,所述纵向动力气缸21的输出端与移动板18连接。
26.为了实现镜片与后盖的压合,在导向组件3一端设置有辅助支撑立柱6,所述辅助支撑立柱6上设置有安装竖板7,所述安装竖板7上设置有辅助压合动力组件8,所述辅助压合动力组件8包括设置在安装竖板7上的压合动力气缸22,所述压合动力气缸22的输出端设置有辅助压合组件9。
27.在所述辅助压合动力组件8的输出端设置有辅助压合组件9,下面将详细介绍辅助压合组件9,所述辅助压合组件9包括设置在压合动力气缸22输出端的压合架23,所述压合架23上设置有压合板24。
28.为了调节压合动力气缸22的压力,在辅助压合动力组件8一侧设置有气压调节组件10,所述气压调节组件10包括设置在安装竖板7上位于压合气缸一侧的气压调节阀25。
29.为了实现后盖的定位,在所述支撑组件1一侧设置有后盖定位组件11,所述后盖定位组件11包括设置在支撑组件1一侧的后盖定位治具26。
30.为了控制装置的启停,在所述后盖定位组件11的两侧设置有启停控制装置12。
31.为了检测后盖和镜片是否准确放置在辅助定位组件4上,在所述辅助安装板2上位于所述辅助定位板一侧设置有光电传感器15。
32.上面详细的说明了本实用新型的具体结构,下面将说明本实用新型的工作原理:将后盖放置在后盖定位组件11定位,将双面胶粘在后盖上,将粘好双面胶的的后盖放置在辅助定位组件4上,纵向动力组件5启动,将辅助定位组件4移动至压合板24下方,将镜片放置在后盖上,压合动力气缸22驱动压合板24完成镜片和后盖的压合,此镜片与后盖安装工装,结构设计巧妙,实用性较强,且工作运行稳定,运用此镜片与后盖安装工装,代替了人工对镜片与后盖进行安装,有效提高了车内后视镜的生产效率,同时,也提高了车内后视镜的加工精度。
33.上述技术方案仅体现了本实用新型技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本实用新型的原理,属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1