一种管件自动焊接机的制作方法
1.本实用新型涉及自动化机械设备技术领域,尤其是一种自动化流水作业的管件自动焊接机。
背景技术:
2.管件加工时,常常要用到管件焊接机进行环缝焊接,如两段管件之间的焊接、管件和螺纹管或螺母管件之间的焊接。现有的管件焊接设备一般为半自动的结构,上下料需要人工来实现。而且,其结构是工件固定不动,焊枪绕工件运动来完成焊接。因此,现有技术存在以下的技术问题:(1)精密焊接时,焊枪是精密工具,运动时产生的细微抖动会影响焊接质量;(2)自动化程序低,自动化流水生产时需要添加额外的机械臂等辅助设备来上下料;(3)结构松散,占用空间大;(4)需要从待焊工件外端部注入隔绝焊缝空气惰性气体,造成上下料操作的不方便。
技术实现要素:
3.本实用新型克服了现有管件焊接机存在的上述技术问题,提供一种结构更紧凑、自动化程度高、运行更为稳定的管件自动焊接机,采用的技术方案如下:
4.一种管件自动焊接机,包括机架,其特征在于,还包括:
5.旋转分度盘,可旋转地设于机架上,用于带动待焊工件流水作业,其上设有至少一个用于承载和固定待焊工件的旋转工位;其中,待焊工件包括待焊工件a和待焊工件b;
6.上料机构,设于机架上,包括用于承载和固定待焊工件a的上料机构a和用于承载和固定待焊工件b的上料机构b;
7.焊接机构,设于机架上,用于焊接旋转工位上的待焊工件;
8.下料机构,设于机架上,用于取下旋转工位上的工件成品;
9.上料机构a、上料机构b、焊接机构、下料机构依次间隔地分布在旋转分度盘的外围;
10.旋转工位包括工位底座、带动待焊工件作定轴旋转的空心旋转轴、固定待焊工件的导向芯;工位底座固定在旋转分度盘的边缘处,空心旋转轴穿过工位底座并可旋转地设置在工位底座上,导向芯可升降地设置在空心旋转轴内,导向芯的上部从空心旋转轴上端伸出;
11.焊接机构包括焊接座架、顶压机构、焊枪,顶压机构和焊枪均设置在焊接座架上,顶压机构包括从上向下压紧待焊工件b的顶压头,以及驱动顶压头升降的顶压驱动装置;焊枪的端部横向凌空伸到旋转工位的上方,焊枪的端部与待焊工件的焊缝水平相对。
12.进一步地,焊接座架顶部设有横向凌空伸到旋转分度盘边缘上方的横架,顶压机构的顶压驱动装置悬空设在横架上,顶压头设置在顶压机构的下方。
13.进一步地,顶压驱动装置包括顶压气缸、顶压导杆和顶压座,顶压气缸固定在横架上,顶压导杆,顶压气缸的气缸杆下端和顶压导杆下端均固定在顶压座上,顶压头设置在顶
压座的下方且与旋转工位悬空上下相对。
14.进一步地,焊接座架内设有调整焊枪高度的焊枪升降机构,焊枪升降机构上设有调整焊枪横向伸出长度的焊枪平移机构,焊枪设置在焊枪平移机构上。
15.进一步地,旋转工位还包括可升降地设置在旋转分度盘上的弯管限位托架,弯管限位托架位于工位底座外侧,弯管限位托架顶部设有辅助固定待焊工件b上部的弯管限位托臂,弯管限位托臂凌空横向伸出到工位底座的上方。
16.进一步地,弯管限位托臂的轴向设有沿容纳待焊工件b上部管体的v形纵槽,弯管限位托臂凌空横向伸出的一端设有沿容纳待焊工件b上部管体环状凸起部的方形横槽。
17.进一步地,空心旋转轴内部设有上宽下窄的倒凸形轴孔,倒凸形轴孔内设有上宽下窄的倒凸形浮动芯,倒凸形浮动芯的下端穿过倒凸形轴孔从空心旋转轴底端向下露出,倒凸形轴孔中部设有让倒凸形浮动芯在倒凸形轴孔中上下弹性活动的浮动弹簧,浮动弹簧套在倒凸形浮动芯中部;倒凸形浮动芯上端设有倒凸形的浮动限位盖,空心旋转轴上端设有容纳浮动限位盖的下凸部分的凹槽;导向芯可活动地穿过浮动限位盖连接在倒凸形浮动芯顶部;浮动限位盖将倒凸形浮动芯限位在空心旋转轴中;倒凸形浮动芯的底端设有纵截面呈凸形结构的导气嘴,导气嘴底部设有气嘴缓冲拉环;所述焊接机构还包括驱动气嘴缓冲拉环来控制导向芯升降的导向升降驱动机构,导向升降驱动机构设于焊接座架的下方。
18.进一步地,导气嘴、倒凸形浮动芯和导向芯的轴心均为空心轴,三者的空心轴依次相连形成可供惰性气体进入待焊工件内部的焊接气道。
19.进一步地,工位底座的纵截面为上宽下窄的倒凸形结构,工位底座的上部为底座盖、下部为底座体,底座体扣合有工位底盖;空心旋转轴的上端中设有外扩的旋转轴卡头;工位底座内设有旋转轴轴承,旋转轴轴承套在空心旋转轴的上部;空心旋转轴中部套设有带动空心旋转轴旋转的从动同步轮;旋转分度盘底面设有驱动从动同步轮的主动同步轮(7a),主动同步轮(7a)通过轴承可旋转地悬挂在旋转分度盘底面。
20.进一步地,导向升降驱动机构包括浮动升降支架、浮动升降气缸、托架升降气缸和浮动升降传动臂;浮动升降支架固定在机架上,位于旋转分度盘下方;浮动升降气缸设置在浮动升降支架上,浮动升降传动臂可上下滑动地设置在浮动升降支架上并处于浮动升降气缸上方受浮动升降气缸驱动;浮动升降传动臂上部设有与导气嘴的气嘴缓冲拉环匹配卡合的升降离合器a;托架升降气缸和弯管限位托架也通过另一个升降离合器b活动卡合;浮动升降支架上设有与下降时的导气嘴吻合的导气接口,导气接口的下端为与惰性气体气源连接的焊接气体接口;所述旋转工位还包括控制空心旋转轴旋转的工件旋转驱动机构;工件旋转驱动机构包括步进电机,步进电机设置在浮动升降支架上,步进电机输出端和主动同步轮通过旋转离合器活动连接。
21.本管件自动焊接机的工作原理如下:由于上料机构a、上料机构b、焊接机构、下料机构依次间隔地分布在旋转分度盘的外围,通过旋转分度盘带动旋转工位的作圆弧轨道旋转,使对应上料、焊接、下料的焊接工艺依次进行流水作业;通过各机构间隔分布的位置和旋转分度盘每个节拍的旋转角度匹配,当旋转工位为4个时,每个旋转工位上的待焊工件可以同时进行不同的工艺,即每个旋转工位和上料机构a、上料机构b、焊接机构、下料机构同时在工作状态,没有空置情况,从而提高了工作效率。比如,第一旋转工位在上料机构a上料待焊工件a时,第二旋转工位在上料机构b上料待焊工件b,第三旋转工位在焊接机构上进行
焊接工艺,第四旋转工位在下料机构上进行下料焊接成品。焊接待焊工件时,待焊工件作旋转运动,焊枪固定不动,因此避免了焊枪因运动惯性而产生细微抖动,从而提高了焊接质量,可用于精密焊接。
22.由上可知,相对于现有技术,本实用新型还具有如下的优点:(1)可用于精密焊接,焊接待焊工件时,待焊工件作旋转运动,而作为精密工具的焊枪固定不动,因此焊枪不会产生细微抖动,避免影响焊接质量;(2)自动化程序高、效率高,可用于全自动化流水生产,不但工艺流水化,还可以多个工位同时在不同的工艺上进行工作;(3)结构紧凑、科学、体积小;(4)从待焊工件内部注入隔绝焊缝空气惰性气体,不会造上下料操作的阻碍。
附图说明
23.附图用来提供对本实用新型的进一步理解,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中:
24.图1为本实用新型优选实施的主视图;
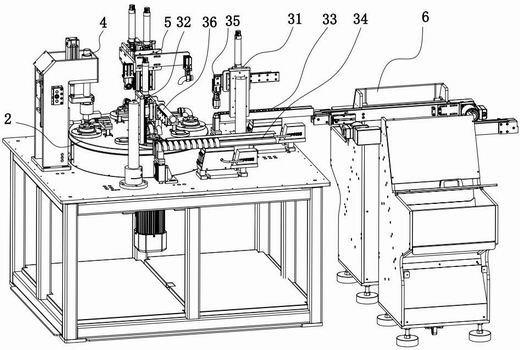
25.图2为图1的俯视图;
26.图3为图1的立体图;
27.图4为焊接机构和旋转工位配合焊接状态的示意图;
28.图5为图4的d处放大图;
29.图6为图4的e处放大图;
30.图7为图4的分解图;
31.图8为图7的f处放大图;
32.图9为旋转工位主体的纵向剖视图;
33.图10为旋转工位主体与待焊工件匹配时的分解图;
34.图11为旋转工位与旋转工位匹配时的动作驱动连接示意图。
35.附图标记说明:1-机架,2-旋转分度盘,3-上料机构,4-焊接机构,5-下料机构,6-上料机,7-旋转工位,8-焊接气体接口,9-弯管限位托架,10-导气接口,11-待焊工件a,12-待焊工件b,13-焊接气道;
36.31-上料机构a,32-上料机构b,33-上料槽a,34-上料槽b,35-移料夹臂a,36-移料夹臂b;
37.41-焊接座架,42-横架,43-顶压机构,44-顶压驱动装置,45-顶压头,46-焊枪,47-顶压气缸,48-顶压导杆,49-顶压座,4a-焊枪升降机构,4b-焊枪平移机构,4c-导向升降驱动机构,4d-浮动升降气缸,4e-浮动升降支架,4f-浮动升降传动臂,4g-升降离合器a,4h-托架升降气缸,4i-工件旋转驱动机构,4j-步进电机,4k-旋转离合器,4m-升降离合器b;
38.61-上料机a,62-上料机b;
39.70-工位底座,71-工位底盖,72-空心旋转轴,73-导向芯,74-倒凸形浮动芯,75-浮动弹簧,76-旋转轴轴承,77-浮动限位盖,78-导气嘴,79-从动同步轮, 7a-主动同步轮, 7b-限位卡头,7c-底座体,7d-底座盖,7g-气嘴缓冲拉环;
40.91-弯管限位托臂,92-v形纵槽,93-方形横槽。
具体实施方式
41.下面结合附图和优选的实施方式,对本实用新型及其有益技术效果进行进一步详细说明。
42.如图1~图11所示,本实用新型优选实施的一种管件自动焊接机,包括机架1外,还包括:
43.参见图1~图3,旋转分度盘2,可旋转地设于机架1上,用于带动待焊工件流水作业,其上设有4个用于承载和固定待焊工件的旋转工位7;其中,待焊工件包括待焊工件a和待焊工件b;在本实施方式中,待焊工件a为不锈钢螺纹管,待焊工件b为不锈钢弯管,作为具体实施说举例说明基础。
44.参见图1~图3,上料机构3,设于机架1上,包括用于承载和固定待焊工件a的上料机构a31和用于承载和固定待焊工件b的上料机构b32;
45.参见图1~图3,焊接机构4,设于机架1上,用于焊接旋转工位上的待焊工件;
46.参见图1~图3,下料机构5,设于机架1上,用于取下旋转工位上的工件成品;
47.参见图2~图3,上料机构a31、上料机构b32、焊接机构4、下料机构5按顺时针的分布方式依次间隔地分布在旋转分度盘2的外围;
48.参见图4~图10,旋转工位7包括工位底座70、带动待焊工件作定轴旋转的空心旋转轴72、固定待焊工件的导向芯73;工位底座70固定在旋转分度盘2的边缘处,空心旋转轴72穿过工位底座70并可旋转地设置在工位底座70上,导向芯73可升降地设置在空心旋转轴72内,导向芯73的上部从空心旋转轴72上端伸出;其中,导向芯73的形状、大小可以根据待焊工件a和待焊工件b的具体情况进行匹配;
49.参见图4、图6~图8和图11,焊接机构4包括焊接座架41、顶压机构43、焊枪46,顶压机构43和焊枪46均设置在焊接座架41上,顶压机构43包括从上向下压紧待焊工件b的顶压头45,以及驱动顶压头45升降的顶压驱动装置44;焊枪46的端部横向凌空伸到旋转工位7的上方,焊枪46的端部与待焊工件的焊缝水平相对。
50.参见图4、图6~图8,优选地,焊接座架41顶部设有横向凌空伸到旋转分度盘2边缘上方的横架42,顶压机构43的顶压驱动装置44悬空设在横架42上,顶压头45设置在顶压机构43的下方。
51.参见图4、图6~图7,优选地,顶压驱动装置44包括顶压气缸47、顶压导杆48和顶压座49,顶压气缸47固定在横架42上,顶压导杆48,顶压气缸47的气缸杆下端和顶压导杆48下端均固定在顶压座49上,顶压头45设置在顶压座49的下方且与旋转工位7悬空上下相对。
52.参见图7,优选地,焊接座架41内设有调整焊枪46高度的焊枪升降机构4a,焊枪升降机构4a上设有调整焊枪46横向伸出长度的焊枪平移机构4b,焊枪46设置在焊枪平移机构4b上。
53.参见图4~图7,优选地,旋转工位7还包括可升降地设置在旋转分度盘2上的弯管限位托架9,弯管限位托架9位于工位底座70外侧,弯管限位托架9顶部设有辅助固定待焊工件b上部的弯管限位托臂91,弯管限位托臂91凌空横向伸出到工位底座70的上方。
54.参见图4,优选地,弯管限位托臂91的轴向设有沿容纳待焊工件b上部管体的v形纵槽92,弯管限位托臂91凌空横向伸出的一端设有沿容纳待焊工件b上部管体环状凸起部的方形横槽93。
55.参见图9~图10,为了提高导向芯73自适应调整能力和自持能力,优选地,空心旋转轴72内部设有上宽下窄的倒凸形轴孔,倒凸形轴孔内设有上宽下窄的倒凸形浮动芯74,倒凸形浮动芯74的下端穿过倒凸形轴孔从空心旋转轴72底端向下露出,倒凸形轴孔中部设有让倒凸形浮动芯74在倒凸形轴孔中上下弹性活动的浮动弹簧75,浮动弹簧75套在倒凸形浮动芯74中部;倒凸形浮动芯74上端设有倒凸形的浮动限位盖77,空心旋转轴72上端设有容纳浮动限位盖77的下凸部分的凹槽;导向芯73可活动地穿过浮动限位盖77连接在倒凸形浮动芯74顶部;浮动限位盖77将倒凸形浮动芯74限位在空心旋转轴72中;倒凸形浮动芯74的底端设有纵截面呈凸形结构的导气嘴78,导气嘴78底部设有气嘴缓冲拉环7g;所述焊接机构4还包括驱动气嘴缓冲拉环7g来控制导向芯73升降的导向升降驱动机构4c,导向升降驱动机构4c设于焊接座架41的下方。在浮动弹簧75的加持下,凸形浮动芯74可以在空心旋转轴72内上下“浮动”,从而带动导向芯73在受待焊工件a和待焊工件b的压力后可以上下“浮动”,提高了导向芯73自适应调整能力和自持能力。
56.参见图9~图10,优选地,导气嘴78、倒凸形浮动芯74和导向芯73的轴心均为空心轴,三者的空心轴依次相连形成可供惰性气体进入待焊工件内部的焊接气道13。
57.参见图9~图10,优选地,工位底座70的纵截面为上宽下窄的倒凸形结构,工位底座70的上部为底座盖7d、下部为底座体7c,底座体7c扣合有工位底盖71;空心旋转轴72的上端中设有外扩的旋转轴卡头7b;工位底座70内设有旋转轴轴承76,旋转轴轴承76套在空心旋转轴72的上部;空心旋转轴72中部套设有带动空心旋转轴72旋转的从动同步轮79;旋转分度盘2底面设有驱动从动同步轮79的主动同步轮7a,主动同步轮7a通过轴承可旋转地悬挂在旋转分度盘2底面。
58.参见图4、图6~图8和图11,优选地,导向升降驱动机构4c包括浮动升降支架4e、浮动升降气缸4d、托架升降气缸4h和浮动升降传动臂4f;浮动升降支架4e固定在机架1上,位于旋转分度盘2下方;浮动升降气缸4d设置在浮动升降支架4e上,浮动升降传动臂4f可上下滑动地设置在浮动升降支架4e上并处于浮动升降气缸4d上方受浮动升降气缸4d驱动;浮动升降传动臂4f上部设有与导气嘴78的气嘴缓冲拉环7g匹配卡合的升降离合器a4g;托架升降气缸4h和弯管限位托架9也通过另一个升降离合器b4m活动卡合;浮动升降支架4e上设有与下降时的导气嘴78吻合的导气接口10,导气接口10的下端为与惰性气体气源连接的焊接气体接口8;旋转工位7还包括控制空心旋转轴72旋转的工件旋转驱动机构4i;工件旋转驱动机构4i包括步进电机4j,步进电机4j设置在浮动升降支架4e上,步进电机4j输出端和主动同步轮通过旋转离合器4k活动连接。导气嘴78底部与导气接口10连接,导气接口10与焊接气道13连通,向待焊工件b和待焊工件a内注入惰性气体,进一步改善焊接环境,提高焊接质量。
59.参见图1~图3,每个工位按工艺的工作过程如下:
60.(1)上料工艺,上料机6将待焊工件输送到上料机构3,上料工艺分两个步骤;
61.1)上料工艺步骤1,待焊工件a通过上料机a31在上料槽a33进行流水顺序排列,然后再由可在xy移动的移料夹臂a35将待焊工件a从上料槽a33中夹起并转移到旋转工位7,此时旋转工位7中的导向芯73从下向上穿过待焊工件a并从待焊工件a上方露出导向芯73的上部,从而将待焊工件a进行限位固定;
62.2)上料工艺步骤2,待焊工件b通过上料机b32在上料槽b34进行流水顺序排列,旋
转分度盘2旋转一个角度,将旋转工位7转到上料机构b对应的位置,然后再由可在xy移动的移料夹臂b36将待焊工件b从上料槽b34中夹起并转移到旋转工位7,此时待焊工件b套在导向芯73的上部,从而将待焊工件b进行限位固定,在重力的作用下,待焊工件b的底部与待焊工件a顶部对齐;若待焊工件b为弯管时,待焊工件b的上部固定在弯管限位托架9上;【此时,第二个旋转工位7刚好处于“上料工艺步骤1”】;
63.(2)焊接工艺,焊接机构4对待焊工件b和待焊工件a进行焊接,焊接工艺分四个步骤;
64.1)压紧步骤,旋转分度盘2继续旋转一个角度,将旋转工位7转到焊接机构4对应的位置,焊接机构7中的顶压机构43下压,通过顶压头45将待焊工件b压紧在待焊工件a上;【此时,第二个旋转工位7刚好处于“上料工艺步骤2”;第三个旋转工位7刚好处于“上料工艺步骤1”】;
65.2)点焊步骤1,焊枪46对准待焊工件b和待焊工件a之间的连接处进行点焊;
66.3)点焊步骤2,旋转工位7旋转一定间隔的角度再继续点焊1~2个点(若待焊工件b为弯管时,旋转工位7旋转前,固定待焊工件b的上部弯管限位托架9下降脱离待焊工件b,使待焊工件b上部悬空),使待焊工件b和待焊工件a之间的相对位置固定;
67.4)满焊准备步骤,顶压机构43向上缩回,顶压头45脱离待焊工件b;导向芯73下降到低于焊缝的位置,导气嘴78底部与导气接口10连接,导气接口10与焊接气道13连通,焊接气体接口8与惰性气源通过气管连接,即可通过焊接气道13向待焊工件b和待焊工件a内注入惰性气体,惰性气体优选为氩气;
68.5)满焊步骤,空心旋转轴72带动待焊工件b和待焊工件a连续旋转,焊枪46对准待焊工件b和待焊工件a之间的连接处进行连续焊接,完成满焊,断开惰性气体注入;
69.(3)下料工艺,旋转分度盘2再继续旋转一个角度,将旋转工位7转到下料机构5对应的位置,然后再由下料机构将焊接好的待焊工件从旋转工位7中转移走。【此时,第二个旋转工位7刚好处于“焊接工艺”;第三个旋转工位7刚好处于“上料工艺步骤2”;第四个旋转工位7刚好处于“上料工艺步骤1”】。
70.对于4个旋转工位7的管件自动焊接机可以连续作业,即管件自动焊接机前一个旋转工位7完成一个工艺节拍后,下一个旋转工位7紧随上一个旋转工位7重复相同的工艺步骤,从而形成一个往复循环的走马灯式的管件自动焊接流水作业。
71.上述说明内容中,对属于现有技术中常规使用的内容,如与气缸驱动、电机旋转驱动等相关传动连接零部件和机械加工工艺,为了节省篇幅,不再赘述。其他未揭示的加工工艺和零件,按现有技术的常规技术处理即可。
72.最后应说明的是:以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但是凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1