一种钢壳电池壳体缩口焊接机构的制作方法
1.本实用新型涉及电池加工设备领域,具体而言,涉及一种钢壳电池壳体缩口焊接机构。
背景技术:
2.钢壳电池结构由钢壳壳体、盖帽及卷芯构成,封口工艺需要通过激光将钢壳壳体与盖帽进行密封焊接。因钢壳壳体易形变且直径尺寸公差较大,容易导致钢壳壳体与盖帽之间的缝隙过大,影响激光焊接。
3.为提高电池封口焊接质量,需要控制钢壳壳体直径大小,要求将钢壳壳体的直径缩口至合适尺寸范围内并精确定位钢壳壳体。现有的焊接设备缺乏有效的定位和缩口结构,无法满足对高质量焊接的需求。
技术实现要素:
4.本实用新型的目的在于提供一种钢壳电池壳体缩口焊接机构,其结构简单合理,能够快速、准确地定位钢壳壳体,且能够自动对钢壳壳体进行缩口,以保证钢壳壳体与盖帽的直径相匹配,进而提高焊接的精确度和质量。
5.一种钢壳电池壳体缩口焊接机构,包括相邻设置的压紧机构和缩口机构,所述缩口机构包括:固定座;夹头组件,设于所述固定座上,所述夹头组件配置为可沿径向收缩或扩张,所述夹头组件的中间形成有用于放置壳体的固定位;缩口驱动组件,连接于所述夹头组件,用于驱动所述夹头组件沿径向移动;以及推料组件,设于所述固定位下方,用于将完成焊接的壳体从所述固定位推出。
6.在上述技术方案中,缩口机构能够自动定位钢壳电池的壳体,并通过夹头组件将壳体的开口收缩至预设大小,从而使壳体与盖帽尺寸相匹配,提高焊接的质量。压紧机构能够在焊接的过程中压紧盖帽,保持焊接时盖帽位置的稳定,提高焊接的精确度。推料组件能够将焊接完成的电池推出固定位,从而便于操作人员取出下料,进一步提高焊接的效率。
7.进一步的,所述夹头组件包括若干夹块,若干所述夹块等角度分布在所述固定位的外周。
8.在上述技术方案中,通过夹块能够方便地实现夹头组件整体的收缩和扩张,从而夹紧或松开壳体。
9.进一步的,所述缩口驱动组件包括缩口驱动件和顶紧块,所述缩口驱动件的输出端连接于所述顶紧块,所述顶紧块具有第一斜面,所述夹块具有第二斜面,所述缩口驱动件驱动所述顶紧块移动,以使所述第一斜面挤压第二斜面,进而驱动所述夹块沿径向移动。
10.在上述技术方案中,缩口驱动件驱动顶紧块向夹块方向移动,使得第一斜面挤压第二斜面,夹块在压力的作用下沿径向向固定位的中心移动,从而夹紧并收缩壳体的开口,整体结构巧妙,缩口精度高,有效提高缩口的效率,且通过调整顶紧块的位移,能够调节夹块的位移,从而实现对缩口大小的调节,以匹配不同尺寸的壳体,适用性更广。
11.进一步的,所述缩口驱动件与所述顶紧块之间设有中空的连接杆,所述推料组件设于所述连接杆内。
12.在上述技术方案中,通过将推料组件设于中空的而连接杆内,能够有效利用空间,且便于推料组件自下而上将电池推出固定位。
13.进一步的,所述推料组件包括推料驱动件和推料杆,所述推料驱动件的输出端与所述推料杆连接,所述推料杆依次穿过所述连接杆、夹紧块、以及夹头组件。
14.在上述技术方案中,推料驱动件能够驱动推料杆移动,从而将完成焊接的电池推出,便于电池的下料。
15.进一步的,所述推料杆、连接杆、顶紧块、以及夹头组件同轴。
16.在上述技术方案中,推料杆、连接杆、顶紧块、以及夹头组件同轴能够保证顶紧块准确驱动夹块向中心移动,同时保证推料杆准确顶推电池,结构巧妙。
17.进一步的,所述压紧机构包括调节底板、第一驱动组件、第二驱动组件和压块,所述第一驱动组件设于调节底板上,所述第二驱动组件连接于所述第一驱动组件,所述第一驱动组件和第二驱动件组件分别驱动所述压块沿第一方向和第二方向移动。
18.在上述技术方案中,通过第一驱动组件和第二驱动组件分别驱动压块沿第一方向和第二方向移动,能够实现对压块位置的调节,从而使压块准确地压紧位于夹头组件内的盖帽。
19.进一步的,所述第一驱动组件包括第一驱动件和活动板,所述第一驱动件的输出端连接于所述活动板。
20.在上述技术方案中,通过第一驱动件驱动活动板移动,从而带动压块水平移动,结构简单,易于实现。
21.进一步的,所述第二驱动组件包括第二驱动件和升降座,所述第二驱动件的输出端连接于所述升降座,所述压块设于所述升降座上。
22.在上述技术方案中,通过第二驱动件驱动活动板移动,从而带动压块竖直移动,结构简单,易于实现。
23.进一步的,所述调节底板上设有若干腰型孔,所述腰型孔的延伸方向与第一方向正交。
24.在上述技术方案中,调节底板通过穿设于腰型孔的螺栓连接在底座上,使得调节底板的位置能够沿腰型孔的延伸方向进行调节,进而调节压块的位置,使用更加灵活方便。
25.与现有技术相比,本实用新型的有益效果是:缩口机构能够自动定位钢壳电池的壳体,并通过夹头组件将壳体的开口收缩至预设大小,从而使壳体与盖帽尺寸相匹配,提高焊接的质量。压紧机构能够在焊接的过程中压紧盖帽,保持焊接时盖帽位置的稳定,提高焊接的精确度。推料组件能够将焊接完成的电池推出固定位,从而便于操作人员取出下料,进一步提高焊接的效率。
附图说明
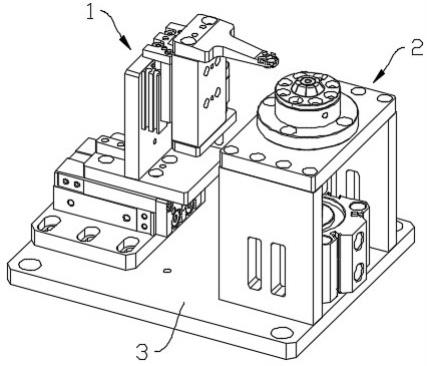
26.图1为本实用新型实施例的钢壳电池壳体缩口焊接机构的结构示意图。
27.图2为本实用新型实施例的缩口机构的结构示意图。
28.图3为图2中夹头组件的局部放大示意图。
29.图4为本实用新型实施例的缩口机构的剖面结构示意图。
30.图5为图4中顶紧块与夹块的局部放大示意图。
31.图6为本实用新型实施例的压紧机构的结构示意图。
32.附图标号说明:
33.压紧机构1、调节底板11、腰型孔111、第一驱动组件12、第一驱动件121、活动板122、第二驱动组件13、第二驱动件131、升降座132、压块14;
34.缩口机构2、固定座21、夹头组件22、夹块221、第二斜面222、缩口驱动组件23、缩口驱动件231、顶紧块232、第一斜面233、连接杆234、推料组件24、推料驱动件241、推料杆242;
35.底座3、支座31;
36.第一方面c1、第二方向c2。
具体实施方式
37.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。
38.如图1所示,一较佳实施例中,本实用新型的钢壳电池壳体缩口焊接机构,主要包括压紧机构1和缩口机构2。其中,压紧机构1和缩口机构2相邻设于一底座3上,缩口机构2用于定位待焊接的壳体和盖帽,并通过挤压壳体的周面使壳体的开口与盖帽的直径相匹配,以提高焊接的精度。压紧机构1用于在焊接的过程中压紧壳体和盖帽,以保证焊接的精度。
39.请参考图2至图5,缩口机构2包括固定座21、夹头组件22、缩口驱动组件23、以及推料组件24。具体的,固定座21安装在一呈门状的支座31上,夹头组件22大体呈圆形,其设于固定座21上,且配置为能够沿径向收缩或扩张,夹头组件22的中间形成有用于放置壳体的固定位。缩口驱动组件23设于固定座21的下方,缩口驱动组件23的输出端连接于夹头组件22,用于驱动夹头组件22沿径向移动。推料组件24设于固定位下方,用于将完成焊接的壳体从固定位推出。
40.示例性的,夹头组件22包括若干夹块221,若干夹块221等角度分布在固定位的外周,夹块221配置为能够沿夹头组件22的径向移动,通过多个夹块221能够方便地实现夹头组件22整体的收缩和扩张,从而夹紧或松开壳体。
41.缩口驱动组件23包括缩口驱动件231和顶紧块232,示例性的,缩口驱动件231采用气缸,其输出端连接于顶紧块232,顶紧块232为中间具有凹陷的圆柱形,其中间形成有第一斜面233,夹块221下端的外侧具有第二斜面222,缩口驱动件231能够驱动顶紧块232竖直移动,以使第一斜面233挤压第二斜面222,进而驱动夹块221沿夹头组件22的径向移动。
42.需要说明的是,在具体实施时,第一斜面233的斜度略大于第二斜面222的斜度,以保证在顶紧块232的移动过程中第一斜面233能够挤压第二斜面222。
43.工作时,缩口驱动件231驱动顶紧块232向上移动,使得第一斜面233挤压第二斜面222,夹块221在压力的作用下沿径向向固定位的中心移动,从而夹紧并收缩壳体的开口,整体结构巧妙,缩口精度高,有效提高缩口的效率,且通过调整顶紧块232的位移,能够调节夹块221的位移,从而实现对缩口大小的调节,以匹配不同尺寸的壳体,适用性更广。
44.在本实施例中,缩口驱动件231与顶紧块232之间设有中空的连接杆234,推料组件
24设于连接杆234内。具体的,推料组件24包括推料驱动件241和推料杆242,推料驱动件241可采用气缸,其设于连接杆234内,可随连接杆234竖直移动,推料驱动件241的输出端与推料杆242连接,推料杆242沿竖直方向延伸,且依次穿过连接杆234、夹紧块、以及夹头组件22,推料驱动件241能够驱动推料杆242竖直移动,从而将完成焊接的电池从固定位推出,便于作业人员取出电池。
45.需要说明的是,推料杆242、连接杆234、顶紧块232、以及夹头组件22同轴,从而保证顶紧块232准确驱动夹块221向中心移动,同时保证推料杆242准确顶推电池,结构巧妙。
46.请参考图6,压紧机构1包括调节底板11、第一驱动组件12、第二驱动组件13和压块14,第一驱动组件12设于调节底板11上,第二驱动组件13连接于第一驱动组件12,压块14连接于第二驱动组件13,第一驱动组件12和第二驱动件131组件分别驱动压块14沿第一方向c1和第二方向c2移动。需要说明的是,在本实施例中,第一方向c1和第二方向c2分别为水平方向和竖直方向。通过第一驱动组件12和第二驱动组件13能够实现对压块14位置的调节,从而使压块14准确地压紧位于夹头组件22内的盖帽。
47.具体的,第一驱动组件12包括第一驱动件121和活动板122,第一驱动件121采用气缸,其输出端连接于活动板122。第二驱动组件13包括第二驱动件131和升降座132,第二驱动件131设于活动板122上,第二驱动件131可采用气缸,其输出端连接于升降座132,压块14设于升降座132上。
48.工作时,第一驱动件121驱动压块14水平移动至固定位的上方,随后第二驱动件131驱动压块14竖直向下移动,从而使压块14自上而下压紧盖帽和壳体,实现电池的在焊接过程中的定位。
49.在本实施例中,调节底板11上设有若干腰型孔111,腰型孔111的延伸方向与第一方向c1正交。调节底板11通过穿设于腰型孔111的螺栓连接在底座3上,使得调节底板11的位置可调节,使用更加灵活方便。
50.本技术通过缩口机构2能够自动定位钢壳电池的壳体,并通过夹头组件22将壳体的开口收缩至预设大小,从而使壳体与盖帽尺寸相匹配,提高焊接的质量。压紧机构1能够在焊接的过程中压紧盖帽,保持焊接时盖帽位置的稳定,提高焊接的精确度。推料组件24能够将焊接完成的电池推出固定位,从而便于操作人员取出下料,进一步提高焊接的效率。
51.在本实用新型的描述中,需要理解的是,术语诸如
ꢀ“
上”、“下”、“前”、“后”、
ꢀ“
左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
52.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上, 除非另有明确具体的限定。
53.虽然对本实用新型的描述是结合以上具体实施例进行的,但是,熟悉本技术领域的人员能够根据上述的内容进行许多替换、修改和变化是显而易见的。因此,所有这样的替代、改进和变化都包括在附后的权利要求的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1