一种首饰坯料开槽装置的制作方法
1.本实用新型涉及工艺品技术领域,尤其是指一种首饰坯料开槽装置。
背景技术:
2.目前,在戒指等首饰上进行镶钻前,需要对首饰坯料进行环向加工镶嵌槽,然后进行后续的镶钻过程。然而,在对首饰坯料加工镶嵌槽时,由于首饰坯料体积较小,现有机加工设备难以对其精准地开槽,加工效率较低,因此如何提高加工精度以及提高自动化水平是亟需解决的问题。
技术实现要素:
3.为此,本实用新型所要解决的技术问题在于克服现有技术中由于首饰坯料体积较小使得现有机加工设备难以高效率、高精度地对其加工镶嵌槽的问题。
4.为解决上述技术问题,本实用新型提供一种首饰坯料开槽装置,包括工作平台,所述工作平台上设有:
5.上料机械手,所述上料机械手用于首饰坯料的上料;
6.开位组件,所述开位组件包括分别连接于工作平台的开位机架、x轴驱动单元、z轴驱动单元以及开位单元,所述x轴驱动单元设于开位机架,所述z轴驱动单元通过x轴驱动单元沿x轴方向移动,所述开位单元通过z轴驱动单元沿z轴方向移动,所述开位单元用于对机械手夹取的首饰坯料环向加工镶嵌槽,所述开位单元包括开位电机以及通过开位电机驱动的开槽刀具;
7.打磨组件,所述打磨组件包括打磨电机以及通过打磨电机驱动的打磨头;
8.定位组件,所述定位组件包括设于轴向粗定位组件、径向粗定位组件和开槽定位组件,所述轴向粗定位组件和径向粗定位组件分别用于机械手夹取的首饰坯料进行轴向粗定位以及径向粗定位,所述开槽定位组件用于确定开位组件的加工中心位置。
9.在本实用新型的一种实施方式中,所述x轴驱动单元包括分别连接于开位机架的x轴驱动电机、x轴丝杠组件、以及x轴导轨,所述z轴驱动单元包括通过x轴丝杠组件滑动连接于x轴导轨的连接板、均连接于连接板的z轴驱动电机、z轴丝杠组件以及z轴导轨,所述开位单元还包括通过z轴丝杠组件滑动连接于z轴导轨的安装板,所述开位电机连接于安装板。
10.在本实用新型的一种实施方式中,所述轴向粗定位组件包括数显千分表,通过所述数显千分表的检测头与所述首饰坯料的轴向侧边接触以进行首饰坯料轴向粗定位。
11.在本实用新型的一种实施方式中,所述径向粗定位组件包括定位针,通过所述定位针与所述首饰坯料的径向侧边接触以进行首饰坯料径向粗定位。
12.在本实用新型的一种实施方式中,所述开槽定位组件包括连接于开位机架的寻边器,通过所述寻边器与首饰坯料轴向两侧边接触以确定开位组件的加工中心位置。
13.在本实用新型的一种实施方式中,所述开位机架下方还设有加工刀具放置架。
14.在本实用新型的一种实施方式中,所述上料机械手为六自由度机械手。
15.本实用新型的上述技术方案相比现有技术具有以下优点:
16.本实用新型所述的一种首饰坯料开槽装置,通过设置轴向粗定位组件、径向粗定位组件和开槽定位组件,能精确定位待加工首饰坯料加工中心位置,通过开位组件和打磨组件进行自动加工镶嵌槽,提高了加工效率和加工精度。
附图说明
17.为了使本实用新型的内容更容易被清楚的理解,下面根据本实用新型的具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
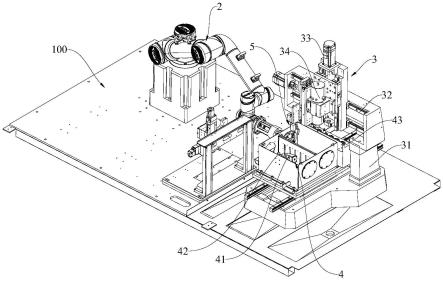
18.图1是本实用新型的首饰坯料开槽装置整体结构示意图。
19.图2是本实用新型的首饰坯料开槽装置另一侧视角的整体结构示意图。
20.图3是图2的局部放大示意图。
21.图4是本实用新型的寻边器检测示意图。
22.说明书附图标记说明:100、工作平台;200、首饰坯料;210、镶嵌槽;
23.2、机械手;21、膨胀夹具;
24.3、开位组件;31、开位机架;32、x轴驱动单元;321、x轴驱动电机;322、x轴导轨;33、z轴驱动单元;331、连接板;332、z轴驱动电机;333、z轴导轨;34、开位单元;341、安装板;342、开位电机;343、开槽刀具;
25.4、打磨组件;41、打磨电机;42、打磨头;43、加工刀具放置架;
26.5、定位组件;51、轴向粗定位组件;52、径向粗定位组件;53、开槽定位组件。
具体实施方式
27.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
28.参照图1至图4所示,本实用新型的一种首饰坯料开槽装置,包括工作平台100,所述工作平台100上设有:
29.上料机械手2,所述上料机械手2用于首饰坯料200的上料;
30.开位组件3,所述开位组件3包括分别连接于工作平台100的开位机架31、x轴驱动单元32、z轴驱动单元33以及开位单元34,所述x轴驱动单元32设于开位机架31,所述z轴驱动单元33通过x轴驱动单元32沿x轴方向移动,所述开位单元34通过z轴驱动单元33沿z轴方向移动,所述开位单元34用于对机械手2夹取的首饰坯料200环向加工镶嵌槽210,所述开位单元34包括开位电机342以及通过开位电机342驱动的开槽刀具343;
31.打磨组件4,所述打磨组件4包括打磨电机41以及通过打磨电机41驱动的打磨头42;
32.定位组件5,所述定位组件5包括设于轴向粗定位组件51、径向粗定位组件52和开槽定位组件53,所述轴向粗定位组件51和径向粗定位组件52分别用于机械手2夹取的首饰坯料200进行轴向粗定位以及径向粗定位,所述开槽定位组件53用于确定开位组件3的加工中心位置。
33.具体地,所述x轴驱动单元32包括分别连接于开位机架31的x轴驱动电机321、x轴丝杠组件、以及x轴导轨322,所述z轴驱动单元33包括通过x轴丝杠组件滑动连接于x轴导轨
322的连接板331、均连接于连接板331的z轴驱动电机332、z轴丝杠组件以及z轴导轨333,所述开位单元34还包括通过z轴丝杠组件滑动连接于z轴导轨333的安装板341,所述开位电机342连接于安装板341。
34.具体地,所述轴向粗定位组件51包括数显千分表,通过所述数显千分表的检测头与所述首饰坯料200的轴向侧边接触以进行首饰坯料200轴向粗定位。
35.具体地,所述径向粗定位组件52包括定位针,通过所述定位针与所述首饰坯料200的径向侧边接触以进行首饰坯料200径向粗定位。所述定位针为钨钢尖针,钨钢尖针规格为r0.2*22l,钨钢尖针与金属材质的膨胀夹具之间连接有导线,当钨钢针接触金属材质的首饰坯料200表面时,信号导通。
36.具体地,所述开槽定位组件53包括连接于开位机架31的寻边器,通过所述寻边器与首饰坯料200轴向两侧边接触以确定开位组件3的加工中心位置。本实施例中,所述寻边器为mach3光电分中棒。
37.具体地,所述开位机架31下方还设有加工刀具放置架43。方便更换开槽刀具343。
38.具体地,所述上料机械手2为六自由度机械手2。本实施例中,选用为遨博(aubo)机械手2,在机械手2末端可连接现有的膨胀夹具21夹取首饰坯料200。通过机械手2驱动膨胀夹具旋转从而带动首饰坯料200旋转,旋转角度由机械手2进行精确控制,通过设置的开槽刀具343对首饰坯料200环形进行加工镶嵌槽210。
39.本实用新型工作原理:通过机械手2夹取首饰坯料200,通过所述数显千分表的检测头与所述首饰坯料200的轴向侧边接触以进行轴向粗定位,通过所述定位针与所述首饰坯料200的径向侧边接触以进行径向粗定位,通过所述寻边器与首饰坯料200轴向两侧边接触以精确确定开位组件3的加工中心位置;
40.随后通过机械手2将输送至开槽刀具343位置,在加工时通过机械手2驱动首饰坯料200旋转,通过设置的开槽刀具343对首饰坯料200环向进行加工镶嵌槽210,镶嵌槽210加工完成后的首饰坯料200再通过机械手2移动至打磨头42位置,通过打磨头42打磨镶嵌槽210边缘以去除边缘毛刺。
41.最后所应说明的是,以上具体实施方式仅用以说明本实用新型的技术方案而非限制,尽管参照实例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的精神和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1