层状金属复合材料制造装置的制作方法
1.本实用新型涉及金属复合材料生产技术领域,具体为层状金属复合材料制造装置。
背景技术:
2.层状金属复合材料是将不同的材料通过铸造、轧制、挤压、焊接、胶接以及浸渍等加工方法而形成一个整体的新材料,使材料的不同部位具有不同的性能,以满足不同的使用要求。
3.公开号为cn200963675y的中国实用新型专利,公开了一种层状复合材料制造工艺及设备,针对现有技术中存在的“存在生产效率低,导电结晶器结构复杂,技术难度大,设备的控制技术难度大”等缺点,通过设置水冷结晶器、电极把持器、感应加热器、保温盖、浇注漏斗、底水箱、金属芯棒和升降装置等设备的配合,使得该设备制造层状金属复合材料时,具有生产工艺简单、生产效率高,生产成本低,设备简单投资小,复合层界面易于控制,产品无成分偏析,组织致密度高质量好等优点,但在实际使用中,层状金属复合材料常以数层常见金属作为基础,在两层之间的缝隙中填充其它材料,因此要切割出数量较多的金属片,并将其进行层累加工,较为麻烦,因此开发一种层状金属复合材料制造装置。
技术实现要素:
4.本实用新型的目的在于提供层状金属复合材料制造装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:层状金属复合材料制造装置,包括制造基座,所述制造基座包括基座主体,所述基座主体的顶端固定连接有若干个成型夹块,一端的两侧分别固定连接有一根支撑柱,两根所述支撑柱的顶端共同固定连接有一个顶盖,所述顶盖的一侧固定连接有一个气缸支撑板,所述气缸支撑板的一侧固定连接有一台成型气缸,所述成型气缸上设置有若干个输出端,每个所述输出端的一端分别固定连接有一片成型推块,每个所述成型夹块的轮廓皆为侧卧的“凹”字型,并和成型推块一一对应。
6.优选的,所述基座主体的两侧分别固定连接有一个两侧滑动架,每个所述两侧滑动架的底端一侧底端固定连接有一片延伸滑动架,另一侧的顶端开设有一道协助滑动槽。
7.优选的,其中一个所述延伸滑动架的顶端滑动连接有一台主动电机,另一个所述延伸滑动架的顶端滑动连接有一根从动伸缩柱。
8.优选的,所述主动电机的顶端固定连接有一根支撑架,所述支撑架的一端跨过对应的两侧滑动架的顶端,固定连接有一个底侧撑夹,所述底侧撑夹的底端和对应的协助滑动槽滑动连接。
9.优选的,所述从动伸缩柱的顶端固定连接有一根跨越横梁,所述跨越横梁的一端固定连接有一个顶侧固定夹,所述顶侧固定夹和底侧撑夹相对应。
10.优选的,每个所述成型夹块的上下两端的两侧分别固定连接有两个固定座,相邻
的两个成型夹块上相接触的两个固定座的内侧共同螺接有一根固定栓。
11.与现有技术相比,本实用新型的有益效果是:
12.该层状金属复合材料制造装置,通过主动电机和从动伸缩杆的设置,配合其上设置的底侧撑夹和顶侧固定夹,将待加工的金属片竖直送入制作装置中,并使其停留在成型推块和成型夹块之间;
13.同时,通过成型气缸对成型推块的推动,使得金属片被推入成型夹块之间,从而较为方便的形成多层弯曲的金属片,并在两层金属片之间放入其它材料,再进行铸造、轧制、挤压、焊接、胶接以及浸渍等工艺制成层状复合材料,并可以视成品的要求,设置相应数量的成型夹块和推块,以适应各种加工要求。
附图说明
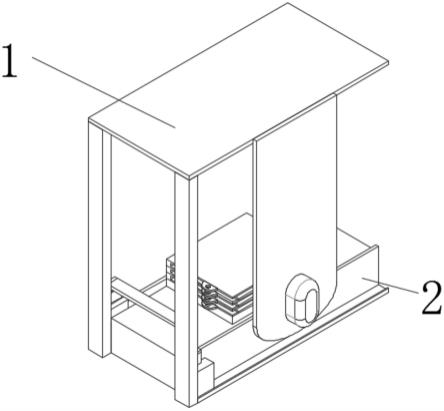
14.图1为本实用新型的等轴侧图;
15.图2为本实用新型的层状定型装置结构示意图;
16.图3为本实用新型的制造基座结构示意图。
17.图中:1、层状定型装置;101、顶盖;102、支撑柱;103、成型推块;104、成型气缸;105、气缸支撑板;2、制造基座;201、从动伸缩柱;202、跨越横梁;203、固定栓;204、成型夹块;205、固定座;206、两侧滑动架;207、主动电机;208、底侧撑夹;209、基座主体。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.需要说明的是,在本实用新型的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
21.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
22.如图1-图3所示,本实用新型提供一种技术方案:
23.层状金属复合材料制造装置,包括制造基座2,制造基座2包括基座主体209,基座主体209的顶端固定连接有若干个成型夹块204,在本实施例中,该成型夹块204的数量视层状金属复合材料内部层数所示,成型夹块204的数量为层数的一半,同时在基座主体209一端固定连接有一个层状定型装置1,包括位于两侧的一根支撑柱102,两根支撑柱102的顶端共同固定连接有一个顶盖101,在本实施例中,支撑柱102需要具有较大的高度,从而让顶盖
101和基座主体209之间留存较大的空间,顶盖101的一侧固定连接有一个气缸支撑板105,气缸支撑板105的一侧固定连接有一台成型气缸104,成型气缸104上设置有若干个输出端,每个输出端的一端分别固定连接有一片成型推块103,在本实施例中,每个输出端都可以独立运行,从而让有些成型推块103能够不会被推动,每个成型夹块204的轮廓皆为侧卧的“凹”字型,并和成型推块103一一对应。因此在本实施例中,每个成型夹块204朝向成型推块103的一侧设置有开口,使得对应的成型推块103能够在成型气缸104的推动下深入成型夹块204中,最大可以让这些成型推块103的一端和成型夹块204的内壁相接触,当有金属片位于二者之间时,就会在成型推块103的推动下弯曲并最终和成型夹块204的内壁贴合,而在本实施例中,成型夹块204的上下两侧壁的厚度和其内部空腔的高度经过设计,使得金属片在经过两个成型夹块204的挤压变形后,两侧形成的凹陷槽具有相同的高度。同时每个成型夹块204的上下两端的两侧分别固定连接有两个固定座205,相邻的两个成型夹块204上相接触的两个固定座205的内侧共同螺接有一根固定栓203。因此在本实施例中,成型夹块204可以被拆卸,从而控制成型金属片的层数。
24.基座主体209的两侧分别固定连接有一个两侧滑动架206,每个两侧滑动架206的底端一侧底端固定连接有一片延伸滑动架,另一侧的顶端开设有一道协助滑动槽。其中一个延伸滑动架的顶端滑动连接有一台主动电机207,另一个延伸滑动架的顶端滑动连接有一根从动伸缩柱201。主动电机207的顶端固定连接有一根支撑架,支撑架的一端跨过对应的两侧滑动架206的顶端,固定连接有一个底侧撑夹208,底侧撑夹208的底端和对应的协助滑动槽滑动连接。从动伸缩柱201的顶端固定连接有一根跨越横梁202,跨越横梁202的一端固定连接有一个顶侧固定夹,顶侧固定夹和底侧撑夹208相对应。在本实施例中,顶侧固定夹和底侧撑夹208皆为电子夹,能够夹持金属片,并保持金属片的垂直,并在主动电机207的带动下沿着延伸滑动架滑动,从而将金属片插入成型夹块204和成型推块103之间,而当金属片被弯折后,其高度下降,而能够自然伸缩的从动伸缩柱201也会自然的收缩,但跨越横梁202的高度不会低于成型夹块204的最高处,因此主动电机207和从动伸缩柱201能够自然的跨过成型夹块204。
25.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附实施例及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1