一种用于五金件焊接触点的焊接装置的制作方法
1.本技术涉及五金件加工的技术领域,尤其是涉及一种用于五金件焊接触点的焊接装置。
背景技术:
2.五金件是指由金、银、铜、铁、锡等金属材料进行加工、铸造得到的工具,通常是构成各种机械结构的零部件,五金件在生产加工的过程中,需要在钣金状的五金件表面焊接触点,再输送到下一级冲压成型。
3.五金件焊接触点的设备通常采用焊枪,焊枪安装在加工设备上对触点的焊接材料进行熔融后,从而将焊接材料焊接于五金件的表面,完成对五金件进行触点的焊接操作。目前的焊接材料通常采用锡线,在加工设备进行焊接时,锡线的位置需要进行调节,而目前用于调节锡线位置的装置和用于焊接触点的焊枪分别进行工作,长期工作下来存在一定的动作时间上的误差,影响触点的焊接品质,上述问题有待解决。
技术实现要素:
4.为了使五金件焊接触点更精准,本技术提供一种用于五金件焊接触点的焊接装置,采用如下的技术方案:
5.一种用于五金件焊接触点的焊接装置,包括焊接机构、调线机构和用于同步触发焊接机构和调线机构的按压触发机构,所述按压触发机构安装于焊接机构和调线机构之间,所述焊接机构设置有焊接工位,所述调线机构设置有用于使锡线穿入至调线机构的进料口和用于使锡线穿出调线机构的出料口,所述出料口设置于焊接工位的一侧。
6.通过采用上述方案,当需要驱动焊接机构和调线机构动作时,外部的按压装置对按压触发机构施加向下的压力,按压触发机构对焊接机构进行按压,并且同步对调线机构施加外力,从而使焊接机构和调线机构同步工作,锡线从进料口穿进调线机构,锡线从出料口穿出,调线机构对锡线进行送料操作,从而将锡线调节至合适焊接工位进行加热焊接的位置,焊接机构将锡线进行熔融,从而完成五金件的触点焊接,达到提升五金件焊接触点的精准性的效果。
7.优选的,所述焊接机构包括焊枪本体和触发按钮,所述焊接工位设置于焊枪本体的一端,所述触发按钮安装于焊枪本体的顶部,所述按压触发机构和触发按钮连接。
8.通过采用上述方案,按压触发机构通过按压触发按钮,从而使焊枪本体开始进行焊接操作,达到精准的控制焊枪本体动作的效果。
9.优选的,所述调线机构包括安装架、送线组件和用于调节送线组件位置的位置调节组件,所述安装架设置有穿线工位,所述进料口为穿线工位的进料端,所述出料口为穿线工位的出料端,所述送线组件和位置调节组件安装于安装架,所述按压触发机构和位置调节组件连接,所述位置调节组件和送线组件连接。
10.通过采用上述方案,安装架用于安装送线组件和位置调节组件,锡线通过穿线工
位穿过调线机构,送线组件通过位置调节组件调位置,从而使送线组件对锡线的位置进行调节,达到调节锡线位置的效果。
11.优选的,所述位置调节组件包括转动块、滑移块和抵接块,所述转动块的一端转动连接于安装架,所述按压触发机构固定连接于转动块,所述转动块的另一端安装抵接块,所述抵接块抵接于送线组件,所述滑移块设置有抵接槽,且所述转动块的另一端抵接于抵接槽,所述安装架设置有导向杆,所述滑移块滑动连接于导向杆。
12.通过采用上述方案,按压触发机构带动转动块转动,转动块转动对滑移块和抵接块进行位置的调节,滑移块和抵接块分别调节送线组件的位置,从而使送线组件调节锡线的位置,达到精准送线的效果。
13.优选的,所述送线组件包括抵接配合件、调位杆、用于调节锡线位置的调位块和用于限制锡线位置的限位块,所述抵接配合件滑动连接于安装架,所述抵接配合件位于抵接块的一侧,所述调位杆和限位块均滑动连接于调位块,所述调位块位于调位杆的中部,所述限位块位于调位杆的端部,所述安装架设置有用于配合调位块的第一滑移槽和用于配合限位块的第二滑移槽,所述调位块滑动连接于第一滑移槽,所述限位块滑动连接于第二滑移槽,所述穿线工位设置于调位块的一侧和限位块的一侧。
14.通过采用上述方案,当按压触发机构被施加向下的力时,转动块转动使抵接块升起,抵接块克服抵接配合件向内的力,从而使抵接配合件移动,抵接配合件抵接在调位杆的一侧,从而使调位杆转动,调位杆的另一端带动限位块对锡线进行位置的限定,而此时调位块处于滑动状态,当按压触发机构不受到外力作用,从而使抵接块复位,使得抵接配合件和调位杆复位,此时限位块松开对锡线的限位,且调位块复位,使锡线被夹持在穿线工位,并且滑移块将锡线向下拉动一定的距离,从而达到精准送料的效果。
15.优选的,所述调位块和限位块朝向穿线工位的一侧均设置有用于增大摩擦力的齿面。
16.通过采用上述方案,齿面用于增大调位块和限位块对锡线的摩擦力,从而达到锡线被限定的更稳固的效果。
17.优选的,所述安装架设置有用于改变锡线传输方向的导线件,所述导线件固定连接于安装架。
18.通过采用上述方案,导线件用于改变锡线的输送方向,将锡线输送至出料口出料,从而便于焊接机构获取锡线对五金件进行焊接触点操作,达到调节锡线方向的效果。
19.优选的,所述安装架设置有切刀组件,所述切刀组件包括切刀头和滑移杆,所述安装架设置有第三滑移槽,所述滑移杆滑动连接于第三滑移槽,所述切刀头固定连接于滑移杆,所述切刀头位于出料口和焊接工位之间。
20.通过采用上述方案,切刀组件用于裁切锡线,滑移杆通过按压触发机构调节位置,从而使滑移杆在第三滑移槽内滑动,滑移杆带动切刀头动作,从而使切刀头裁切锡线,达到裁切焊接所需材料的效果。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.按压装置对按压触发机构施加外力,按压触发机构同步对焊接机构和调线机构进行驱动,锡线从进料口穿入调线机构,且从出料口穿出到焊接工位,调线机构对锡线的位置进行调节,使锡线熔融之前调节至合适的熔融位置,焊接机构将锡线熔融至需要焊接触点
的五金件表面,从而精准的完成焊接操作,达到提升五金件焊接触点的精准性的效果。
附图说明
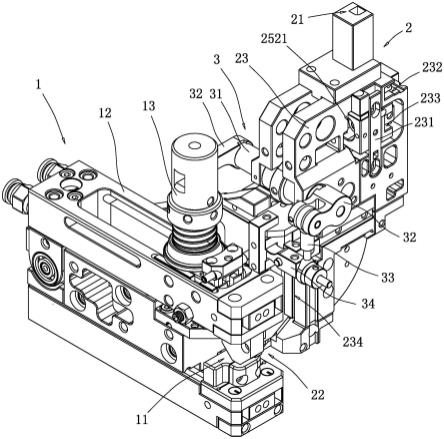
23.图1为本技术实施例一种用于五金件焊接触点的焊接装置的结构示意图。
24.图2为本技术实施例所述焊接装置的正面结构示意图。
25.附图标记说明:1、焊接机构;11、焊接工位;12、焊枪本体;13、触发按钮;2、调线机构;21、进料口;22、出料口;23、安装架;231、导向杆;232、第一滑移槽;233、第二滑移槽;234、第三滑移槽;24、送线组件;241、抵接配合件;242、调位杆;243、调位块;244、限位块;25、位置调节组件;251、转动块;252、滑移块;2521、抵接槽;253、抵接块;26、穿线工位;27、导线件;28、切刀组件;281、切刀头;282、滑移杆;3、按压触发机构;31、转轴;32、转杆;33、纵杆;34、横杆。
具体实施方式
26.以下结合附图1和图2对本技术作进一步详细说明。
27.本技术实施例公开一种用于五金件焊接触点的焊接装置,参照图1和图2,包括焊接机构1和调线机构2,调线机构2固定安装于焊接机构1的侧壁。调线机构2设置有进料口21和出料口22,焊接触点用的锡线穿过进料口21后,调线机构2对锡线的位置进行调节,锡线再从出料口22输送到外部。焊接机构1设置有焊接工位11,出料口22设置于焊接工位11的一侧,使得锡线输送到外部后,焊接机构1对锡线进行熔融焊接操作。焊接机构1和调线机构2均连接有按压触发机构3,按压触发机构3连接外部的按压装置,按压装置对按压触发机构3施加力,从而使按压触发机构3同步触发焊接机构1和调线机构2,减少因为动作时间的误差带来的触点焊接品质问题,达到使五金件焊接触点更精准的效果。
28.焊接机构1包括焊枪本体12和触发按钮13,触发按钮13具体安装在焊枪本体12的顶部,按压触发机构3通过从上往下按压触发按钮13,从而驱动焊枪本体12进行焊接操作。焊枪本体12的一端具体为“u”型的结构,“u”型结构的中间空缺部位具体为焊接工位11。
29.按压触发机构3具体包括转杆32和转轴31,转杆32的一端铰接于触发按钮13的侧壁,转杆32的另一端固定连接于转轴31的一端。调线机构2包括安装件,转轴31转动连接的贯穿安装架23的一端,从而使触发按钮13被按下时,转杆32一端的高度发生改变,从而改变转轴31的转动角度。
30.调线机构2还包括送线组件24和位置调节组件25,位置调节组件25和送线组件24均安装于安装架23,按压触发机构3和位置调节组件25连接,位置调节组件25和送线组件24连接。转轴31转动带动位置调节组件25动作,从而使位置调节组件25带动送线组件24动作。安装架23还设置有穿线工位26,穿线工位26连通进料口21和出料口22,送线组件24用于使锡线在穿线工位26内的位置进行改变,从而起到输送锡线的作用。
31.位置调节组件25包括转动块251、滑移块252和抵接块253,转动块251的一端转动连接于安装架23,且固定连接于转轴31,使得转轴31带动转动块251进行转动调节位置。转动块251远离转轴31的一端固定连接抵接块253,且抵接块253位于转动块251的另一端下方。安装架23设置有导向杆231,滑移块252滑动连接于导向杆231,导向杆231对滑移块252起到导向作用。导向杆231竖直设置,使滑移块252进行升降。转动块251的另一端还设置有
滚轮,滑移块252朝向转动块251的一侧设置有抵接槽2521,滚轮抵接于抵接槽2521内,从而转动块251上升时,滚轮抵接于抵接槽2521内,带动升降块升起。
32.送线组件24包括抵接配合件241、调位杆242、调位块243和限位块244,抵接配合件241滑动连接于安装架23,且位于抵接块253的一侧。抵接块253朝向抵接配合件241的一侧下方凸起设置,使得抵接块253升起时,抵接配合件241被抵接块253的凸起一侧施加向反方向的力,从而使抵接配合件241抵接于调位杆242的一端,对调位杆242的一端施加外力。调位块243和限位块244均滑动连接于调位杆242,调位块243位于调位杆242的中部,限位块244位于调位杆242远离抵接配合件241的一端。安装架23设置有用于配合调位块243的第一滑移槽232和用于配合限位块244的第二滑移槽233,调位块243滑动连接于第一滑移槽232,限位块244滑动连接于第二滑移槽233,穿线工位26设置于调位块243的一侧和限位块244的一侧。
33.当按压触发机构3被施加向下的力时,转动块251转动使抵接块253升起,抵接块253克服抵接配合件241朝向抵接块253的力,使抵接配合件241向远离抵接块253的方向移动,从而拨动调位杆242,且转动块251同步带动滑移块252上升。此时调位块243逐渐松开对锡线的抵接,限位块244逐渐对锡线进行抵接限位,从而使限位块244对锡线进行位置的限定,起到提升锡线输送时的输送精准度的作用。而当按压触发机构3不受到外力时,抵接块253复位,使得抵接配合件241和调位杆242复位,此时限位块244松开对锡线的限位,且调位块243复位,使锡线被夹持在穿线工位26,并且滑移块252将锡线向下拉动一定的距离,时锡线进行输送操作。
34.调位块243和限位块244朝向穿线工位26的一侧均设置有齿面。齿面为调位块243和限位块244的表面凹凸不平的面,用于增大对锡线的摩擦力,从而使锡线限位更稳固,和使得锡线输送移动时更精准。
35.安装架23设置有用于改变锡线传输方向的导线件27,导线件27用于改变锡线的输送方向,将锡线输送至出料口22出料。导线件27固定连接于安装架23,使得锡线从出料口22出料后,便于焊接机构1获取锡线对五金件进行焊接触点操作。
36.安装架23设置有切刀组件28,切刀组件28包括切刀头281和滑移杆282,转轴31远离转杆32的一端还铰接有另一个转杆32,另一个转杆32的另一端转动连接有纵杆33,纵杆33的另一端连接有横杆34,横杆34的中部转动连接于安装架23。转轴31转动时,另一个转杆32和其中一个转杆32同步转动,再通过纵杆33带动横杆34的一端升降。安装架23设置有第三滑移槽234,滑移杆282滑动连接于第三滑移槽234,切刀头281固定连接于滑移杆282,切刀头281位于出料口22和焊接工位11之间,且滑移杆282转动连接横杆34,横杆34带动滑移杆282沿着第三滑移槽234滑动。滑移杆282带动切刀头281动作,从而使切刀头281裁切锡线。
37.本技术实施例的原理为:当需要驱动焊接机构1和调线机构2动作时,按压触发机构3因受到外部施加的力,从而对焊接机构1和调线机构2同步驱动,使得减小焊接机构1和调线机构2的时间误差,调线机构2对锡线进行送料操作,从而将锡线调节至合适焊接工位11进行加热焊接的位置,焊接机构1将锡线进行熔融,从而完成五金件的触点焊接,达到提升五金件焊接触点的精准性的效果。
38.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术
的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1