一种焊接接口加工装置的制作方法
1.本实用新型涉及一种焊接接口加工装置,属于焊接技术领域。
背景技术:
2.在焊接工件时,为保证焊接度,常在焊件的待焊部位加工并装配成的一定几何形状的沟槽,即开坡口,在对接焊后也需要对钝边部份未融合处的金属进行去除。
3.常采用碳弧气刨机进行以上工序,但在加工过程中噪音大,粉尘、碳渣及氧化皮污染周边环境,有湖光辐射,劳动环境较恶劣,对人体会产生一定的危害;并且由于碳棒的成分是纯碳,在高温作业条件下,对金属板材的刨切部位会产生极强的渗碳作用,对金属材料性能会产生极大影响,对不锈钢类材料影响尤甚;并且刨切部位渗碳层清理只能采用手砂轮磨削,效率极低,若渗碳层清理不干净,焊接接头质量也无法保证,严重影响产品质量。
技术实现要素:
4.本实用新型目的在于:针对上述存在的问题,提供一种焊接接口加工装置,能够解决传统方式在加工焊接接口时的劳动环境恶劣、危害人体、影响产品质量的问题。
5.本实用新型采用的技术方案如下:
6.一种焊接接口加工装置,包括切削台,所述切削台上设有电机,所述电机连接有竖向切割的切削刀;所述切削台的上方设有用于放置工件的工作平台,所述工作平台上设有通槽,所述切削刀的上部穿过通槽。
7.可供选择的,还包括设于地下的容腔,所述容腔的开口向上,所述切削台设于容腔内,所述工作平台设于地上。
8.可供选择的,所述容腔内设有摄像头,所述摄像头的输出端连接有显示器,所述显示器设于容腔外。
9.可供选择的,所述切削刀为铣刀盘。
10.可供选择的,所述切削刀可升降的设于工作台上。
11.可供选择的,所述切削刀的下方设有排屑带。
12.可供选择的,所述工作平台的上方设有用于支撑待切割筒体的支撑件。
13.可供选择的,所述支撑件为制动托辊带。
14.可供选择的,所述切削台的下方设有能够在水平方向上移动的移动装置。
15.可供选择的,所述移动装置包括可使切削台竖向移动的竖向移动台和/或可使切削台横向移动的横向移动台。
16.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
17.1、本实用新型提供的一种焊接接口加工装置,参考镗铣床的原理进行设计,通过切削刀进行对接坡口的加工以及对接焊后缺陷的清除,解决了碳弧气刨机的污染以及渗碳问题;并且能够使加工的位置位于工件的底部,工件不与切削台进行接触,从而工件的大小不会因工作台的结构而受到限制;
18.2、本实用新型提供的一种焊接接口加工装置,能够节约占地,便于清理切削废料,能够适应不同工件的尺寸,并且能够保证切削的位置符合切削要求。
附图说明
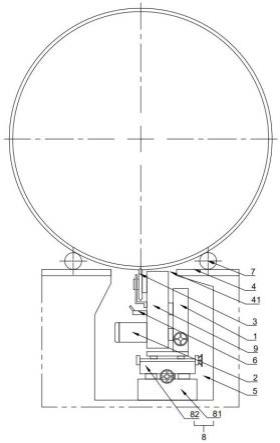
19.图1是本装置的结构示意图。
20.图中标记:1-切削台,2-电机,3-切削刀,4-工作平台,41-通槽,5-容腔,6-排屑带,7-支撑件,8-移动装置,81-竖向移动台,82-横向移动台,9-升降移动台。
具体实施方式
21.下面结合附图,对本实用新型作详细的说明。
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
23.一种焊接接口加工装置,如图1所示,包括切削台1,所述切削台1上设有电机2,所述电机2连接有竖向切割的切削刀3;所述切削台1的上方设有用于放置工件的工作平台4,所述工作平台4上设有通槽41,所述切削刀3的上部穿过通槽41。
24.具体的,本装置主要用于加工筒体,也可用于加工拼板纵缝,在本实施方式中,主要对加工筒体时的作用方式进行说明。在本装置中,待切削工件设于切削台1的上方,并且切削刀3与筒体的底部接触,若将工件设于切削台1的其他位置,当工件较大时,可能会与切削台1或地面接触,从而限制了工件的大小,通过本设计,使切削位置位于工件的重力方向,在对工件进行支撑的同时,还能在工件较大时,工件的两侧和上方不受本装置位置的限制。本装置参考镗铣床的原理进行设计,解决了碳弧气刨机由于其工作原理造成的污染以及渗碳问题。
25.作为另一具体的实施方式,还包括设于地下的容腔5,所述容腔5的开口向上,所述切削台1设于容腔5内,所述工作平台4设于地上。由于切削台1具有较高的高度以及一定体积,如果将其直接设于地面上,工作人员操作不便,因此通过设于地下的容腔5,能够降低操作位置的高度并且能够减小占地空间。进一步的,当所述切削台1完全设于容腔5内时,所述工作平台4设于地面,能够通过地面对工作平台4进行支撑。具体的,所述切削台1的操作装置设于地上,从而能够使工作人员对其进行控制。此外,还可根据操作高度对切削台1与地面的相对高度进行调整。其中,所述地面可以为通过后期修建而形成的地面。
26.作为另一具体的实施方式,所述容腔5内设有摄像头,所述摄像头的输出端连接有显示器,所述显示器设于容腔5外。由于切削台1设于容腔5内,没有办法对容腔5内的情况进行观察,通过摄像头与显示屏能够方便的观察切削台1的加工情况,从而进行操作。
27.作为另一具体的实施方式,所述切削刀3为铣刀盘。通过铣刀盘能够更好的控制进给速度以及进给量,从而适应焊缝的高度。由于筒体主要通过方形板焊接而成,其焊接接口为轴向的条,因此铣刀盘的径向为筒体的轴向。
28.作为另一具体的实施方式,所述切削刀3可升降的设于工作台上。能够根据所需的切割深度对切削刀3与工作平台4的相对高度进行调整。进一步的,所述切削刀3通过升降移动台设于工作台上。
29.作为另一具体的实施方式,所述切削刀3的下方设有排屑带6。通过排屑带6能够收集铣削下来的废料,从而能够更方便的清理,减小场地污染。
30.作为另一具体的实施方式,所述工作平台4的上方设有用于支撑待切割筒体的支撑件7。进一步的,所述支撑件7的大小和/或位置能够进行调整,从而能够适应工件,调整工件的切削位置,并且能够稳定工件。
31.作为另一具体的实施方式,所述支撑件7为制动托辊带。所述制动托辊带能够沿筒体的径向进给,从而保证各种筒体边缘与地面的距离一致。如,当加工直径更大的筒体,将制动托辊带沿筒体的径向向外移动,从而能够使筒体下降。
32.作为另一具体的实施方式,所述切削台1的下方设有能够在水平方向上移动的移动装置8。通过移动装置8能够调整切削的位置。
33.作为另一具体的实施方式,所述移动装置8包括可使切削台1竖向移动的竖向移动台81和/或可使切削台1横向移动的横向移动台82。当工件为筒体时,竖向定义为沿筒体的轴向,横向定义为沿筒体的径向。通过竖向移动台81能够使切削刀3沿着筒体的轴向进行切削,从而加工焊接接口;通过横向移动台82能够使调节切削宽度。进一步的,由于竖向移动的距离较横向移动的距离更大,所述竖向移动台81较横向移动台82的占用空间更大,因此所述横向移动台82设于竖向移动台81上,能够增加本装置的结构稳定性。其中,所述竖向移动台81通过地脚螺栓固定于容腔5内。
34.作为优选的,所述工作平台4上设有红外线检测仪,能够用于检测工件的位置,提高精确度。
35.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
36.1、本实用新型提供的一种焊接接口加工装置,参考镗铣床的原理进行设计,通过切削刀3进行对接坡口的加工以及对接焊后缺陷的清除,解决了碳弧气刨机的污染以及渗碳问题;并且能够使加工的位置位于工件的底部,工件不与切削台1进行接触,从而工件的大小不会因工作台的结构而受到限制;
37.2、本实用新型提供的一种焊接接口加工装置,能够节约占地,便于清理切削废料,并且能够保证切削的位置符合切削要求。
38.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
39.在本实用新型实施例的描述中,需要理解的是,术语“横向”、“纵向”、“上”、“下”、“水平”、“竖向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型实施例的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1