一种灯丝弯折加工装置的制作方法
1.本实用新型涉及灯丝制造领域,具体涉及一种灯丝弯折加工装置。
背景技术:
2.灯丝弯折,是灯丝制造中的一个重要工序,通过弯折灯丝末端以固定灯脚零件,以达到灯丝支架和灯脚分开制造,降低制造难度的效果。
3.专利号为cn201521063522.2的中国专利文献,公开了一种凸轮式全自动灯丝点焊机,包括机台、位于机台中部的旋转工作台、多个安装在旋转工作台周边的工位夹具,所述工位夹具分为灯脚夹持部和支架夹持部,所述旋转工作台周边顺时针或逆时针依次设有将灯脚折弯并送入工位夹具的灯脚折弯上料机构、将钼片送入工位夹具并与灯脚进行点焊的钼片上料点焊机构、将支架送入工位夹具的支架上料机构、对支架端部进行整形弯折使其可以承托灯丝的支架整形弯机构、将灯丝放入支架承托位并进行点焊的灯丝上料点焊机构、将支架与钼片进行点焊的钼片点焊机构、将焊接后的灯丝从工位夹具上取出的下料机构,其中,支架整形弯机构包括位于前一工位上的灯脚压扁机构和位于后一工位上的灯脚折弯机构,将灯丝支架弯折后压扁再向上翘起,实现灯脚的折弯。然而,该技术方案需要灯脚压扁机构、灯脚折弯机构这两个机构对灯丝支架进行弯折,消耗了大量制造时间,也使整个生产装置占用空间变得更大。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种灯丝弯折加工装置。
5.本实用新型解决其技术问题所采取的技术方案是:
6.一种灯丝弯折加工装置,包括灯丝夹具、弯折下夹具、弯折上夹具和弯折模具,所述灯丝夹具用于固定灯丝的前端,所述弯折下夹具和弯折上夹具位于灯丝夹具的后端,所述弯折下夹具和弯折上夹具组成用于夹持灯丝后端的夹持机构,所述弯折上夹具包括有用于将灯丝末端压紧在弯折下夹具上的夹具夹头和用于驱动夹具夹头压紧或释放灯丝的压紧驱动机构,所述弯折模具位于弯折下夹具后端,所述弯折模具包括有弯折冲头,所述弯折冲头能够倾斜向上移动将灯丝末端弯折。
7.在本实用新型中,所述压紧驱动机构包括夹具旋转臂、旋转轴、旋转轴支架和推动气缸,所述夹具夹头固定在夹具旋转臂靠近灯丝夹具的一端,所述旋转轴穿过夹具旋转臂中部,所述推动气缸一端与夹具旋转臂另一端连接,所述推动气缸另一端通过支架固定在灯丝点焊机机台上方。
8.在本实用新型中,所述夹具旋转臂为l型,所述夹具旋转臂靠近灯丝夹具一端设有夹头安装槽,所述夹具夹头的上端安装在夹头安装槽内;所述夹具旋转臂在l型转折处设有旋转轴安装孔,所述旋转轴穿过旋转轴安装孔,所述夹具旋转臂靠近推动气缸处设有气缸连接孔,所述气缸连接孔通过螺栓与推动气缸的一端连接。
9.在本实用新型中,所述夹头安装槽的俯视截面形状为“u”形,该夹头安装槽的内侧
壁为依次连接为“u”形的三个定位平面,所述夹具夹头为长方体结构,夹具夹头具有三个依次连接为“u”形的三个配合平面,当夹具夹头配合在夹头安装槽内时,三个配合平面与三个定位平面一一对应配合定位。
10.在本实用新型中,所述夹具夹头靠近弯折下夹具的下端设有弯折压紧部,所述弯折压紧部上设有灯丝压紧面和灯丝弯折面,所述灯丝压紧面用于与弯折下夹具配合压紧灯丝,所述灯丝弯折面的角度与弯折冲头倾斜角度一致,所述夹具夹头通过螺丝与夹具旋转臂配合而固定在夹头安装槽内。
11.在本实用新型中,所述弯折模具还包括推动滑块和推动滑轨,所述推动滑块靠近弯折上夹具的一端设有弯折冲头安装卡位,所述弯折冲头固定在弯折冲头安装卡位上,所述推动滑块安装在推动滑轨上,所述推动滑轨通过支架固定在灯丝点焊机机台上。
12.本实用新型的有益效果是:通过弯折下夹具和弯折上夹具固定灯丝后端,并使用弯折模具对灯丝末端进行弯折,一次弯折到位,节省了弯折工序的所需时间,也减少了机构数量,节省了生产装置的占用空间。
附图说明
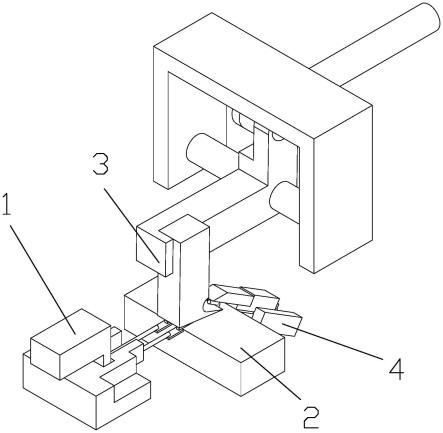
13.图1为本实施例结构示意图;
14.图2为本实施例侧视图;
15.图3为弯折上夹具结构示意图;
16.图4为弯折模具结构示意图。
具体实施方式
17.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
18.如图1至图4所示,一种灯丝弯折加工装置,包括灯丝夹具1、弯折下夹具2、弯折上夹具3和弯折模具4,所述灯丝夹具1安装在灯丝点焊机的旋转工作台上,所述灯丝夹具1用于固定灯丝的前端,所述灯丝夹具为现有技术,可参照cn201521063522.2的中国专利文献,故不做具体描述;所述弯折下夹具2、弯折上夹具3和弯折模具4安装在灯丝点焊机机台上,所述弯折下夹具2和弯折上夹具3位于灯丝夹具1后端,所述弯折下夹具2和弯折上夹具3组成用于夹持灯丝后端的夹持机构,所述弯折上夹具3包括有用于将灯丝末端压紧在弯折下夹具2上的夹具夹头31和用于驱动夹具夹头31压紧或释放灯丝的压紧驱动机构,所述弯折模具4位于弯折下夹具2后端,所述弯折模具4包括有用于将灯丝末端弯折的弯折冲头41,所述弯折冲头41能够倾斜向上移动将灯丝末端弯折。在本实施例中,灯丝夹具1将灯丝前端固定,弯折下夹具2承托着灯丝后端,弯折上夹具3下压将灯丝后端压紧,并将灯丝末端留出需要弯折的长度,弯折冲头41斜向上朝弯折上夹具3移动,将灯丝末端弯折。
19.进一步地,所述压紧驱动机构包括夹具旋转臂32、旋转轴33、旋转轴支架34和推动气缸35,所述夹具夹头31固定在夹具旋转臂32靠近灯丝夹具1的一端,所述旋转轴33穿过夹具旋转臂32中部,所述旋转轴支架34将夹具旋转臂32和旋转轴33固定在灯丝点焊机机台上方,所述推动气缸35一端与夹具旋转臂32另一端连接,所述推动气缸35另一端通过支架固定在灯丝点焊机的机台上方。在本实施例中,推动气缸35往灯丝夹具1方向推动夹具旋转臂
32一端,夹具旋转臂32围绕旋转轴33向灯丝夹具1方向进行旋转,夹具夹头31通过夹具旋转臂32的旋转向下移动,移动到弯折下夹具2上方对灯丝进行固定。
20.进一步地,所述夹具旋转臂32为l型,所述夹具旋转臂32靠近灯丝夹具1一端设有夹头安装槽321,所述夹头安装槽321的俯视截面形状为“u”形,该夹头安装槽的内侧壁为依次连接为“u”形的三个定位平面,所述夹具旋转臂32在l型转折处设有旋转轴安装孔322,所述旋转轴33穿过旋转轴安装孔322,所述夹具旋转臂32靠近推动气缸35处设有气缸连接孔323,所述气缸连接孔323通过螺栓与推动气缸35连接;在本实施例中,夹具旋转臂32为l型,将推动气缸35的安装位置升高,利用垂直高度,避免推动气缸35和夹具旋转臂32在推动旋转时与弯折模具4发生碰撞,造成夹具旋转臂32和弯折模具4受损。
21.进一步地,所述夹具夹头31为长方体结构,夹具夹头31具有三个依次连接为“u”形的三个配合平面,当夹具夹头31配合在夹头安装槽321内时,三个配合平面与三个定位平面一一配合定位。所述夹具夹头31靠近弯折下夹具2的下端设有弯折压紧部311,所述弯折压紧部311上设有灯丝压紧面和灯丝弯折面,所述灯丝压紧面用于与弯折下夹具配合压紧灯丝,所述灯丝弯折面角度与弯折冲头41倾斜角度一致,所述夹具夹头31通过螺丝与夹头安装槽321连接。在本实施例中,三个配合平面与三个定位平面一一配合定位后,当夹具旋转臂32旋转时,夹头安装槽321限制夹具夹头31前后方向移动,并通过安装螺丝将夹具夹头31其余方向的移动限制住,使夹具夹头31牢固安装在夹头安装槽321内,夹具夹头31有螺丝固定在夹头安装槽321上,在夹具夹头31磨损严重时,可通过拆卸螺丝更换夹具夹头31;夹具夹头31的灯丝弯折面角度与弯折冲头41倾斜角度一致,使得灯丝末端可弯折并固定为与弯折冲头41倾斜角度一致的倾斜角度。
22.进一步地,所述弯折模具4包括推动滑块42和推动滑轨43,所述推动滑块42靠近弯折上夹具3一端设有弯折冲头安装卡位421,所述弯折冲头41固定在弯折冲头安装卡位421上,所述弯折冲头41和推动滑块42通过螺丝连接,所述推动滑块42安装在推动滑轨43上,所述推动滑轨43通过支架固定在灯丝点焊机机台上。在本实施例中,弯折冲头41由螺丝固定在推动滑块42上,当弯折冲头41磨损严重时,可通过拆卸螺丝更换弯折冲头41;对灯丝末端进行弯折时,气缸推动推动滑块42沿着推动滑轨43导向向上移动,弯折冲头41从灯丝末端底部向弯折上夹具3移动,带动灯丝末端向上弯折,由夹具夹头31的灯丝弯折面和弯折冲头41固定完成灯丝末端的弯折角度后,弯折冲头41沿推动滑轨43向下移动,夹具夹头31由夹具旋转臂32带动向上移动。
23.以上所述仅为本实用新型的优选实施方式,只要以基本相同手段实现本实用新型目的的技术方案都属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1