一种集装箱扳手座焊接距离智能调节装置的制作方法
本技术涉及集装箱领域,尤其涉及一种集装箱扳手座焊接距离智能调节装置。
背景技术:
1、关于现有的集装箱门锁杆,在其加工过程中涉及一道工序,即在锁杆表面上前后焊枪同时焊接扳手座,对于集装箱箱厂配套加工企业而言,锁杆尺寸规格繁多,扳手座和锁头之间距离多在250-1580之间变化,有时一段时间内需要多次调节扳手座和下锁头之间距离,现有技术中有效的方式就是在扳手座调节装置上安装钢皮直尺,通过调整扳手座相对于钢皮直尺的位置,实现扳手座和锁头之间距离的调整,现有技术中通过看刻度尺寸误差较大,不能满足距离调节精度需要在0.1-0.3mm之间的需求,另外,原调节装置采用常规丝杠和螺母实现,常规丝杆和螺母存在间隙大,需要反复调节尺寸才能确认后锁紧滑台螺母,锁杆尺寸规格调节上浪费时间较长,从而影响生产效率。
2、有鉴于此,设计一种智能自动调节距离,生产效率高、精度高的距离调节装置是本领域技术人员有待解决的技术问题。
技术实现思路
1、为了克服上述缺陷,本实用新型提供一种集装箱扳手座焊接距离智能调节装置,并具体通过以下具体的技术方案得以实现。
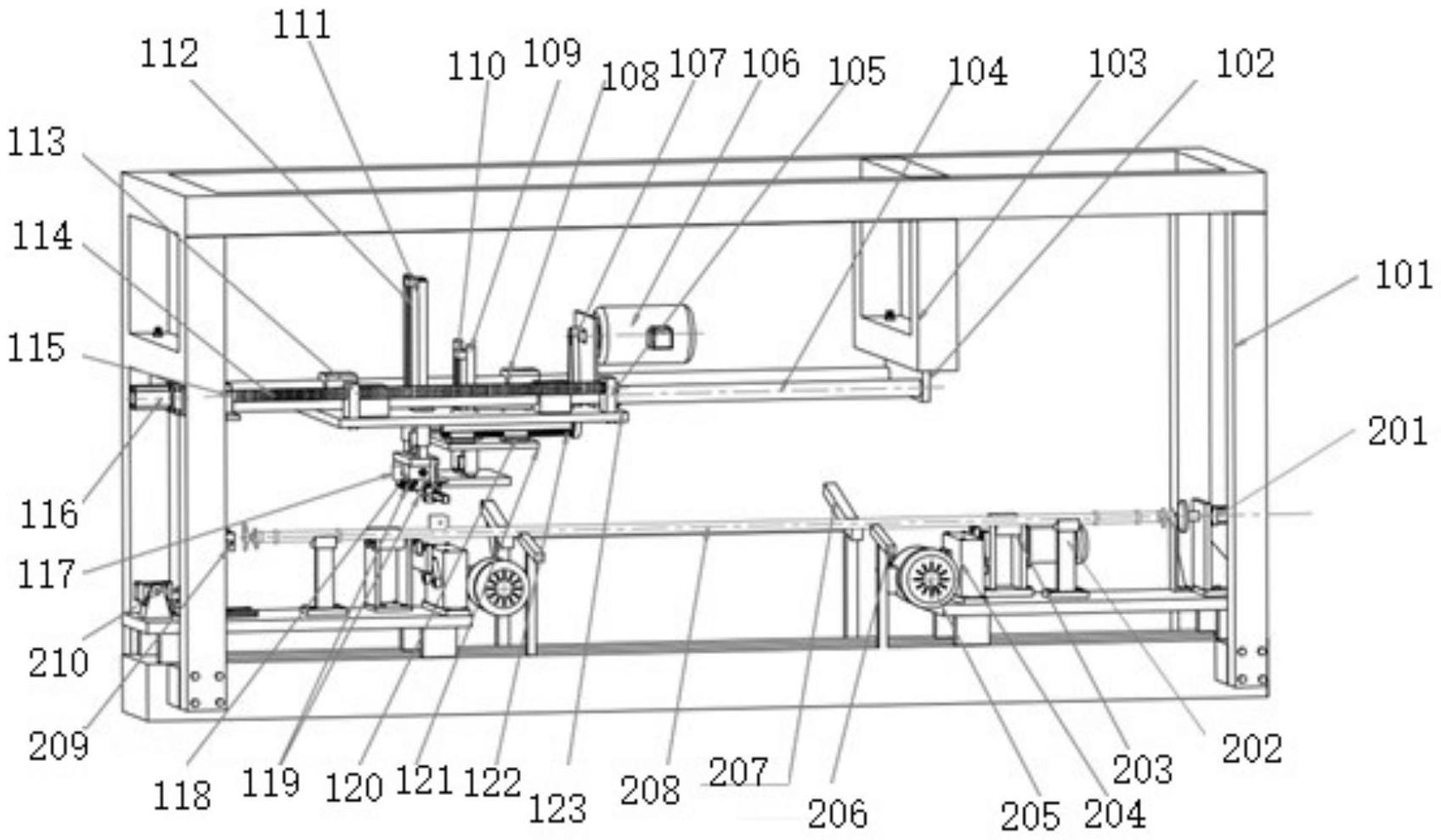
2、本实用新型提供一种改进后集装箱扳手座焊接距离智能调节装置。一导向结构,用于固定一导向柱;所述导向柱上设置滑台导套,所述滑台导套用于安装焊枪滑台;所述焊枪滑台设置在所述导向柱的一侧;所述焊枪滑台上设置丝杆固定柱,丝杆被丝杆固定柱支撑;所述丝杆一端设置有轴承座,所述轴承座与一伺服电机连接,伺服电机用于带动所述丝杆和焊枪滑台的移动。
3、进一步地,所述扳手座焊接距离调节装置还包括一导柱,所述导柱沿所述焊枪滑台竖直方向设置,所述导柱包括一料盒气缸导柱和一焊枪气缸导柱。
4、更进一步地,所述料盒气缸导柱下部安装料盒夹具。
5、更进一步地,所述焊枪气缸导柱中间安装有焊枪气缸,所述焊枪气缸导柱用于控制一焊枪沿着所述焊枪气缸导柱上下移动。
6、更进一步地,所述料盒气缸导柱下部安装料盒夹具,所述料盒夹具沿着所述料盒气缸导柱上下移动。
7、更进一步地,所述焊枪滑台下部设置一直线导轨,直线导轨上设置一直线滑台。
8、更进一步地,所述直线滑台连接一小滑台,所述小滑台沿直线导轨水平移动。
9、更进一步地,所述焊接距离调节装置与一控制器连接,控制器控制所述伺服电机运动。
10、与现有技术相比,本实用新型至少具有以下优点:
11、第一、伺服电机直接控制高精度丝杆,实现智能自定定位精度达到0.01毫米精度;
12、第二、本申请距离调节装置通过plc控制器控制伺服电机的运动,实现智能自动调节,提高生产效率高,节省人力成本;
13、第三、对扳手座和焊枪两个均可进行位置调整,可以更精确的实现扳手座焊接位置和提高焊接效果。
技术特征:
1.一种集装箱扳手座焊接距离智能调节装置,其特征在于,
2.根据权利要求1所述的扳手座焊接距离智能调节装置,其特征在于,所述扳手座焊接距离调节装置还包括一导柱,所述导柱沿所述焊枪滑台竖直方向设置,所述导柱包括一料盒气缸导柱和一焊枪气缸导柱。
3.根据权利要求2所述的扳手座焊接距离智能调节装置,其特征在于,所述料盒气缸导柱下部安装料盒夹具。
4.根据权利要求2所述的扳手座焊接距离智能调节装置,其特征在于,所述料盒气缸导柱下部安装料盒夹具,所述料盒夹具沿着所述料盒气缸导柱上下移动。
5.根据权利要求2所述的扳手座焊接距离智能调节装置,其特征在于,所述焊枪气缸导柱中间安装有焊枪气缸,所述焊枪气缸导柱用于控制一焊枪沿着所述焊枪气缸导柱上下移动。
6.根据权利要求1所述的扳手座焊接距离智能调节装置,其特征在于,所述焊枪滑台下部设置一直线导轨,直线导轨上设置一直线滑台。
7.根据权利要求6所述的扳手座焊接距离智能调节装置,其特征在于,所述直线滑台连接一小滑台,所述小滑台沿直线导轨水平移动。
8.根据权利要求1所述的扳手座焊接距离智能调节装置,其特征在于,所述焊接距离调节装置与一控制器连接,控制器控制所述伺服电机运动。
技术总结
本技术公开一种集装箱扳手座焊接距离智能调节装置,扳手座焊接距离智能调节装置包括一导向结构,用于固定一导向柱;所述导向柱上设置滑台导套,所述滑台导套用于安装焊枪滑台;所述焊枪滑台设置在所述导向柱的一侧;所述焊枪滑台上设置丝杆固定柱,丝杆被丝杆固定柱支撑;所述丝杆一端设置有轴承座,所述轴承座与一伺服电机连接,伺服电机用于带动所述丝杆和焊枪滑台的移动。通过本技术的方案,可以实现更快速、精确的实现不同型号锁杆和扳手座的焊接,自动调节扳手座和锁杆之间的距离。
技术研发人员:孙永安
受保护的技术使用者:上海海航集装箱配件有限公司
技术研发日:20221104
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!