一种脱扣线圈磁路装配机的制作方法
本技术涉及磁路装配设备,特别是涉及一种脱扣线圈磁路装配机。
背景技术:
1、现有技术中的脱扣线圈磁路进行组装多为人工手动进行组装,首先下线架上组装完弹簧,再安装动铁芯固定后,再经电性能检查甄别良次品;然而,脱扣线圈磁路组装是通过人工完成的,人工成本较高,组装效率缓慢,成品质量参差不齐。
技术实现思路
1、本实用新型的目的在于提供一种全程自动化操作,替代人工组装,明显提升装配效率,成品质量稳定提高,长期成本下降,提升了自动化水平,适用于大批量装配作业中脱扣线圈磁路装配机,以解决上述技术问题。
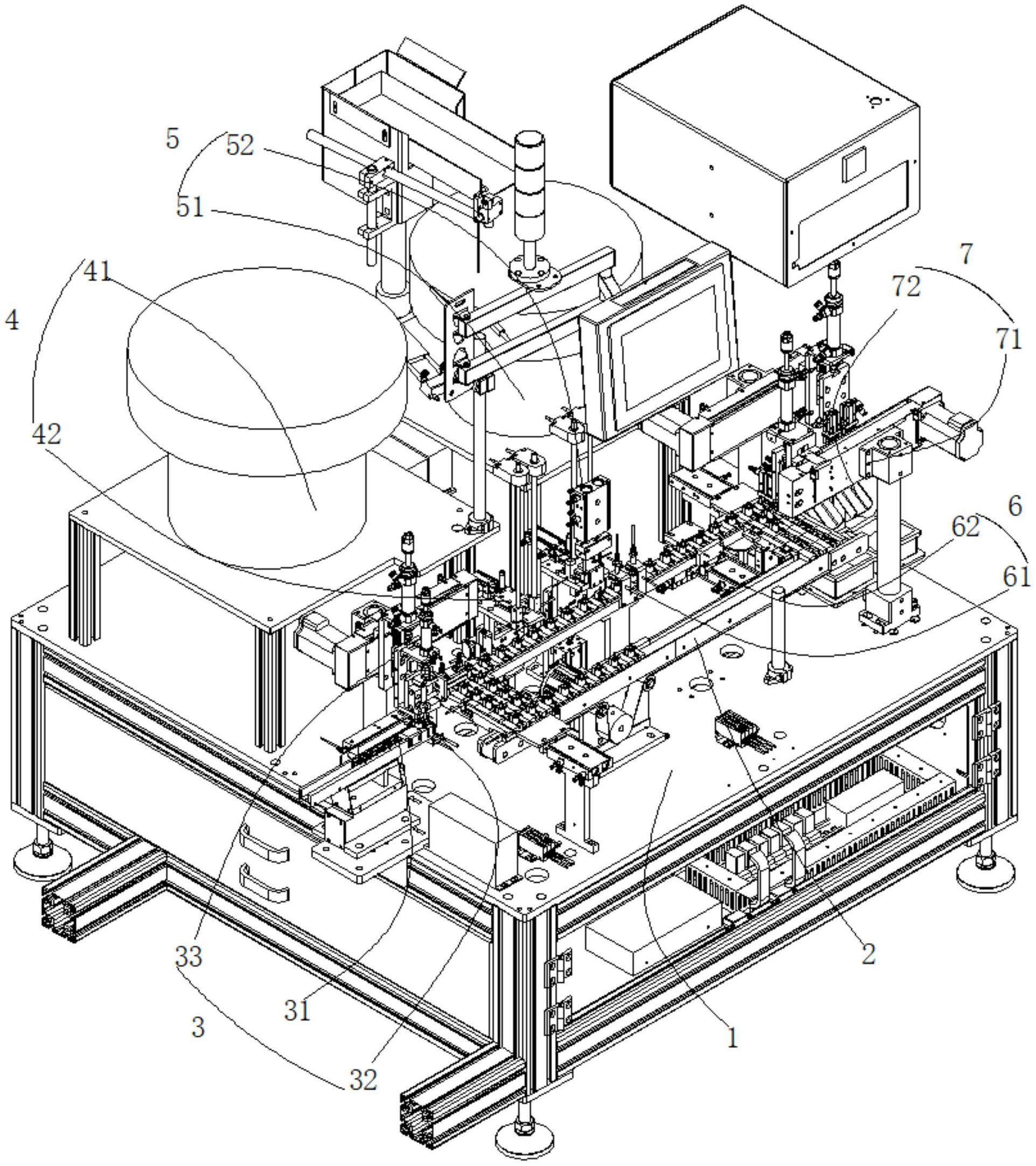
2、为实现上述技术方案,本实用新型的技术方案如下:一种脱扣线圈磁路装配机,包括机架以及安装在机架上回形回流工装,沿所述回形回流工装运输方向的周侧上依次设有线架上料装置、弹簧上料装置、动铁芯上料装置、检测装置以及下料装置;所述线架上料装置用于将并拢的线架调整一定间距后放置到所述回形回流工装上的治具中;所述弹簧上料装置用于将弹簧转配到线架中;所述动铁芯上料装置用于将动铁芯一段插设到弹簧上;所述检测装置用于对线架进行检测;所述下料装置用于将成品的线架从治具上搬运下来进行分类存储。
3、进一步地,所述线架上料装置包括线架振动上料器;所述线架振动上料器的输出端设有来料检测部件;所述线架振动上料器一侧设有上料搬运机械手;其中,所述来料检测部件检测到线架振动上料器将物料输送到位后;所述上料搬运机械手移动至来料检测部件上方后再插入到线架上抬升,并将相邻的线架调整一定间距后输出。
4、进一步地,所述上料搬运机械手包括固设于所述机架上的x-z平面移动机构;所述x-z平面移动机构输出端固设有定位板;所述x-z平面移动机构输出端上可滑动设有调整部件;所述x-z平面移动机构输出端顶部设有压入气缸;所述压入气缸可驱动所述调整部件在定位板上方来回往复移动;
5、所述调整部件包括调整底座;所述调整底座一侧固设有第一治具座;所述第一治具座另一侧设有第二治具座;所述调整底座另一端固设有调整气缸;所述调整气缸可驱动所述第二治具座向所述第一治具座靠拢或远离;所述第一治具座、第二治具座上均可拆卸插设有治具针;所述治具针一端可沿轴线发现径向形变。
6、进一步地,所述弹簧上料装置包括弹簧振动上料机构;所述弹簧振动上料机构正前方设有弹簧装入机构,相邻所述弹簧装入机构与所述弹簧振动上料机构之间通过管道连接。
7、进一步地,所述弹簧装入机构包括弹簧装入底座;所述弹簧装入底座一侧设有第一抬升气缸;所述第一抬升气缸的输出端连接有t形底座;所述t形底座一侧固设有凹形料座;所述t形底座上可滑动设有弹簧限位部件;所述弹簧限位部件由一限位气缸来回往复驱动;所述弹簧限位部件上进行设有限位针;限位针可来回往复插设于凹形料座上;所述凹形料座顶部通过管道连接有环形电感式接近开关。
8、进一步地,所述动铁芯上料装置包括动铁芯振动上料器;所述动铁芯振动上料器正前方设有动铁芯分料压入机构;所述动铁芯分料压入机构与所述动铁芯振动上料器之间通过管路连接。
9、进一步地,所述动铁芯分料压入机构包括动铁芯分料支架;所述铁芯分料支架一侧固设有第二抬升气缸;所述第二抬升气缸输出端设有接料座;所述接料座上可来回往复移动设有分料部;沿所述接料座竖直方向上设有压入部件。
10、进一步地,所述检测装置包括固定安装在所述回形回流工装上的第一检测部件,用于检测线架上是否缺少动铁芯或者安装高度过高;所述第一检测部件一侧设有通电检测部件,用于接通线架电路来对动铁芯进行检查。
11、进一步地,所述下料装置包括斜对称设置的下料机械手,相邻所述下料机械手之间设有收集部件。
12、与现有技术相比较,本实用新型具有如下有益效果:本实用新型通过回形回流工装带动每个工装治具按顺序经过线架上料装置、弹簧上料装置、动铁芯上料装置、检测装置以及下料装置各个工位上做短暂停留,先从线架上料供应工位供应线架本体,而后先后经过动弹簧上料工位、铁芯上料工位,向工装治具上的线架上料弹簧、动铁芯,最后经过检测装置检查后再由下料装置夹持成品送出,从而实现脱扣线圈的动铁芯、弹簧的上料装配工作,全程自动化操作,替代人工组装,回转式组装加工作业方式能明显提升装配效率,加快组装速度,成品质量稳定提高,长期成本下降,提升了自动化水平,适用于大批量装配作业中。
技术特征:
1.一种脱扣线圈磁路装配机,包括机架(1)以及安装在机架(1)上回形回流工装(2),其特征在于,沿所述回形回流工装(2)运输方向的周侧上依次设有线架上料装置(3)、弹簧上料装置(4)、动铁芯上料装置(5)、检测装置(6)以及下料装置(7);所述线架上料装置(3)用于将并拢的线架调整一定间距后放置到所述回形回流工装(2)上的治具中;所述弹簧上料装置(4)用于将弹簧转配到线架中;所述动铁芯上料装置(5)用于将动铁芯一段插设到弹簧上;所述检测装置(6)用于对线架进行检测;所述下料装置(7)用于将成品的线架从治具上搬运下来进行分类存储。
2.如权利要求1所述的脱扣线圈磁路装配机,其特征在于:所述线架上料装置(3)包括线架振动上料器(31);所述线架振动上料器(31)的输出端设有来料检测部件(32);所述线架振动上料器(31)一侧设有上料搬运机械手(33);其中,所述来料检测部件(32)检测到线架振动上料器(31)将物料输送到位后;所述上料搬运机械手(33)移动至来料检测部件(32)上方后再插入到线架上抬升,并将相邻的线架调整一定间距后输出。
3.如权利要求2所述的脱扣线圈磁路装配机,其特征在于:所述上料搬运机械手(33)包括固设于所述机架(1)上的x-z平面移动机构(331);所述x-z平面移动机构(331)输出端固设有定位板(332);所述x-z平面移动机构(331)输出端上可滑动设有调整部件(333);所述x-z平面移动机构(331)输出端顶部设有压入气缸(334);所述压入气缸(334)可驱动所述调整部件(333)在定位板(332)上方来回往复移动;
4.如权利要求1所述的脱扣线圈磁路装配机,其特征在于:所述弹簧上料装置(4)包括弹簧振动上料机构(41);所述弹簧振动上料机构(41)正前方设有弹簧装入机构(42),相邻所述弹簧装入机构(42)与所述弹簧振动上料机构(41)之间通过管道连接。
5.如权利要求4所述的脱扣线圈磁路装配机,其特征在于:所述弹簧装入机构(42)包括弹簧装入底座(421);所述弹簧装入底座(421)一侧设有第一抬升气缸(422);所述第一抬升气缸(422)的输出端连接有t形底座(423);所述t形底座(423)一侧固设有凹形料座(424);所述t形底座(423)上可滑动设有弹簧限位部件(425);所述弹簧限位部件(425)由一限位气缸来回往复驱动;所述弹簧限位部件(425)上进行设有限位针(426);限位针(426)可来回往复插设于凹形料座(424)上;所述凹形料座(424)顶部通过管道连接有环形电感式接近开关。
6.如权利要求1所述的脱扣线圈磁路装配机,其特征在于:所述动铁芯上料装置(5)包括动铁芯振动上料器(51);所述动铁芯振动上料器(51)正前方设有动铁芯分料压入机构(52);所述动铁芯分料压入机构(52)与所述动铁芯振动上料器(51)之间通过管路连接。
7.如权利要求6所述的脱扣线圈磁路装配机,其特征在于:所述动铁芯分料压入机构(52)包括动铁芯分料支架(521);所述铁芯分料支架(521)一侧固设有第二抬升气缸(522);所述第二抬升气缸(522)输出端设有接料座(523);所述接料座(523)上可来回往复移动设有分料部(524);沿所述接料座(523)竖直方向上设有压入部件(525)。
8.如权利要求1所述的脱扣线圈磁路装配机,其特征在于:所述检测装置(6)包括固定安装在所述回形回流工装(2)上的第一检测部件(61),用于检测线架上是否缺少动铁芯或者安装高度过高;所述第一检测部件(61)一侧设有通电检测部件(62),用于接通线架电路来对动铁芯进行检查。
9.如权利要求1所述的脱扣线圈磁路装配机,其特征在于:所述下料装置(7)包括斜对称设置的下料机械手(71),相邻所述下料机械手(71)之间设有收集部件(72)。
技术总结
本技术涉及一种脱扣线圈磁路装配机,包括机架以及安装在机架上回形回流工装,沿所述回形回流工装运输方向的周侧上依次设有线架上料装置、弹簧上料装置、动铁芯上料装置、检测装置以及下料装置;所述线架上料装置用于将并拢的线架调整一定间距后放置到所述回形回流工装上的治具中;所述弹簧上料装置用于将弹簧转配到线架中;所述动铁芯上料装置用于将动铁芯一段插设到弹簧上;所述检测装置用于对线架进行检测;所述下料装置用于将成品的线架从治具上搬运下来进行分类存储。本技术提升了自动化水平,适用于大批量装配作业中脱扣线圈磁路装配机。
技术研发人员:徐茂文,杨长焕,吕探,刘映晓
受保护的技术使用者:厦门斯普机电有限公司
技术研发日:20230531
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!