一种硫化轴承支座仿形压装工装的制作方法
本技术涉及工装的领域,具体涉及一种硫化轴承支座仿形压装工装。
背景技术:
1、现有技术中,长柄三柱壳与硫化轴承支座装配时,先将长柄三柱壳正放在压机工作台上,再放上硫化轴承支座,然后将套筒工装放在硫化轴承支座上,再把套好工装的三柱壳拿到压机的压头下面压装。手动压装到底,记录压装位置,最后将压装位置输入程序,再自动执行。
2、采用这种方式主要存在以下缺陷:
3、1)、硫化轴承支座容易装错:我厂硫化轴承支座有4个型号,且外观相近,实际生产中很容易压错硫化轴承支座,使主机厂无法装配,造成客户抱怨;
4、2)、压装工序繁琐,效率低下:需要在工装上将长柄三柱壳放好,然后放支座,再放压装工装,最后再将产品和工装一起拿到工作台面上;
5、3)、劳动强度高:压装工装重量约2公斤,增加员工劳动强度;
6、4)、压装尺寸无法保证:因长柄杆部长度较长,公差范围比较大,原压装方式是工装限位,尺寸无法保证;
7、5)需要采购很多专用工装:同一个硫化轴承支座,用于几个型号的长柄三柱壳上,都需要采购专用型号的压装工装,增加采购成本。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,而提供一种硫化轴承支座仿形压装工装,避免硫化轴承支座装错,减少压装工序,提高效率,降低劳动强度;保证压装尺寸和产品质量,根据硫化轴承支座型号决定工装型号,减少专用工装采购。
2、本实用新型的目的是通过如下技术方案来完成的:这种硫化轴承支座仿形压装工装,包括三柱槽壳、轴承支座和工装本体,所述三柱槽壳的一端为壳体部,另一端为长柄部,所述轴承支座套设在所述壳体部与长柄部的连接处;所述工装本体的中间贯穿开设中心槽供长柄部穿过,轴承支座将壳体部卡在中心槽上,长柄部沿中心槽移动;中心槽外缘的工装本体上表面开设仿形槽,仿形槽的形状与轴承支座的形状相匹配,仿形槽上贯穿开设若干工装定位孔,用于配合设备工作台将工装本体固定;仿形槽上还设有若干支座定位销,支座定位销用于配合轴承支座上开设的定位孔,将轴承支座与工装本体定位;所述三柱槽壳通过设备压头与轴承支座压紧配合。
3、作为进一步的技术方案,所述仿形槽的外缘处设有二条限位档条,用于挡止轴承支座。
4、作为进一步的技术方案,所述设备工作台上与中心槽相对应位置处开设滑槽,供所述长柄部滑移。
5、作为进一步的技术方案,所述中心槽包括远离仿形槽的直线段和靠近仿形槽的半圆弧段。
6、作为进一步的技术方案,所述半圆弧段的边缘处设有凸台,凸台的高度为0.2mm。
7、作为进一步的技术方案,所述工装定位孔的数量为三个,所述支座定位销的数量为二个。
8、本实用新型的有益效果为:
9、1、压装时,长柄三柱壳预先套在轴承支座上,突破传统压装方式,使压装流程简单化,方便员工操作,降低劳动强度;
10、2、操作时,可以一只手拿压装好的长柄三柱壳,一只手拿需要压装的长柄三柱壳,实现同时上下料,提高工装效率;
11、3、增加仿形槽结构,保证压装尺寸,同时也能避免生产过程中硫化轴承支座压错型号,压装尺寸不合格的情况发生;
12、4、通过改变支座定位销在仿形槽上的位置,即可适应其他型号的硫化轴承支座,通用性强,减少采购专用工装数量。
技术特征:
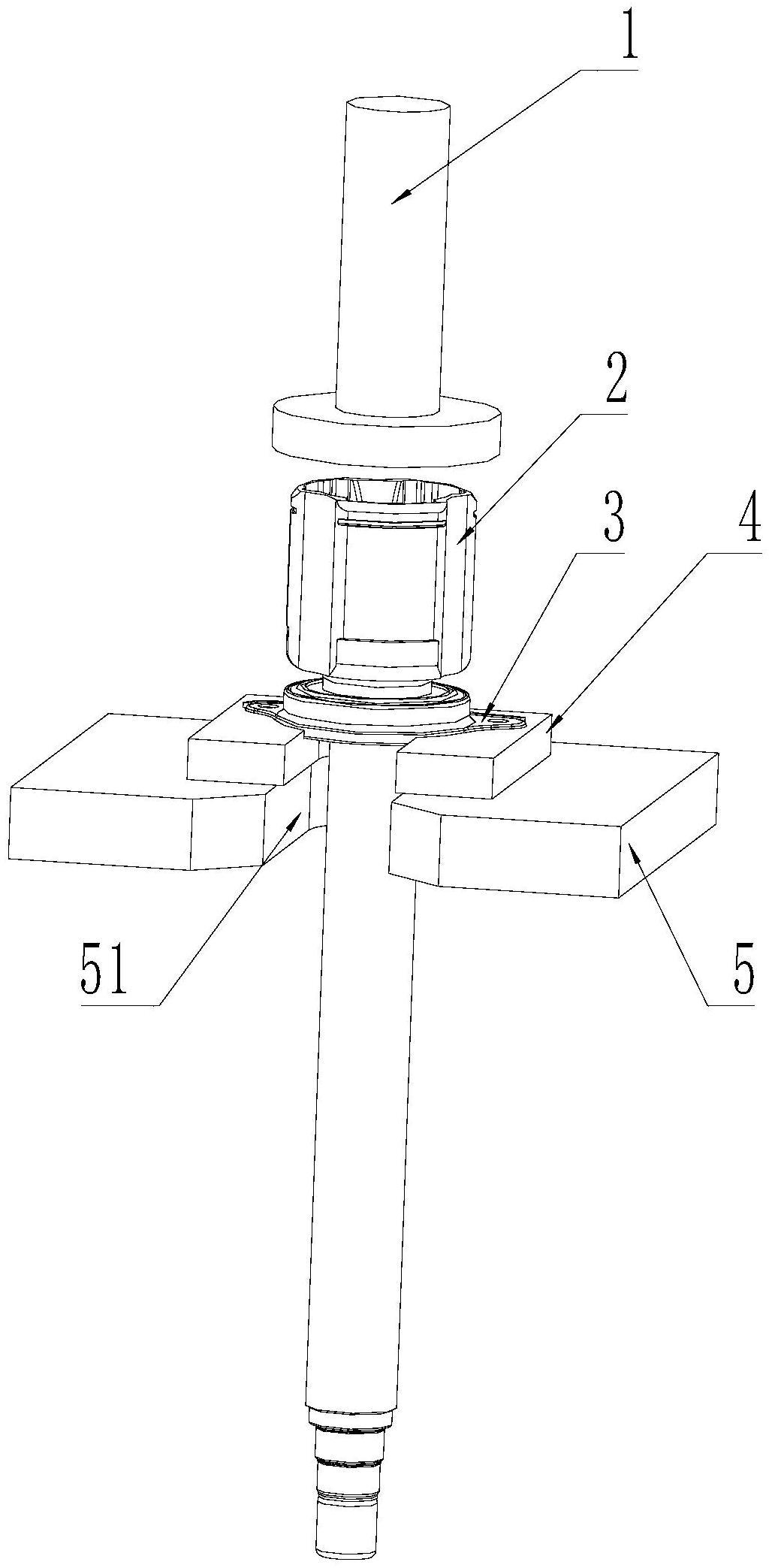
1.一种硫化轴承支座仿形压装工装,其特征在于:包括三柱槽壳(2)、轴承支座(3)和工装本体(4),所述三柱槽壳(2)的一端为壳体部(21),另一端为长柄部(22),所述轴承支座(3)套设在所述壳体部(21)与长柄部(22)的连接处;所述工装本体(4)的中间贯穿开设中心槽(41)供长柄部(22)穿过,轴承支座(3)将壳体部(21)卡在中心槽(41)上,长柄部(22)沿中心槽(41)移动;中心槽(41)外缘的工装本体(4)上表面开设仿形槽(42),仿形槽(42)的形状与轴承支座(3)的形状相匹配,仿形槽(42)上贯穿开设若干工装定位孔(43),用于配合设备工作台(5)将工装本体(4)固定;仿形槽(42)上还设有若干支座定位销(44),支座定位销(44)用于配合轴承支座(3)上开设的定位孔(31),将轴承支座(3)与工装本体(4)定位;所述三柱槽壳(2)通过设备压头(1)与轴承支座(3)压紧配合。
2.根据权利要求1所述的硫化轴承支座仿形压装工装,其特征在于:所述仿形槽(42)的外缘处设有二条限位档条(45),用于挡止轴承支座(3)。
3.根据权利要求1所述的硫化轴承支座仿形压装工装,其特征在于:所述设备工作台(5)上与中心槽(41)相对应位置处开设滑槽(51),供所述长柄部(22)滑移。
4.根据权利要求3所述的硫化轴承支座仿形压装工装,其特征在于:所述中心槽(41)包括远离仿形槽(42)的直线段和靠近仿形槽(42)的半圆弧段。
5.根据权利要求4所述的硫化轴承支座仿形压装工装,其特征在于:所述半圆弧段的边缘处设有凸台(46)。
6.根据权利要求1所述的硫化轴承支座仿形压装工装,其特征在于:所述工装定位孔(43)的数量为三个,所述支座定位销(44)的数量为二个。
技术总结
本技术公开了一种硫化轴承支座仿形压装工装,涉及工装领域,包括三柱槽壳等,三柱槽壳包括壳体部、长柄部,轴承支座套设在壳体部与长柄部的连接处;工装本体的中间贯穿开设中心槽,轴承支座将壳体部卡在中心槽,长柄部沿中心槽移动;中心槽外缘的工装本体上表面开设仿形槽,仿形槽的形状与轴承支座的形状相匹配,仿形槽上贯穿开设若干工装定位孔;仿形槽上还设有若干支座定位销,支座定位销用于将轴承支座与工装本体定位;三柱槽壳通过设备压头与轴承支座压紧配合。本技术避免硫化轴承支座装错,减少压装工序,提高效率,降低劳动强度;保证压装尺寸和产品质量,根据硫化轴承支座型号决定工装型号,减少专用工装采购。
技术研发人员:王茂,韩呈阔
受保护的技术使用者:万向钱潮股份公司
技术研发日:20221117
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!