一种背光组装机的制作方法
本技术涉及背光组装设备,更具体地说,涉及一种背光组装机。
背景技术:
1、在半导体行业中,背光组装往往是将oc(open cell液晶面板)和背光模板组装在一起,现有技术中,大多采用人工组装,组装效率低,人力成本高,且组装精度低,导致背光组装的质量差。
2、因此,如何提供一种背光组装机,以实现液晶面板和背光模板的自动组装,是目前本领域技术人员亟待解决的问题。
技术实现思路
1、有鉴于此,本实用新型的目的是提供一种背光组装机,可实现液晶面板和背光模板的自动组装,降低工人劳动强度和人工成本,提高组装效率和组装精度。
2、为了实现上述目的,本实用新型提供如下技术方案:
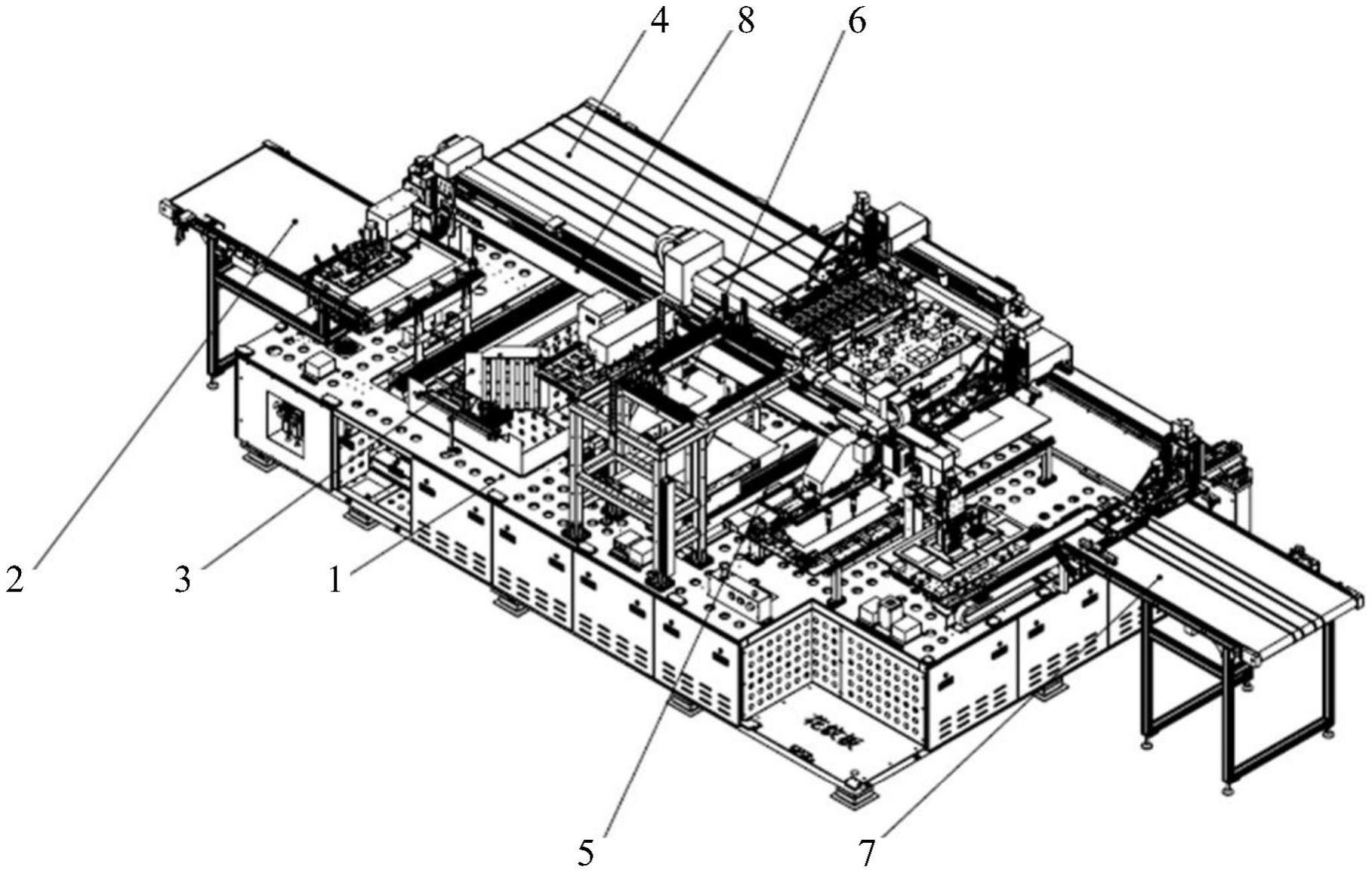
3、一种背光组装机,包括机架和分别设于所述机架的:
4、液晶面板上料装置,用于将液晶面板上料至面板上料位;
5、撕膜装置,用于对撕膜位的所述液晶面板撕膜;
6、背光模组上料装置,用于将背光模组上料至背光对位贴合装置;
7、所述背光对位贴合装置,用于将所述背光模组输送至贴合位,以使撕膜后的所述液晶面板贴合至所述贴合位的所述背光模组;
8、抛料装置,用于检测所述液晶面板和所述背光模组贴合后的背光组装件是否合格,并对不合格的所述背光组装件进行抛料;
9、下料装置,用于将合格的所述背光组装件进行下料;
10、搬料装置,用于将所述面板上料位的所述液晶面板搬运至所述撕膜位,将撕膜后的所述液晶面板搬运至所述贴合位,并将所述背光组装件搬运至所述抛料装置,将所述抛料装置检测合格的所述背光组装件搬运至所述下料装置。
11、可选地,所述液晶面板上料装置包括:
12、面板皮带输送线,用于将所述液晶面板上料至所述面板上料位;
13、风刀,设于所述面板皮带输送线的末端,用于对所述液晶面板进行风干处理。
14、可选地,所述撕膜装置包括:
15、吸板,用于吸附固定所述液晶面板,所述液晶面板贴设有膜片;
16、粘性胶辊组件,用于粘住所述膜片的预设位置;
17、可开合的夹膜组件,用于夹住卷起的所述膜片;
18、第一驱动机构,分别连接所述粘性胶辊组件和所述夹膜组件,所述第一驱动机构用于当所述粘性胶辊组件粘住所述膜片后,带动所述粘性胶辊组件运动,使所述粘性胶辊组件带动所述膜片卷起若干圈,并在所述夹膜组件夹住所述膜片后,带动所述夹膜组件运动,以将所述膜片从所述液晶面板撕除;其中,所述膜片卷起若干圈后,所述夹膜组件闭合,以夹住所述膜片。
19、可选地,所述夹膜组件包括:
20、连接板;
21、夹膜夹板,设于所述连接板;
22、撕膜夹取气缸,安装于所述连接板;
23、夹膜挡板,与所述撕膜夹取气缸连接,以通过所述撕膜夹取气缸带动所述夹膜挡板靠近或远离所述夹膜夹板,使所述夹膜组件闭合或张开。
24、可选地,所述背光模组上料装置包括:
25、背光皮带输送线,用于输送所述背光模组;
26、背光清洁风刀,设于所述背光皮带输送线的上方,用于对所述背光模组进行清洁处理;
27、滚轮预对位组件,设于所述背光皮带输送线的末端;
28、校正组件,设于所述滚轮预对位组件背离所述背光皮带输送线的一侧,用于对所述背光模组进行预对位;
29、背光取料组件,用于获取预对位后的所述背光模组;
30、背光模组搬运组件,与所述背光取料组件连接,用于驱动所述背光取料组件将所述背光模组搬运至所述背光对位贴合装置上。
31、可选地,所述背光对位贴合装置包括:
32、真空载台,用于承接所述背光模组上料装置搬运的所述背光模组;
33、贴合搬运直线电机,与所述真空载台连接,用于驱动所述真空载台在所述背光模组上料装置和所述贴合位之间运动;
34、视觉拍照组件,设于所述贴合位的上方,用于对所述背光模组进行拍照,并当所述搬料装置将撕膜后的所述液晶面板搬运至所述贴合位时进行拍照;
35、视觉安装焊接架,用于设置所述视觉拍照组件。
36、可选地,所述抛料装置包括:
37、检测组件,用于检测所述背光组装件组装的是否合格;
38、抛料皮带输送线,用于当所述背光组装件组装的不合格时,将所述背光组装件输送至抛料位。
39、可选地,所述下料装置包括:
40、成品精度平台,用于承接所述搬料装置搬运的合格的所述背光组装件;
41、精度平台驱动电机组件,与所述成品精度平台连接,用于驱动所述成品精度平台运动至精度检测组件;
42、所述精度检测组件,用于对所述背光组装件进行组装精度检测;
43、保压搬运组件,用于将检测完的所述背光组装件搬运至保压组件;
44、所述保压组件,用于对所述背光组装件进行保压;
45、保压驱动组件,与所述保压组件连接,用于驱动所述保压组件运动至下料搬运组件的下方;
46、所述下料搬运组件,用于获取所述背光组装件并将所述背光组装件搬运至下料输送皮带线;
47、所述下料输送皮带线,用于对所述背光组装件进行下料。
48、可选地,所述搬料装置包括:
49、搬臂底架;
50、三动子直线电机,安装于所述搬臂底架;
51、取料组件,与所述三动子直线电机的第一滑座连接,用于将所述面板上料位的所述液晶面板搬运至所述撕膜位;
52、贴合组件,与所述三动子直线电机的第二滑座连接,用于将撕膜后的所述液晶面板搬运至所述贴合位;
53、贴合下料组件,与所述三动子直线电机的第三滑座连接,用于将所述背光组装件搬运至所述抛料装置,并将所述抛料装置检测合格的所述背光组装件搬运至所述下料装置。
54、可选地,所述机架包括:
55、焊接底架;
56、废料盒,设于所述焊接底架,用于接收撕下的膜片。
57、本实用新型提供的背光组装机,工作时,利用液晶面板上料装置将液晶面板上料至面板上料位;利用搬料装置将面板上料位的液晶面板搬运至撕膜位;利用撕膜装置对撕膜位的液晶面板进行撕膜;利用背光模组上料装置将背光模组上料至背光对位贴合装置;利用背光对位贴合装置将背光模组输送至贴合位;然后,利用搬料装置将撕膜完成的液晶面板搬运至贴合位,使撕完膜的液晶面板贴合至背光模组,形成背光组装件;再利用搬料装置将背光组装件搬运至抛料装置;利用抛料装置检测背光组装件是否合格,并对不合格的背光组装件进行抛料;再利用搬料装置将抛料装置检测合格的背光组装件搬运至下料装置;利用下料装置将合格的背光组装件进行下料,至此完成背光组装过程。
58、由此可以看出,该背光组装机可实现液晶面板和背光模组的自动上料、液晶面板的自动撕膜、液晶面板和背光模组的自动贴合、背光组装件的自动检测以及合格、不合格背光组装件的自动下料,使得背光组装的整个组装过程可实现全自动化组装,代替人工操作,降低了工人劳动强度和人工成本,提高了组装效率和组装精度,使得背光组装的质量好。
- 还没有人留言评论。精彩留言会获得点赞!