一种双折弯成型模具的制作方法
本技术涉及折弯模具,具体为一种双折弯成型模具。
背景技术:
1、冲压模具是在冲压加工中,将金属或非金属材料加工成零件或半成品的一种特殊工艺装备,称为冲压模具。利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、而现有的冲压模具在对工件进行一次冲压折弯时,工件折弯公差尺寸差别较大,导致需要通过多台模具多次开合来实现,这种冲压方式需要设计多台模具以及耗费大量时间,尤其是在对小规模零件生产或打样时,企业需要投入大量的研发成本和生产成本,基于此,提供一种具有补偿功能并可以快速对板材进行双折弯,并且节约生产时间和降低生产成本的双折弯成型模具是存在较高实用性的。
技术实现思路
1、本实用新型的目的在于提供一种双折弯成型模具,以解决上述背景技术提出的问题。
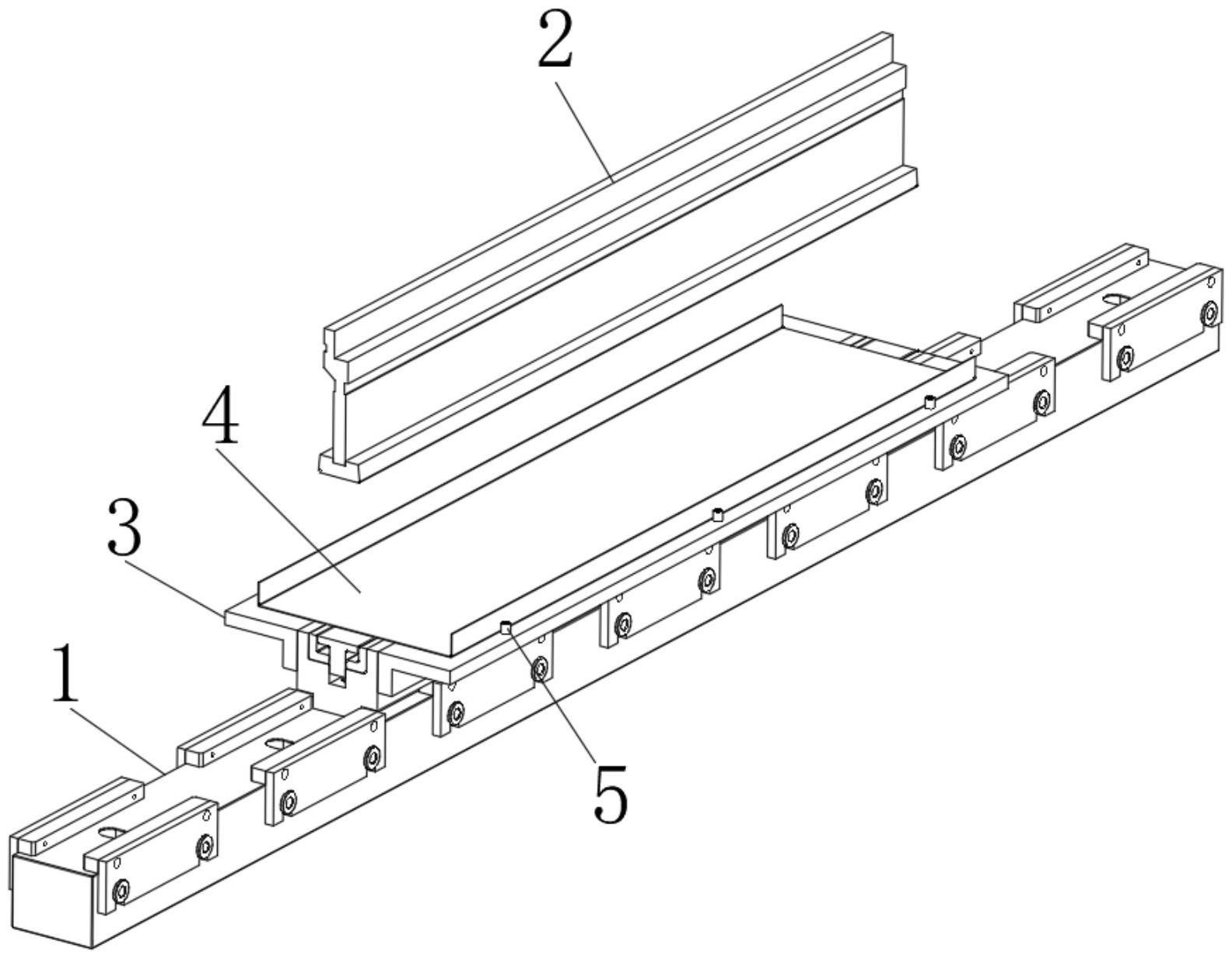
2、为实现上述目的,本实用新型提供如下技术方案:一种双折弯成型模具,包括折弯下模座、折弯工件和折弯上模,所述折弯下模座的顶部安装有双折弯成型机构,所述折弯上模与伺服折弯机的输出端固定固定连接,所述折弯上模位于双折弯成型机构的正上方,所述折弯工件置于双折弯成型机构表面并通过伺服折弯机进行折弯成型;
3、所述双折弯成型机构包括安装于折弯下模座顶部的折弯下模块,所述折弯下模块的中部开设有t形凹槽,所述t形凹槽的底部开设有若干安装孔,所述安装孔内安装有导向销,所述安装孔内位于导向销的外部套设有第一压缩弹簧,所述t型凹槽的两侧侧壁均安装有补偿组件,所述t形凹槽内位于两个补偿组件之间设置有顶升块,所述顶升块与第一压缩弹簧连接。
4、作为本实用新型的进一步描述:所述补偿组件包括开设于t形凹槽两侧侧壁的若干固定槽,所述固定槽内安装有固定销,所述固定槽内位于固定销的外部套设有第二压缩弹簧,位于同侧的多个第二压缩弹簧均与补偿块固定连接,所述补偿块的横截面呈l状。
5、作为本实用新型的进一步描述:所述折弯下模块的两侧均通过螺钉固定连接有托料板,所述托料板的横截面呈l状。
6、作为本实用新型的进一步描述:第一压缩弹簧和第二压缩弹簧处于初始状态时,托料板、折弯下模块和补偿块的顶部处于同一水平面。
7、作为本实用新型的进一步描述:所述顶升块的横截面呈t形,所述顶升块的底端尺寸与t形凹槽的底端尺寸相匹配。
8、作为本实用新型的进一步描述:两个所述托料板的顶端均安装有定位销钉,所述折弯工件之间定位销钉之间。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)通过设置的双折弯成型工具设置的折弯下模块和顶升块的作用下,在折弯工件受到折弯上模下压作用时进行下移让位,同时能够快速将板装的折弯工件折弯成盒状,且通过补偿组件能够对折弯后的工件侧面进行补偿折弯,从而能够使得双折弯后的工件折弯公差在缩小,提升折弯工件的折弯精度,尤其是在对小规模零件生产或打样生产时能够有效降低生产成本,实用性较佳;
11、(2)该双折弯成型机构由折弯下模块、补偿组件、第一压缩弹簧、顶升块和托料板等组成,结构简单紧凑,安装调试方便,而且通过定位销钉对折弯工件进行精准定位,然后折弯上模往下进行折弯,从而让工件一次成型,达到图纸加工尺寸要求;托料板可拆卸,根据实际加工需求进行变更。
技术特征:
1.一种双折弯成型模具,包括折弯下模座(1)、折弯工件(4)和折弯上模(2),其特征在于:所述折弯下模座(1)的顶部安装有双折弯成型机构(3),所述折弯上模(2)与伺服折弯机的输出端固定固定连接,所述折弯上模(2)位于双折弯成型机构(3)的正上方,所述折弯工件(4)置于双折弯成型机构(3)表面并通过伺服折弯机进行折弯成型;
2.根据权利要求1所述的一种双折弯成型模具,其特征在于:所述补偿组件(36)包括开设于t形凹槽(32)两侧侧壁的若干固定槽(361),所述固定槽(361)内安装有固定销(362),所述固定槽(361)内位于固定销(362)的外部套设有第二压缩弹簧(363),位于同侧的多个第二压缩弹簧(363)均与补偿块(364)固定连接,所述补偿块(364)的横截面呈l状。
3.根据权利要求1所述的一种双折弯成型模具,其特征在于:所述折弯下模块(31)的两侧均通过螺钉固定连接有托料板(38),所述托料板(38)的横截面呈l状。
4.根据权利要求2所述的一种双折弯成型模具,其特征在于:第一压缩弹簧(35)和第二压缩弹簧(363)处于初始状态时,托料板(38)、折弯下模块(31)和补偿块(364)的顶部处于同一水平面。
5.根据权利要求1所述的一种双折弯成型模具,其特征在于:所述顶升块(37)的横截面呈t形,所述顶升块(37)的底端尺寸与t形凹槽(32)的底端尺寸相匹配。
6.根据权利要求3所述的一种双折弯成型模具,其特征在于:两个所述托料板(38)的顶端均安装有定位销钉(5)。
技术总结
本技术提供一种双折弯成型模具,包括折弯下模座、折弯工件和折弯上模,折弯下模座的顶部安装有双折弯成型机构,折弯上模与伺服折弯机的输出端固定固定连接,折弯上模位于双折弯成型机构的正上方,折弯工件置于双折弯成型机构表面并通过伺服折弯机进行折弯成型,通过设置的双折弯成型工具设置的折弯下模块和顶升块的作用下,在折弯工件受到折弯上模下压作用时进行下移让位,同时能够快速将板装的折弯工件折弯成盒状,且通过补偿组件能够对折弯后的工件侧面进行补偿折弯,从而能够使得双折弯后的工件折弯公差在缩小,提升折弯工件的折弯精度。
技术研发人员:张国平,张国芳,张景
受保护的技术使用者:东莞市谊科数控科技有限公司
技术研发日:20221226
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!