冲压系统及冲压系统的控制方法与流程
本发明涉及冲压系统以及冲压系统的控制方法。
背景技术:
1、以往,具有进行顺序进给冲压加工(以下,称为顺序进给加工)的冲压装置。在顺序进给加工中,在1个模具中具有多个加工工步,进行多个加工(多个工序)。从设置于加工的上游侧的卷绕机向进行顺序进给加工的冲压装置供给卷材。在卷绕机与冲压装置之间设置有矫正卷材的卷痕并输送卷材的矫直进料机。在这样的冲压系统中,需要与冲压装置的加工动作(换言之,滑动件的上下动作)相应地进行卷材的输送的控制(例如,参照专利文献1)。
2、冲压装置具备与曲轴的旋转连结的旋转凸轮开关,基于与冲压装置的加工动作同步地从旋转凸轮开关输出的信号,进行加工的控制。在用于使冲压装置和矫直进料机连动地动作的各种时机的控制中,也使用从旋转凸轮开关输出的信号。为了在预定的时机输出来自旋转凸轮开关的信号,配合冲压装置中使用的模具,手动进行从旋转凸轮开关输出信号的时机和冲压装置的加工动作的调整。
3、现有技术文献
4、专利文献
5、专利文献1:特开2007-075851号公报
技术实现思路
1、发明所要解决的课题
2、然而,从旋转凸轮开关输出信号的时机(以下,称为输出时机)的调整是通过对冲压装置进行微动运转等而手动进行的。手动的调整有时进行多次,有时调整需要时间。另外,由于无法保存通过调整来自旋转凸轮开关的信号的输出时机而得到的信息,所以每次更换模具时都需要进行上述调整。因此,从自动化的观点出发,背景技术具有改进的余地。
3、本发明是鉴于上述情况而完成的,其例示性课题在于提供一种能够自动地进行用于使冲压装置与进给装置连动的时机的设定的冲压系统以及冲压系统的控制方法。
4、用于解决课题的方案
5、为了解决上述课题,本发明具有以下主旨。
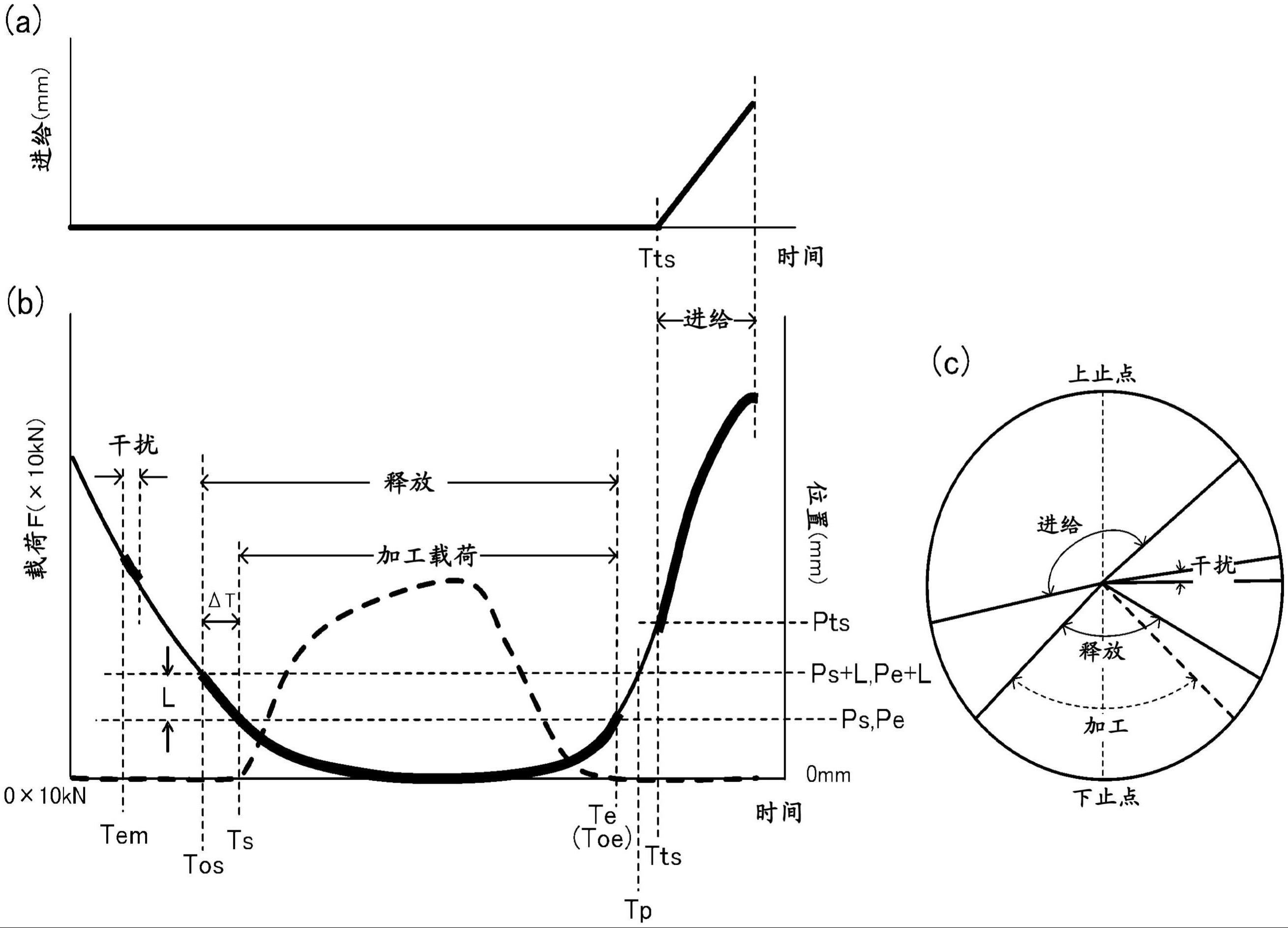
6、(1)一种冲压系统,具备:保持装置,其保持卷材;冲压装置,其进行在多个工步中进行多个加工的顺序进给冲压加工;以及进给装置,其将保持于所述保持装置的所述卷材向所述冲压装置输送,其中,所述进给装置具有辊,所述辊在夹持所述卷材的关闭状态下将所述卷材向所述冲压装置输送,当所述冲压装置的加工开始时,所述辊成为打开所述卷材的打开状态,所述冲压装置具有:载荷检测单元,其检测加工时的载荷;销,其嵌入在所述卷材上开设的孔,进行所述加工时的定位;以及控制单元,其以使所述进给装置与所述冲压装置连动地进行所述加工的方式进行控制,所述控制单元基于所述载荷检测单元的检测结果和所述销的长度,求出将所述辊从所述关闭状态切换为所述打开状态的时机。
7、(2)一种冲压系统的控制方法,其中,该冲压系统具备:保持装置,其保持卷材;冲压装置,其进行在多个工步中进行多个加工的顺序进给冲压加工;以及进给装置,其将保持于所述保持装置的所述卷材向所述冲压装置输送,其中,所述进给装置具有辊,所述辊在夹持所述卷材的关闭状态下将所述卷材向所述冲压装置输送,当所述冲压装置的加工开始时,所述辊成为打开所述卷材的打开状态,所述冲压装置具有:载荷检测单元,其检测加工时的载荷;销,其嵌入在所述卷材上开设的孔,进行所述加工时的定位;以及控制单元,其以使所述进给装置与所述冲压装置连动地进行所述加工的方式进行控制,其中,该冲压系统的控制方法具备如下工序:所述控制单元基于所述载荷检测单元的检测结果和所述销的长度,求出将所述辊从所述关闭状态切换为所述打开状态的时机。
8、本发明的进一步的目的或其他特征通过以下参照附图说明的优选的实施方式而变得明确。
9、发明效果
10、根据本发明,能够提供一种能够自动地进行用于使冲压装置与进给装置连动的时机的设定的冲压系统以及冲压系统的控制方法。
技术特征:
1.一种冲压系统,其具备:保持装置,其保持卷材;冲压装置,其进行在多个工步中进行多个加工的顺序进给冲压加工;以及进给装置,其将保持于所述保持装置的所述卷材向所述冲压装置输送,
2.根据权利要求1所述的冲压系统,其特征在于,
3.根据权利要求2所述的冲压系统,其特征在于,
4.根据权利要求3所述的冲压系统,其特征在于,
5.根据权利要求4所述的冲压系统,其特征在于,
6.根据权利要求5所述的冲压系统,其特征在于,
7.根据权利要求6所述的冲压系统,其特征在于,
8.根据权利要求6所述的冲压系统,其特征在于,
9.根据权利要求3~8中任一项所述的冲压系统,其特征在于,
10.一种冲压系统的控制方法,该冲压系统具备:保持装置,其保持卷材;冲压装置,其进行在多个工步中进行多个加工的顺序进给冲压加工;以及进给装置,其将保持于所述保持装置的所述卷材向所述冲压装置输送,该冲压系统的控制方法的特征在于,
技术总结
本发明提供一种冲压系统以及冲压系统的控制方法,能够自动地进行用于使冲压装置与进给装置连动的时机的设定。矫直进料机具有进料辊,该进料辊在夹持有卷材的关闭状态下将卷材输送至冲压装置,若开始利用冲压装置进行的加工,则成为打开卷材的打开状态,冲压装置具有:传感器,其检测加工时的载荷F;定位销,其嵌入开设于卷材的孔,进行加工时的定位;以及控制器,其进行控制以使矫直进料机与冲压装置连动地进行加工,控制器基于传感器的检测结果和定位销的长度L,求出将进料辊从关闭状态切换为打开状态的释放的开始时机Tos、即位置Ps+L。
技术研发人员:中泽一贵,内海阳
受保护的技术使用者:株式会社天田集团
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!