异种金属件的接合方法与流程
本公开涉及使用铆钉并通过电阻焊将材质不同的多个金属部件接合的异种金属件的接合方法。
背景技术:
1、以往,已知有例如如专利文献1所记载的那样,使用具备头部和轴部的金属制的铆钉并通过电阻焊将异种金属件接合的电阻焊方法。在这样的电阻焊方法中,例如,以按照头部、轴部、铝板、铁板的顺序进行排列的方式,利用两个电极夹着铆钉、铝板及铁板,通过对它们进行加压通电,在贯穿了铝板的轴部与铁板之间生成焊核,将铝板夹在头部与铁板之间,从而将铝板与铁板接合。电极具有电极部、和向电极部传导电且保持电极部的柄。
2、现有技术文献
3、专利文献
4、专利文献1:日本特开2020-69499号公报
技术实现思路
1、发明要解决的课题
2、在像上述那样使用铆钉将异种金属件接合的情况下,要想使铝熔融并使铆钉迅速地贯穿,在加压通电时需要高电流。但是,若电极的电阻大,则会产生由于超过变压器的额定值而无法流过高电流这一问题。
3、用于解决课题的技术手段
4、本公开可以作为以下的方式来实现。
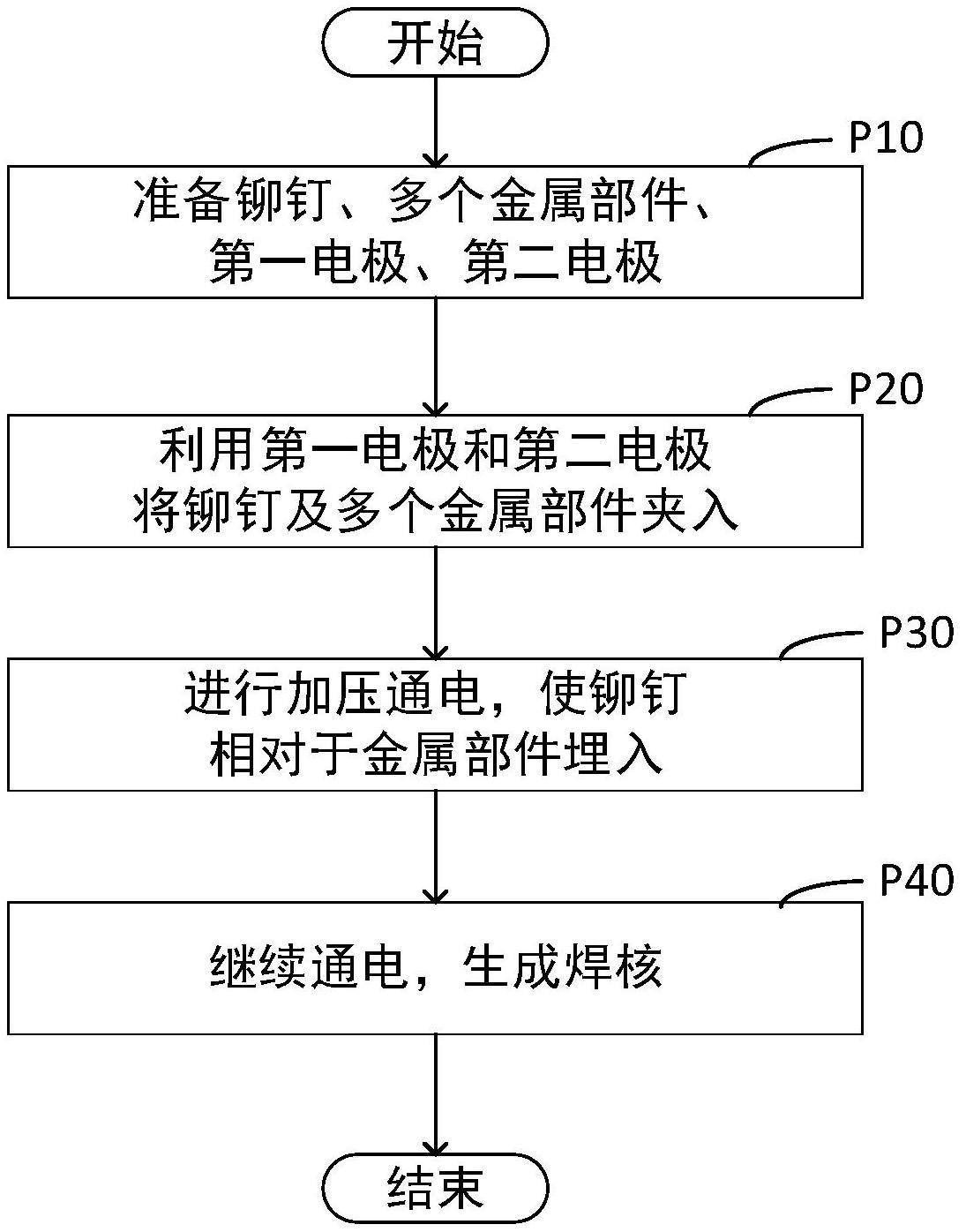
5、根据本公开的一方式,提供一种异种金属件的接合方法。该异种金属件的接合方法是使用铆钉并通过电阻焊将材质不同的多个金属部件接合的异种金属件的接合方法,该方法具备:准备工序,准备所述铆钉、多个所述金属部件、以及柄和设置于所述柄的前端的电极部;夹入工序,利用所述第一电极和所述第二电极夹着所述铆钉及多个所述金属部件;以及埋入工序,通过利用所述第一电极和所述第二电极进行加压通电,使所述铆钉相对于所述金属部件埋入,所述准备工序包括如下工序:作为所述第一电极及所述第二电极,准备满足所述第一电极的电阻值及所述第二电极的电阻值为待接合的多个所述金属部件的电阻值与所述铆钉的电阻值的合计值以下这一条件的两个电极。
技术特征:
1.一种异种金属件的接合方法,其使用铆钉并通过电阻焊将材质不同的多个金属部件接合,该方法具备:
2.根据权利要求1所述的异种金属件的接合方法,
技术总结
异种金属件的接合方法具备:准备工序,准备铆钉、多个金属部件、以及柄和设置于柄的前端的电极部;夹入工序,利用第一电极和第二电极夹着铆钉及多个金属部件;以及埋入工序,通过利用第一电极和第二电极进行加压通电,使铆钉相对于金属部件埋入。准备工序包括如下工序:作为第一电极及第二电极,准备满足第一电极的电阻值及第二电极的电阻值为待接合的多个金属部件的电阻值与铆钉的电阻值的合计值以下这一条件的两个电极。
技术研发人员:小仓修平,关口智彦,黑川翔太郎,长泽克浩,足立裕,柳桥大祐,青山真,稻垣圭一郎
受保护的技术使用者:丰田自动车株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!