数控型钢钻割生产方法、软件及系统与流程
本发明涉及数据处理系统或方法,具体涉及数控型钢钻割生产方法、软件及系统。
背景技术:
1、目前,在加工u型钢或者h型钢时,需要对钢材料进行钻孔刻字、切割和锁口等操作,钻孔刻字、切割和锁口等操作都有相应的工控机进行自动化控制,但是钻孔系统、切割系统和锁口系统都是相互独立的,需要分别进行操作,当加工的钢材数量较大时,无法形成流水线作业,效率低下,并且针对已知的加工目标数据,无法对待加工的原材料进行自动规划,而需要手动计算。
技术实现思路
1、本发明的目的在于:基于获取的构件长度、数量和原材料的长度,采用自动套排组合的方法,以生成原材料加工数据,基于原材料加工数据实现型钢加工的流水线自动化加工,因此,提出了数控型钢钻割锁生产方法、软件及系统。
2、为了实现上述目的,本发明采用的技术方案为:
3、数控型钢钻割生产方法,包括以下步骤:
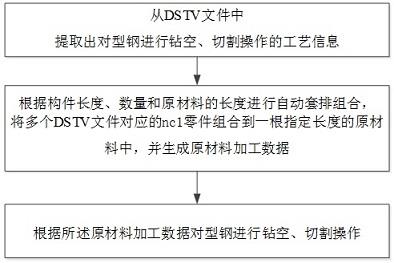
4、从dstv文件中提取出对型钢进行钻空、切割操作的工艺信息,所述工艺信息包括构件长度和数量;
5、根据所述构件长度、数量和原材料的长度进行自动套排组合,所述自动套排料组合是指,将多个dstv文件对应的nc1零件组合到一根指定长度的原材料中,并生成原材料加工数据;
6、根据所述原材料加工数据对型钢进行钻空、切割操作。
7、作为优选方案,所述自动套排料组合包括以下步骤:
8、将相同构件主型材的所述工艺信息放到一个数组中;
9、依次将所述数组中的构件长度进行叠加,得到合计长度,当合计长度大于或等于原材料的长度时,完成一个套排料工件,生成一个pnc文件。
10、作为优选方案,所述原材料的长度等于原材料实际长度加上加工余量。
11、作为优选方案,从dstv文件中提取出对型钢进行钻空、切割操作的工艺信息,具体包括:
12、读取来自钢结构设计软件tekla生成的数控加工文件;
13、以文本形式打开所述数控加工文件,并提取关键数据,得到工艺信息。
14、作为优选方案,所述提取的关键数据包括用于切割的外形轮廓数组、用于钻孔的孔径长度和孔径坐标数据、以及用于画线的数据;
15、所述提取关键数据包括以下步骤:
16、从nc1文件中找到外形轮廓数组,所述外形轮廓数组包括长度信息、宽度信息和倒角信息;
17、所述长度信息、宽度信息中,提取发生数据突变的前后两行数据进行处理;根据发生突变部分的数据,获取切割所需的参数;
18、突变的行数据中若存在倒角信息,有倒角信息的则要切割圆角,没有倒角信息就是没有圆角,直接切。
19、作为优选方案,还包括生成所述原材料加工数据对应的图形显示,显示内容为:与原材料的长度对应的矩形框、切割线和该原材料上分割出的构件的长度。
20、作为优选方案,还包括对型钢进行钻空、切割操作时,进行实时监控,包括三维钻实时监控、切割机实时监控和锁口机实时监控。
21、作为优选方案,三维钻实时监控的数据包括:
22、三维钻刀库三维位置参数、激光对线基准、腹高检测基准、刻字字体、支撑持续时间、刀具模式、钻头直径、钻头长度、刀尖补偿、工进速度、主轴转速、断屑深度、主轴快退高度、断屑时间、刻划深度、刻划速度。
23、作为优选方案,切割机实时监控数据包括:
24、机器人最大速度、机器人移动最大速度、激光检测与tcp点的三维坐标的偏差值、光电对射与主机零位距离、等离子起弧高度、等离子切割速度、等离子引弧过渡距离、等离子割缝补偿。
25、基于相同的构思,还提出了数控型钢钻割锁生产软件,包括数据导入模块、自动套排组合模块和原材料加工数据输出模块,
26、所述数据导入模块从dstv文件中提取出对型钢进行钻空、切割操作的工艺信息,所述工艺信息包括构件长度和数量;
27、所述自动套排组合模块根据所述构件长度、数量和原材料的长度进行自动套排组合,所述自动套排料组合是指,将多个dstv文件对应的nc1零件组合到一根指定长度的原材料中,并生成原材料加工数据;
28、所述原材料加工数据输出模块将所述原材料加工数据输出到控制型钢钻空、切割操作的工控机。
29、基于相同的构思,还提出了数控型钢钻割锁生产系统,包括上述的数控型钢钻割锁生产软件、用于型钢钻操作的三维钻系统、用于型钢割操作的切割系统,
30、所述数控型钢钻割锁生产软件将所述原材料加工数据分别传输到所述三维钻系统和切割系统。
31、综上所述,由于采用了上述技术方案,本发明的有益效果是:
32、本发明提出数控型钢钻割生产方法、软件及系统,基于获取的构件长度、数量和原材料的长度,进行自动套排组合,以生成原材料加工数据,基于原材料加工数据实现型钢加工的流水线自动化加工。
技术特征:
1.数控型钢钻割生产方法,其特征在于,包括以下步骤:
2.如权利要求1所述的数控型钢钻割生产方法,其特征在于,所述自动套排料组合包括以下步骤:
3.如权利要求2所述的数控型钢钻割生产方法,其特征在于,所述原材料的长度等于原材料实际长度加上加工余量。
4.如权利要求1所述的数控型钢钻割生产方法,其特征在于,从dstv文件中提取出对型钢进行钻空、切割操作的工艺信息,具体包括:
5.如权利要求4所述的数控型钢钻割生产方法,其特征在于,所述提取的关键数据包括用于切割的外形轮廓数组、用于钻孔的孔径长度和孔径坐标数据、以及用于画线的数据;
6.如权利要求1-5任一所述的数控型钢钻割生产方法,其特征在于,还包括生成所述原材料加工数据对应的图形显示,显示内容为:与原材料的长度对应的矩形框、切割线和该原材料上分割出的构件的长度。
7.如权利要求1-5任一所述的数控型钢钻割生产方法,其特征在于,还包括对型钢进行钻空、切割操作时,进行实时监控,包括三维钻实时监控、切割机实时监控和锁口机实时监控。
8.如权利要求7所述的数控型钢钻割生产方法,其特征在于,三维钻实时监控的数据包括:
9.如权利要求8所述的数控型钢钻割生产方法,其特征在于,切割机实时监控数据包括:
10.数控型钢钻割锁生产软件,其特征在于,包括数据导入模块、自动套排组合模块和原材料加工数据输出模块,
11.数控型钢钻割锁生产系统,其特征在于,包括如权利要求10所述的数控型钢钻割锁生产软件、用于型钢钻操作的三维钻系统、用于型钢割操作的切割系统,
技术总结
本发明涉及数据处理系统或方法,具体涉及数控型钢钻割生产方法、软件及系统,数控型钢钻割生产方法,包括以下步骤:从DSTV文件中提取出对型钢进行钻空、切割操作的工艺信息,所述工艺信息包括构件长度和数量;根据所述构件长度、数量和原材料的长度进行自动套排组合,所述自动套排料组合是指,将多个DSTV文件对应的nc1零件组合到一根指定长度的原材料中,并生成原材料加工数据;根据所述原材料加工数据对型钢进行钻空、切割操作,实现了对数控型钢钻割的自动下料处理。
技术研发人员:毕建波,张强,彭洪
受保护的技术使用者:成都远景数控设备实业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!